презентація до уроку "Нарізання зовнішньої і внутрішньої різьби. Контроль якості роботи."

Тема уроку: Нарізання зовнішньої і внутрішньої різьби. Контроль якості роботи. Мета: Удосконалити уміння та відпрацювати прийоми нарізання різьб мітчиком та плашкою.

Інтелектуальна розминка.1. Різьби призначені для ______________ .2. Різьба утворюється двома рухами:___________ та _____________.

Інтелектуальна розминка.1. Різьби призначені для з’єднання деталей .2. Різьба утворюється двома рухами:___________ та _____________.

Інтелектуальна розминка.1. Різьби призначені для з’єднання деталей .2. Різьба утворюється двома рухами:поступальним та обертальним.
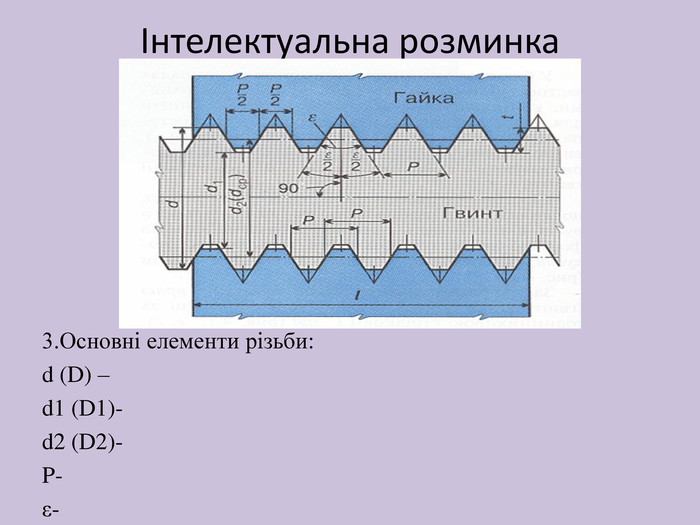
Інтелектуальна розминка3. Основні елементи різьби:d (D) –d1 (D1)-d2 (D2)-P- ε-

Інтелектуальна розминка3. Основні елементи різьби:d (D) –зовнішній діаметр різьбиd1 (D1)-внутрішній діаметр різьбиd2 (D2)-середній діаметр різьби. P- крок різьби ε- кут профілю різьби

Інтелектуальна розминка. Назвіть основні частини мітчика. Його призначення

Інтелектуальна розминка. Назвіть основні частини плашки, її призначення.
Інтелектуальна розминка. Розшифруйте умовне позначення різьб: М 20-7h,М 32х 0,5 – 6 Н.
Нарізання зовнішньої різьби.1. Заготовку закріплюють у патрон: вона має бути попередньо обточена по зовнішньому діаметру різьби болта (вибрати за довідником). На торці заготовки слід зняти фаску.2. Плашку вставляють у спеціальний плашкотримач і закріплюють гвинтами, які входять у заглиблення на бічній поверхні плашки.
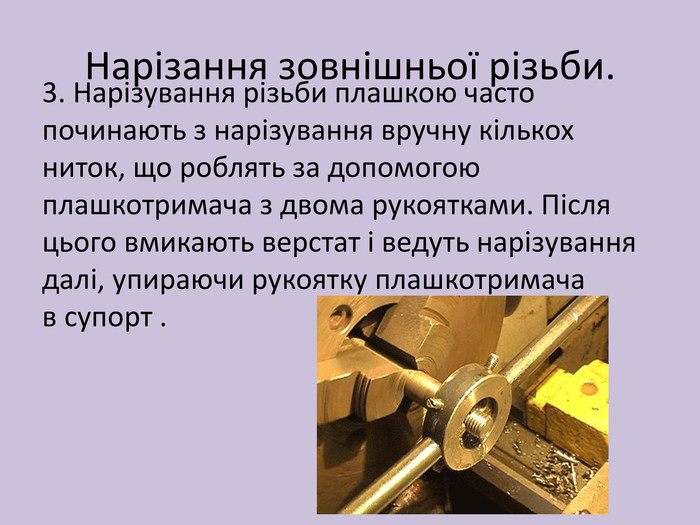
3. Нарізування різьби плашкою часто починають з нарізування вручну кількох ниток, що роблять за допомогою плашкотримача з двома рукоятками. Після цього вмикають верстат і ведуть нарізування далі, упираючи рукоятку плашкотримача в супорт . Нарізання зовнішньої різьби.
Нарізання зовнішньої різьби. Глибина різання t = РЧастота обертання шпінделя n=40-50 об/хв. Швидкість різання V для сталі — 3—4 м/хв, для чавуну — 2,5 м/хв, для латуні — 9—15 м/хв. Як змащувально–охолодні рідини рекомендується при нарізуванні стальних заготовок осірчені мастила та варене мастило, при нарізуванні заготовок з чавуну — гас. Охолодження має бути інтенсивним.
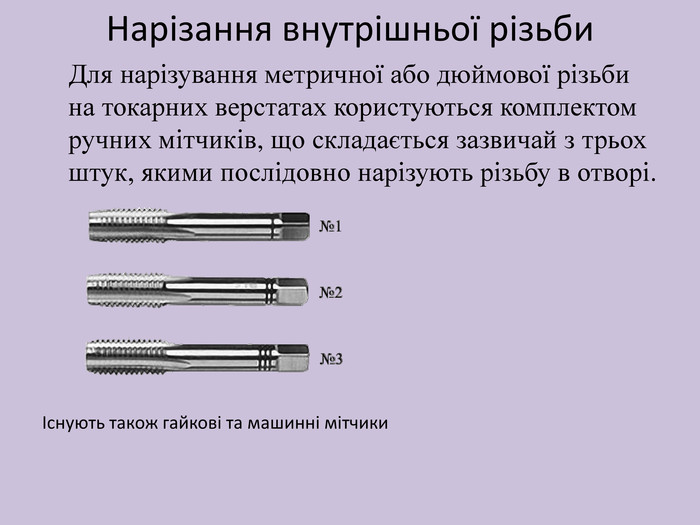
Нарізання внутрішньої різьби. Для нарізування метричної або дюймової різьби на токарних верстатах користуються комплектом ручних мітчиків, що складається зазвичай з трьох штук, якими послідовно нарізують різьбу в отворі.Існують також гайкові та машинні мітчики
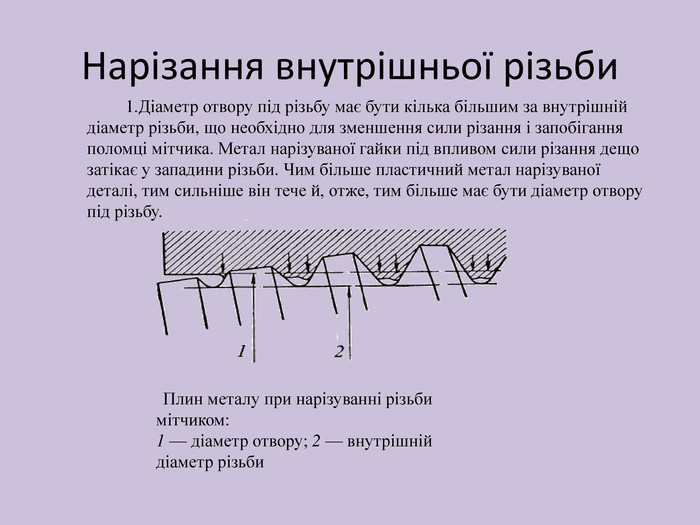
Нарізання внутрішньої різьби. Плин металу при нарізуванні різьби мітчиком: 1 — діаметр отвору; 2 — внутрішній діаметр різьби1. Діаметр отвору під різьбу має бути кілька більшим за внутрішній діаметр різьби, що необхідно для зменшення сили різання і запобігання поломці мітчика. Метал нарізуваної гайки під впливом сили різання дещо затікає у западини різьби. Чим більше пластичний метал нарізуваної деталі, тим сильніше він тече й, отже, тим більше має бути діаметр отвору під різьбу.
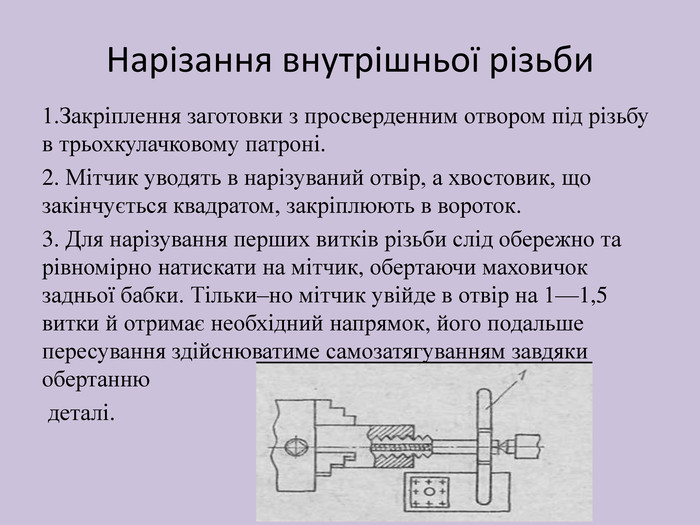
Нарізання внутрішньої різьби1. Закріплення заготовки з просверденним отвором під різьбу в трьохкулачковому патроні.2. Мітчик уводять в нарізуваний отвір, а хвостовик, що закінчується квадратом, закріплюють в вороток.3. Для нарізування перших витків різьби слід обережно та рівномірно натискати на мітчик, обертаючи маховичок задньої бабки. Тільки–но мітчик увійде в отвір на 1—1,5 витки й отримає необхідний напрямок, його подальше пересування здійснюватиме самозатягуванням завдяки обертанню деталі.
Нарізання внутрішньої різьби. Глибина різання t = РЧастота обертання шпінделя n=40-50 об/хв. Швидкість різання V для сталі — 3—15 м/хв, для чавуну, бронзи й алюмінію — 6—22 м/хв. Охолодження має бути інтенсивним. Як змащувально–охолодні рідини рекомендуються: для нарізування деталей зі сталі — сульфофрезол; для деталей з чавуну, бронзи й алюмінію — емульсія або гас.

Контроль різьб. Вимірювання кроку різьби лінійкою. Вимірювання кроку різьби різьбоміром. Вимірювання середнього діаметра різьби різьбовим мікрометром. Контроль різьб калібрами.
Техніка безпеки. Не ставати до нової роботи до отримання інструмента. Надійно закріплювати оброблювану деталь і різальний інструмент. Під час роботи не залишати верстат без нагляду. Не торкатися до нарізуваної різьби руками в процесі обробки під час обертання заготовки. Не видаляти стружку під час роботи верстата руками. Не вимірювати і не контролювати якість нарізуваної різьби на ходу верстата. Не обтирати нарізувану різьбу дрантям в процесі обробки

про публікацію авторської розробки
Додати розробку