Презентація "Шліфування деревини."

Шліфування дерерини.
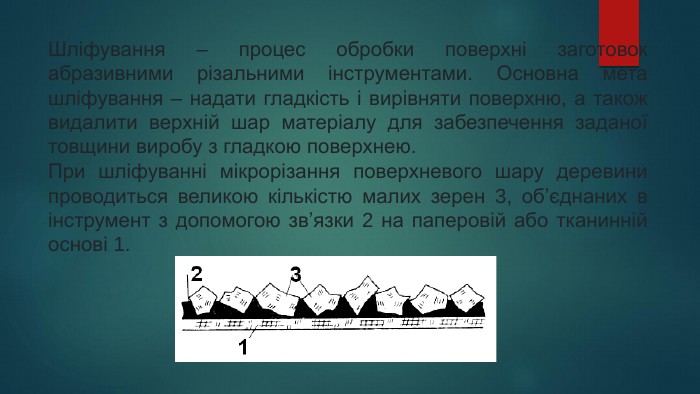
Шліфування – процес обробки поверхні заготовок абразивними різальними інструментами. Основна мета шліфування – надати гладкість і вирівняти поверхню, а також видалити верхній шар матеріалу для забезпечення заданої товщини виробу з гладкою поверхнею. При шліфуванні мікрорізання поверхневого шару деревини проводиться великою кількістю малих зерен 3, об’єднаних в інструмент з допомогою зв’язки 2 на паперовій або тканинній основі 1.

Основа може бути паперовою та тканинною. Паперова основа швидше рветься, і ресурс такої шліфувальної шкурки невеликий. До того ж паперова основа не змінює своєї форми, а на її поверхню можна нанести навіть найдрібніші фракції шліфувального матеріалу. Недоліком шліфувальної шкурки на паперовій основі є недостатня міцність і зносостійкість. Шліфувальна шкурка на тканинній основі цупкіша та міцніша, однак має більшу вартість. Тканини просочують спеціальною смолою, що дозволяє надати їм додаткової міцності та стійкості до вологи. Останнім часом з’явилися шліфувальні бруски на поролоновій основі, якими можна шліфувати плоскі та фасонні поверхні.
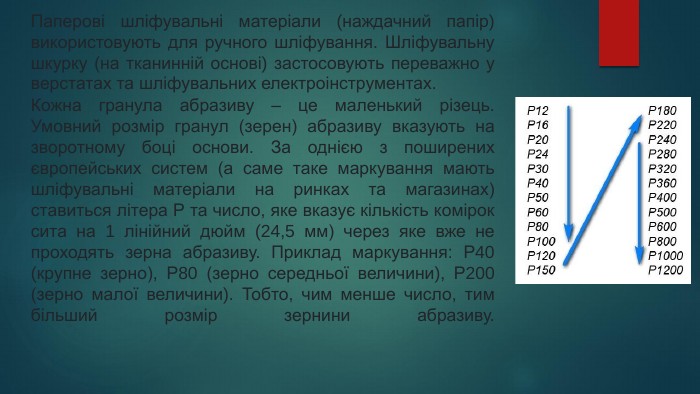
Паперові шліфувальні матеріали (наждачний папір) використовують для ручного шліфування. Шліфувальну шкурку (на тканинній основі) застосовують переважно у верстатах та шліфувальних електроінструментах. Кожна гранула абразиву – це маленький різець. Умовний розмір гранул (зерен) абразиву вказують на зворотному боці основи. За однією з поширених європейських систем (а саме таке маркування мають шліфувальні матеріали на ринках та магазинах) ставиться літера Р та число, яке вказує кількість комірок сита на 1 лінійний дюйм (24,5 мм) через яке вже не проходять зерна абразиву. Приклад маркування: Р40 (крупне зерно), Р80 (зерно середньої величини), Р200 (зерно малої величини). Тобто, чим менше число, тим більший розмір зернини абразиву.
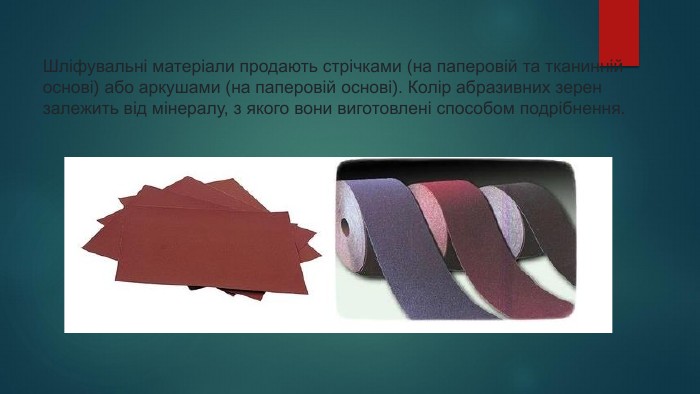
Шліфувальні матеріали продають стрічками (на паперовій та тканинній основі) або аркушами (на паперовій основі). Колір абразивних зерен залежить від мінералу, з якого вони виготовлені способом подрібнення.
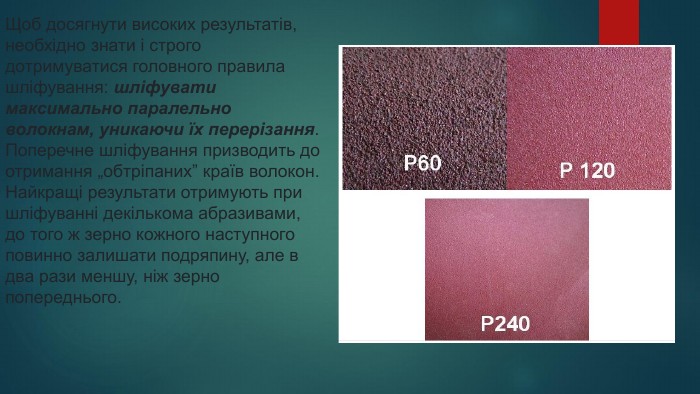
Щоб досягнути високих результатів, необхідно знати і строго дотримуватися головного правила шліфування: шліфувати максимально паралельно волокнам, уникаючи їх перерізання. Поперечне шліфування призводить до отримання „обтріпаних” країв волокон. Найкращі результати отримують при шліфуванні декількома абразивами, до того ж зерно кожного наступного повинно залишати подряпину, але в два рази меншу, ніж зерно попереднього.
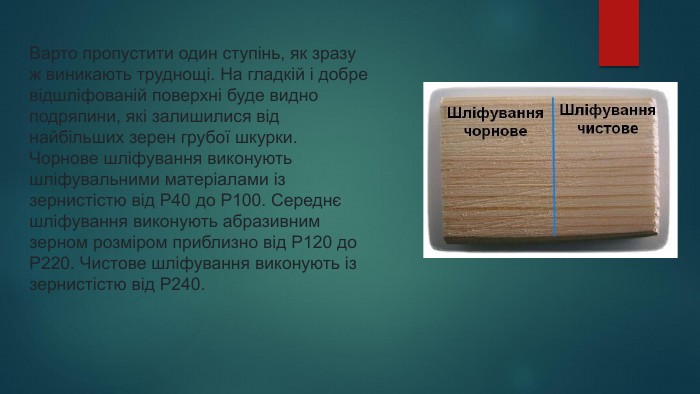
Варто пропустити один ступінь, як зразу ж виникають труднощі. На гладкій і добре відшліфованій поверхні буде видно подряпини, які залишилися від найбільших зерен грубої шкурки. Чорнове шліфування виконують шліфувальними матеріалами із зернистістю від Р40 до Р100. Середнє шліфування виконують абразивним зерном розміром приблизно від Р120 до Р220. Чистове шліфування виконують із зернистістю від Р240.
При шліфуванні поперек волокна, навіть коли поверхня гладка, зруйновані волокна можуть спричинити нерівне відбивання світла, нерівномірне всмоктування барвника або лаку. Така поверхня після нанесення барвника і лакової плівки може створити проблему ворсистості. Ворс знімають новим шліфувальним папером з зернистістю приблизно Р280-Р400 без натиску.
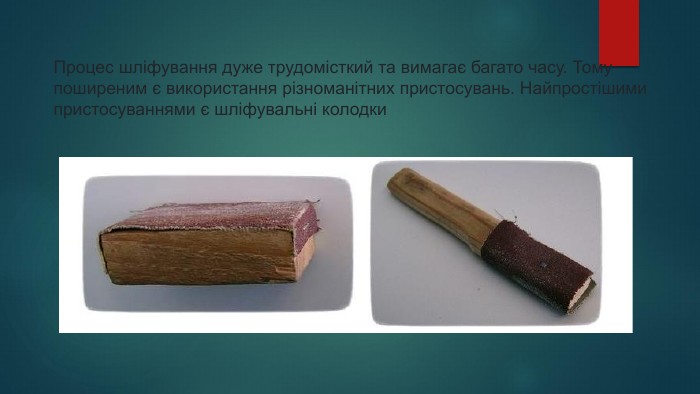
Процес шліфування дуже трудомісткий та вимагає багато часу. Тому поширеним є використання різноманітних пристосувань. Найпростішими пристосуваннями є шліфувальні колодки
Для свердлильного верстата можна використати пристосування з використанням осі та круга з ДВП або товстого картону.

На підприємствах використовують електроінструмент та спеціальні шліфувальні верстати. Для чорнового шліфування використовують стрічкові шліфмашини (а). Чистове шліфування виконують вібраційними шліфмашинами (б).

Комбінований (стрічковий та дисковий) шліфувальний верстат дає великі можливості для обробки виробів з деревини та має високу продуктивність.
Дякую за увагу.


про публікацію авторської розробки
Додати розробку