Презентація "Токарний верстат з числовим програмним керуванням"
Презентація описує основні елементи токарного верстату з числовим програмним керуванням АТПР-802Н. Описано його призначення, надані технічні характеристики верстату, фото основних його елементів та основних деталей, які можно отримати на даному верстаті.

ТОКАРНИЙ ВЕРСТАТ С ЧПК ATPr-802h. Загальний вигляд верстата ATPr-802h
АТPr-802h. Напівавтомат призначений для токарної обробки деталей з циліндричною, конічною і фасонної поверхнями, типу дисків, фланців, кілець одночасно по двох координатах. На верстаті можлива обробка зовнішніх, торцевих і внутрішніх поверхонь по замкнутому автоматичному циклу в один або кілька проходів
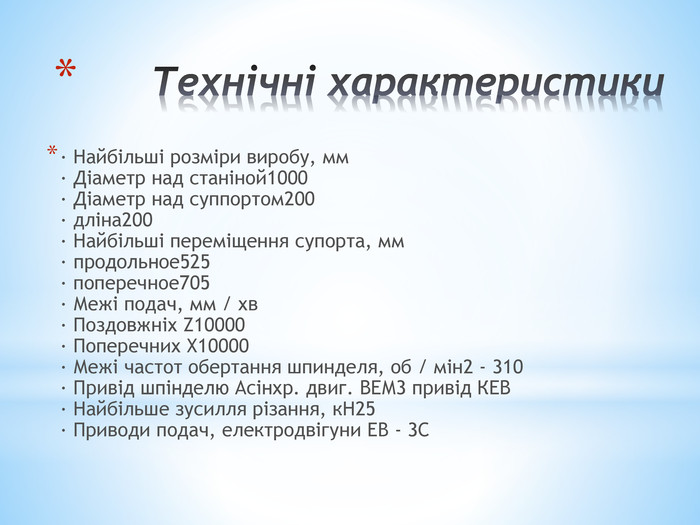
Технічні характеристики · Найбільші розміри виробу, мм· Діаметр над станіной1000· Діаметр над суппортом200· дліна200· Найбільші переміщення супорта, мм· продольное525· поперечное705· Межі подач, мм / хв· Поздовжніх Z10000· Поперечних X10000· Межі частот обертання шпинделя, об / мін2 - 310· Привід шпінделю Асінхр. двиг. ВЕМ3 привід КЕВ· Найбільше зусилля різання, к. Н25· Приводи подач, електродвігуни ЕВ - 3 С
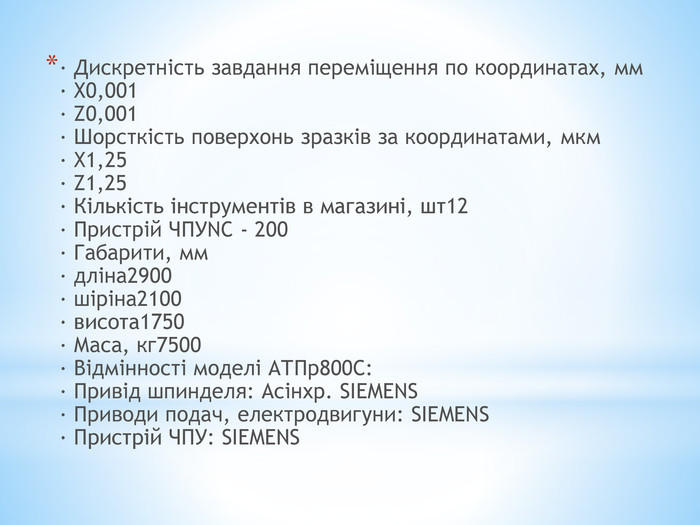
· Дискретність завдання переміщення по координатах, мм· X0,001· Z0,001· Шорсткість поверхонь зразків за координатами, мкм· X1,25· Z1,25· Кількість інструментів в магазині, шт12· Пристрій ЧПУNC - 200· Габарити, мм· дліна2900· шіріна2100· висота1750· Маса, кг7500· Відмінності моделі АТПр800 С:· Привід шпинделя: Асінхр. SIEMENS· Приводи подач, електродвигуни: SIEMENS· Пристрій ЧПУ: SIEMENS

Пульт з числовим програмним управлінням SINUMERIK 802
SINUMERIK 802 Це ЧПУ, яка об'єднує всі компоненти системи (NC, PLC, HMI і регулятор приводу) в єдиний блок. 6 цифрових приводів можуть бути підключені за допомогою інтерфейсом DRIVE-CLi. Q. З них до 2 осей можуть бути шпинделями. Периферія легко підключається через мережу PROFIBUS DP (до 216 входів / до 174 виходів). Така конструкція забезпечує дуже простий і надійний монтаж з мінімальною кількістю кабелів. У поєднанні з модульним побудовою приводу, в даній системі управління досягається максимальна гнучкість. Широкий набір функцій системи управління робить це рішення ідеальним для використання в стандартних токарних і фрезерних верстатах, як для простих механізмів, так і для 3х-координатних верстатів зі складним формоутворенням. Наявність додаткової PLC-керованої осі в групі приводу додає ще одну незалежну, неінтерполіруемую вісь. SINUMERIK 802 D SL існує в декількох варіантах для токарних і фрезерних верстатів (Варіант T / M), для шліфувальних і вирубних верстатів (Варіант N / G).
Функції пульта керування SINUMERIK 802 6 цифрових сервоприводів (версії plus і pro) або 4 цифрових сервоприводу (версія value) Одна додаткова позиціонується вісь (версії plus і pro) Вільний вибір токарной / фрезерної обробки або вирубки / шліфування Можливість використання біполярного або униполярного аналогового шпинделя Інтерфейс RS 232 C Ethernet на системі (версія pro) Попередньо машинні дані Демо. програма і бібліотека ПЛК в комплекті Простий ПЛК (SIMATIC S7.200) з програмуванням електроавтоматики 216 цифрових входів і 144 цифрових виходу (0,25 A) Інтерфейс управління з підтримкою циклів для версії T / M і версії G

Пульт для виконання допоміжних функцій

Ф Л Е Ш – К А Р Т А

ДЕТАЛІ, ЯКІ ОБРОБЛЯЮТЬСЯ НА ВЕРСТАТІ ATPr-802h
КІЛЬЦЕ

Креслення деталі «КІЛЬЦЕ»

Схема розташування основних частин приладу для настройки верстата БВ-2010
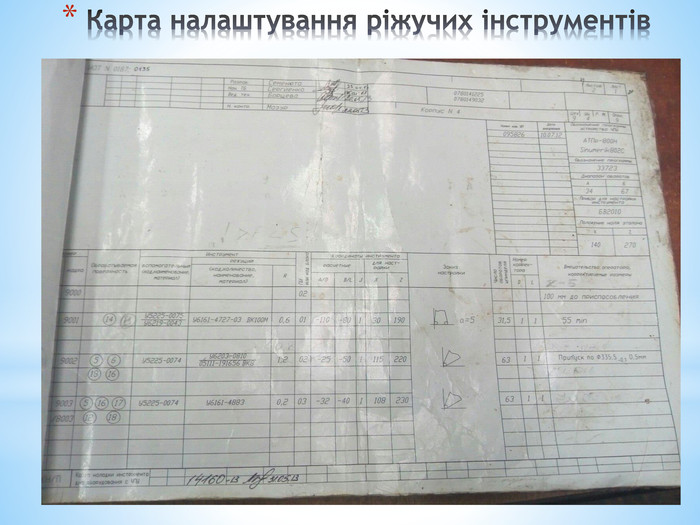
Карта налаштування ріжучих інструментів

Установка інструменту в револьверної голівці. Різці встановлені в різцевих блоках

Робоча зона ATPr-802h1- патрон2-Супортна група3-Кран для підведення СОЖ

Пристосування для ATPr-802h ПЛАНШАЙБА ТРИКУЛАЧКОВИЙ ПАТРОН

про публікацію авторської розробки
Додати розробку