Процес пайки друкованих плат
Державний професійно-технічний навчальний заклад «Львівське вище професійне училище комп’ютерних технологій та будівництва»
МЕТОДИЧНА РОЗРОБКА
«Процес пайки друкованих схем»
Укладач:
Демчина Мирослава Ігорівна майстер виробничого навчання
м. Львів
2024
ТЕХНОЛОГІЧНА КАРТА
Професія:7241 Електромеханік з ремонту та обслуговування лічильнообчислювальних машин.
ЕРОЛОМ – 3.2. Виконання електромонтажних робіт Тема уроку: Процес пайки друкованих схем Мета уроку: навчальна: ознайомитися з паяльними інструментами, правилами паяння, навчитися застосовувати припої та флюси;
розвивальна:виробити в учнів професійні навики електромеханіка при виконанні електромонтажних робіт та навчити дотримуватись усіх правил техніки безпеки та охорони праці.
Тип уроку: урок формування умінь та навичок при виконанні паяльних робіт.
Вид уроку: самостійна (практична робота)
Дидактичне та технологічне забезпечення уроку (за допомогою якого здійснюється процес навчання): інструкційні карти, ПК, мультимедійний проектор, аптечка, інструкція з охорони праці, М.І. Макієнко «Загальний курс слюсарної справи».
Матеріально-технічне забезпечення: електричні паяльники, припої, флюси, шліфувальна шкурка, кусачки, тримач плат, друковані навчальні плати, світлодіоди, монтажний провід, інструмент для зняття ізоляції, батарейка. Міжпредметні зв’язки: «Спецтехнологія ремонту», «Основи радіоелектроніки», «Електрорадіовимірювання», «Охорона праці»
Хід уроку
І. Організаційна частина уроку (5 хв)
1. Привітання. Перевірка наявності учнів (рапорт чергового про присутність учнів)
2. Перевірка готовності учнів до уроку виробничого навчання.
3. Інструктаж за змістом занять, з організації робочого місця і безпеки праці при роботі з паяльними інструментами.
ІІ. Вступний інструктаж (40 хв)
1. Мотивація діяльності учнів і повідомлення теми і цілі заняття (діалог з учнями):
• Чи хтось з вас займався пайкою?
• Що ви паяли і для чого?
• Що потрібно для якісної пайки? (Відповіді учнів).
З відповідей, учнів виділити відповіді близькі до цілей заняття і сконцентрувати їх увагу на них.
2. Актуалізація опорних знань та умінь учнів для підготовки до проведення уроку професійно-практичної підготовки. 2.1. Повідомлення теми і мети уроку.
2.2. Фронтальне опитування учнів: (діалог з учнями) Дайте визначення що називається паянням?
• Що скажете про флюси?
• Що таке лудіння?
• Що називається припоєм?
• Які ви знаєте припої?
• Розшифруйте (ПОС-40) припій для паяння електроапаратури та радіоапаратури.
3. Розповідь з демонстрацією робочих прийомів:
3.1. Повідомлення нового навчального матеріалу.
3.2. Пояснення характеру послідовності роботи учнів на уроці.
3.3. Демонстрація виконання завдання.
4. Закріплення матеріалу інструктажу: самостійне виконання завдання.
6. Пробне виконання робіт згідно інструкційних карт.
7. Відповідь майстра на запитання учнів.
8. Підведення підсумків вступного інструктажу.
ІІІ. Поточний інструктаж (215 хв)
1. Видача завдань учням: інструкційна карта «Процес пайки друкованих схем»
2. Розподіл учнів по робочих місцях.
3. Повідомлення про критерії оцінювання виконуваних робіт.
4. Обхід робочих місць з метою:
• перевірити організацію робочих місць.
• перевірити правильність виконання робочих прийомів.
• перевірити правильність виконання учнями завдання та надання їм практичної допомоги.
• перевірити правильність дотримання технічних умов в роботі.
5. Оцінювання виконаних робіт
(Контроль якості: Зовнішнім оглядом, не допускаючи непаяних місць, «кострубатого» шва, напливів припою на шві; на герметичність).
6. Здача робіт і прибирання робочих місць.
ІV. Заключний інструктаж (10 хв)
1. Підведення підсумків уроку:
• підведення підсумків і аналіз виконання завдання за участю учнів; відзначити учнів, які показали хороші результати у виконанні вправ; оголошення оцінок з їх обґрунтуванням.
• подання домашнього завдання.
Домашнє завдання: повторити теоретичні відомості до теми «Перевірка якості виконаних робіт, усунення дефектів пайки»
переглянути презентацію та відео з YouTube за посиланням
(Демчина Мирослава переглянути та підписатись на канал)
Контрольні питання
1. Що таке друкована плата?
2. Як залудити мідний дріт?
3. Як підготувати паяльник до пайки?
4. Як правильно паяти?
Майстер виробничого навчання _______________/М. І. Демчина/ КОРОТКІ ТЕОРЕТИЧНІ ВІДОМОСТІ
Електромонтаж – виконання електричного з'єднання ЕРЕ (електрорадіоелементи) або його складових частин, що мають струмопровідні елементи.
Паяння – це технологічна операція, що застосовується для отримання нероз'ємного з'єднання деталей з різних матеріалів шляхом введення між цими деталями розплавленого матеріалу (припою), що має більш низьку температуру плавлення, ніж матеріал (матеріали) деталей, що з'єднуються.
При цьому припій змочує деталі з’єднання, затікає в проміжок та заповнює його з подальшою кристалізацією створюючи міжатомні зв'язки.
Лудіння – утворення на поверхні матеріалу металевого шару шляхом плавлення припою, змочування припоєм поверхні з наступною його кристалізацією
Припій – матеріал для пайки і лудіння з температурою плавлення нижче температури плавлення паяних матеріалів.
Пайка можлива тільки в тому випадку, якщо припій змочує з'єднувані деталі. Змочування являє собою молекулярну взаємодію рідини з поверхнею твердого тіла.
Підготовка поверхонь деталей, що підлягають пайці, полягає у видаленні забруднень, іржі, окисних і жирових плівок. Таким чином, спосіб зачистки може вплинути на якість пайки.
Як правило, з'єднувані деталі перед пайкою піддаються лудінню. Лудіння полягає в покритті поверхонь деталей, що з'єднуються тонкою плівкою припою. При лудінні припій вкриває основний метал, тому при пайці луджених поверхонь з'єднання відбувається при більш низькій температурі.
1. Опис матеріалів та інструментів
Перед тим як почати процес пайки проводів треба підготувати робоче місце належним способом: всі необхідні матеріали та інструменти повинні знаходитися на своїх місцях для того, щоб в процесі роботи не виникали труднощі і проблеми. Для якісної роботи нам знадобляться:
• Електропаяльник;
• Припій;
• Флюс;
• Кусачки;
• Електричний паяльник;
• Шліфувальна шкурка;
• Інструмент для зняття ізоляції;
• Тримач плат (третя рука)
• Монтажний мідний ізольований дріт
• Світлодіод
• Друкована плата
Розглянемо більш детально, на що потрібно звернути увагу при виборі паяльника, припою та флюсу.
2. Паяльник
 Основний критерій вибору – потужність паяльника. Залежно від сфери застосування всі паяльники можна поділити на такі групи:
Основний критерій вибору – потужність паяльника. Залежно від сфери застосування всі паяльники можна поділити на такі групи:
• 30-40 Вт – паяльник для радіодеталей;
• 60-70 Вт – універсальний паяльник; 80-100 Вт – паяльник для масивних
деталей та товстих проводів.
Електричні паяльники(рис. 1) отримали найбільш широке поширення завдяки високій надійності і простоті дії. Вони випускаються з двома типами робочої частини - прямі і кутові. Очищення носка таких паяльників від оксидів здійснюють відповідним застосовуваному припою флюсом.
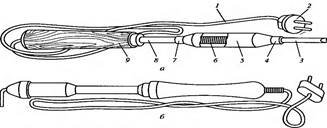
Рис. 1. Електричні паяльники: а-прямий, б-кутовий; (1 -електричний шнур; 2 - електрична вилка; 3-робоча частина; 4,7-хомутики; 5 – кожух)
Якість монтажних з'єднань багато в чому залежить від правильності заточення жала паяльника. Найбільш зручною формою жала вважається чотиригранна. Поверхня повинна бути рівною, без раковин, очищеної від нагару і добре залуженою.
Використовуючи паяльне обладнання, слід пам’ятати два правила.
Перше правило: жало паяльника розігрівається до температури порядку 200 градусів, тому паяльник варто тримати за пластикову ручку.
Друге правило: жало окислюється через високу температуру, воно швидко стає брудним, за рахунок продуктів окислення і погано проводить тепло, тому його необхідно чистити перед пайкою кожного елемента. Для очищення використовують вологу губку. Як тільки жало стане срібного кольору, можна приступати до роботи.
3. Припій Умовно припої можна поділити на 2 групи:
• свинцеві припої.
• безсвинцеві припої.
Безсвинцеві припої забезпечують більш міцне з'єднання у порівнянні зі звичайними свинцевими припоями. Паяти безсвинцевими припоями буде складніше, оскільки вони мають вищу температуру плавлення, погано розтікаються та потребують використання дорогих флюсів.
Тому кращим рішенням буде використання традиційних свинцевих припоїв, які позначаються абревіатурою ПОС (припій олов'яно-свинцевий).
Залежно від типу паяння вони мають різне співвідношення свинцю та олова.
Отже, як показує практика, найбільш поширеним є використання припою Sn63Pb37. Класичний олов’яно-свинцевий сплав для електроніки, що містить 63% олова та 37% свинцю. Придатний припій для ручного та автоматизованого монтажу, характеризується підвищеною міцністю пайки. 4. Флюси
Флюси – це хімічні речовини або розчини, які допомагають рівномірному та міцному з’єднанню припою з металом, що спаюється. До процесу флюсування при нагріванні входить змочування, усування окислів та забруднень, захист місць пайки та припою від окислення повітрям.
Правильний вибір флюсу забезпечує якісне з'єднання і суттєво впливає на швидкість пайки. Обраний флюс повинен бути хімічно активний і розчиняти окисли паяних елементів, термічно стабільний і витримувати температуру пайки без випаровування і розкладання, проявляючи хімічну активність в заданому інтервалі температур.
Всі флюси можна розділити на чотири групи:
• активні або кислотні, застосування яких при електричному монтажі радіоелектронної апаратури заборонено;
• антикорозійні;
• безкислотні – на основі каніфолі. Ця група флюсів знайшла найбільш широке застосування при електричному монтажі. Залишки безкислотних флюсів легко видаляються спиртом. Такий флюс має низьку хімічну активність, тому вимагає особливо гарного очищення поверхонь, що з'єднуються, від окисних плівок перед паянням;
• активовані – на основі каніфолі, що мають у своєму складі різні каталізатори (речовини, що підвищують активність флюсу).
Механізм дії флюсу полягає в тому, що окисні плівки металу і припою під дією флюсу розчиняються, розрихлюються і спливають на його поверхні. Навколо очищеного металу утворюється захисний шар флюсу, що перешкоджає виникненню окисних плівок. Рідкий припій заміщає флюс і взаємодіє з основним металом. Шар припою поступово збільшується і при припиненні нагріву твердішає.
 Крім цього, не варто забувати про каніфоль. Її головна перевага в тому, що вона не потребує змивання, оскільки є чудовим діелектриком. В чистому вигляді її майже не використовують, але на її основі виготовляються практично всі флюси. Такий флюс можна приготувати самостійно. Для цього вам знадобиться: чиста каніфоль (не активована); етиловий спирт.
Крім цього, не варто забувати про каніфоль. Її головна перевага в тому, що вона не потребує змивання, оскільки є чудовим діелектриком. В чистому вигляді її майже не використовують, але на її основі виготовляються практично всі флюси. Такий флюс можна приготувати самостійно. Для цього вам знадобиться: чиста каніфоль (не активована); етиловий спирт.
Каніфоль необхідно подрібнити до порошкоподібного стану та розвести з етиловим спиртом у співвідношенні 2:3. На відміну від паяння звичайною каніфоллю, цей розчин можна наносити безпосередньо на місце паяння. І найголовніше – залишки не потрібно змивати.
5. Як залудити жало паяльника?
 В першу чергу потрібно залудити жало паяльника. Як правило, паяльники комплектуються двома типами жал:
В першу чергу потрібно залудити жало паяльника. Як правило, паяльники комплектуються двома типами жал:
• мідними;
• мідними з нікелевим покриттям.
Процес лудження нового жала (яке ще не було у використанні) однаковий для двох типів жал. Для цього необхідно розігріти паяльник до робочої температури, занурити його в каніфоль і
відразу після цього покрити припоєм.
Припій повинен рівномірно покрити кінчик жала. В процесі паяння потрібно уважно слідкувати, щоб жало було чистим від окислів і покрите тонким шаром припою. А ще не можна допускати перегріву жала, особливо жала з нікелевим покриттям.
6. Як правильно паяти?
Отже, паяльник ми залудили і підготували до паяння. Деталі необхідно надійно зафіксувати таким чином, щоб вони були нерухомими в процесі паяння. Для цього можна використати тримач «третя рука». На контактну поверхню потрібно нанести флюс. Флюсом повністю покриваємо поверхні паяння.
Беремо припій наносимо на жало паяльника з подальшим перенесенням його в зону паяння. При нанесенні припою паяльником необхідно невелику кількість припою розплавити на кінчику жала. Після цього жалом притискаємо деталі в зоні паяння. В процесі паяння флюс буде випаровуватись, його залишки можна змивати або залишити – все залежить від того, який ви флюс використовуєте. Цей метод підходить для паяння дрібних деталей.
Як правило, температура паяльника підбирається індивідуально для кожного типу паяння. Разом з цим, для більшості типів паяння припоями ПОС60 ідеальною є температура 240-300°C – починати необхідно від найменшого значення і поступово збільшувати за необхідності.
При правильно обраній температурі паяльника припій повинен швидко плавитися, але не стікати з робочої частини паяльника (жала), а каніфоль повинна не згоряти миттєво, а залишатися на жалі у вигляді киплячих крапельок.
Паяння радіокомпонентів на плату
Послідовність проведення роботи
1. Вивчити теоретичну частину практичної роботи.
2. В разі потреби провести операцію лудіння жала паяльника. (Розігріти паяльник, зішліфувати окалину, а потім швидким рухом вмочити жало в каніфоль та в припій. Перевірити рівномірність покриття припоєм. В разі несуцільного покриття попередні дії повторити).
І. Паяння діодів з виводами
Паяння нового елемента на друковану плату відбувається наступним чином:
1. Наносимо флюс на отвори на платі.
2. Вставляємо виводи світлодіода в отвори і пропаюємо їх паяльником.
3. Якщо виводи (ніжки) елемента задовгі та занадто виступають з плати, обрізаємо їх кусачками.
4. Змиваємо за необхідності залишки флюсу.
ІІ. Паяння проводів
Розглянемо поетапно процес паяння проводів:
1. Нарізаємо провід кусачками та знімаємо шар ізоляції довжиною 3-4 см.
2. За необхідності очищуємо проводи в зоні паяння від наявних забруднень та знежирюємо їх.
3. Далі покриваємо кінчики проводів флюсом та залуджуємо їх паяльником. Лудити такі проводи краще на шматку деревини, рухи паяльником мають бути такими, ніби ви втираєте припій в провід.
Залуджені таким чином проводи легко напаювати на контактну поверхню. Надалі процес паяння буде легким та швидким, а саме з'єднання – якісним та міцним.
Детально з повним процесом паяння ви можете ознайомитись в моєму відео з YouTube за посиланням
(Демчина Мирослава переглянути та підписатись на канал)
Інструкція з техніки безпеки при виконанні паяльних робіт в слюсарній майстерні
І. Загальні положення
1.1. До роботи з електропаяльником допускаються особи, які пройшли медичний огляд, спеціальне навчання, вступний та первинний інструктажі з охорони праці.
1.2. Небезпечність у роботі:
- опік бризками розплавленого металу або гарячим паяльником;
- отруєння і пошкодження очей та шкіри під час роботи з кислотами і флюсами.
ІІ. Вимоги безпеки до початку роботи 2.1. Одягніть спецодяг, заховайте волосся під головний убір.
2.2. Підготуйте і перевірте справність інструменту, електропаяльника і пристроїв. Обов'язково переконайтесь у справності ручки електропаяльника і проводів.
2.3. Перевірте надійність заземлення робочого столу.
2.4. Переконайтесь, що поблизу місця роботи немає легкозаймистих матеріалів і горючих рідин.
2.5. Про виявленні несправності повідомте майстра виробничого навчання, без його дозволу не починайте працювати.
ІІІ. Вимоги безпеки під час виконання робіт
3.1. Обережно поводьтеся з електропаяльником, не випускайте його з рук під час роботи, оберігайте від ударів.
3.2. Остерігайтесь бризок розплавленого припою, не доторкайтесь до гарячих місць руками.
3.3. Під час короткочасних перерв у роботі кладіть нагрітий електропаяльник на спеціальну підставку.
3.4. Якщо потрібно залишити робоче місце, вимкніть електропаяльник. Не виймайте вилку із штепсельної розетки за провід.
3.5. Під час паяння, лудіння і роботи з кислотами користуйтесь гумовими рукавицями і захисними окулярами.
3.6. Усі хімічні речовини, що застосовуються для паяння, тримайте у скляному посуді з притертими скляними пробками.
3.7. Травлення виробів перед лудінням і травлення кислоти для приготування хлористого цинку здійснюйте у витяжній шафі або у спеціально відведеному для цього приміщенні.
3.8. Будьте обережні з флюсами для паяльних робіт. Не розливайте їх на стіл, підлогу, одяг і взуття. Не змочуйте ними рук і не пробуйте на язик.
ІV. Вимоги безпеки після закінчення роботи
4.1. Вимкніть електропаяльник.
4.2. Приберіть робоче місце. Покладіть на встановлене місце інструменти, припій, флюси.
4.3. Вимкніть вентилятор, витяжку.
4.4. Приведіть себе у порядок, вимийте з милом руки.
Інстукційна карта
Тема: ЕРОЛОМ -3.2. Виконання електромонтажних робіт
Тема уроку: Процес пайки друкованих схем
Практичне завдання - Підготовка радіодеталей до пайки.
- Зачистка та лудіння елементів до пайки.
- Процес пайки друкованих схем.
|
№ з/п |
Назва операції |
Інстумент |
Критерії оцінювання (в балах) |
|
Слюсарно-монтажний |
|||
|
1. |
Підключити паяльник до мережі. Нагріти паяльник до відповідної температури, вимкнути. |
Паяльник |
0.5 |
|
2. |
Зачистити жало паяльника |
Напилок, шліфпапір |
0.5 |
|
3. |
Змочити флюсом жало паяльника |
Каніфоль, Флюс F1 |
0.5 |
|
4. |
Набрати на стержень паяльника припій |
Легкоплавкий припій |
0.5 |
|
5. |
Оглянути ніжки(лапки) радіоелементів, переконатися в їхній цілісності |
світлодіод |
0.5 |
|
6. |
Оглянути друковану плату |
Друкована плата |
0.5 |
|
7. |
Зачистити та знежирити поверхню плати |
Флюс |
1 |
|
8. |
Вмонтувати діод на плату |
Діод, друкована плата |
1 |
|
9. |
Припаяти світлодіод на друковану плату |
Припій, паяльник, світлодіод |
2 |
|
10. |
Нарізати мідний провід та зняти ізоляцію |
Ізольований мідний провід, кусачки, ножик |
1 |
|
11. |
Залудити мідний провід |
Флюс, припій мідний провід паяльник |
1 |
|
12. |
Напаяти дві доріжки з проводами |
Припій, паяльник проводи |
2 |
|
13. |
Під’єднати батарейку |
Батарейка |
1 |
Максимальна кількість балів 12

про публікацію авторської розробки
Додати розробку