Т е м а. Оздоблювання поверхні. Урок "Полірування і притирання (доведення) зовнішніх і внутрішніх поверхонь абразивною шкіркою, абразивними порошками"
Інструкційна картка №15.
Т е м а. Оздоблювання поверхні. Полірування і притирання (доведення) зовнішніх і внутрішніх поверхонь абразивною шкіркою, абразивними порошками і пастами (точність виконання робіт при притиранні —3-й клас, шорсткість поверхонь при поліруванні—8—9-й класи чистоти).
Оснащення робочого місця: абразивна шкірка різних марок і зернистості; виготовлені деталі; жимок; притири для зовнішніх і внутрішніх поверхонь; абразивний порошок і паста ГОЇ
|
Зміст роботи за завданням |
Інструктивні вказівки і пояснення |
|
|
I. Полірування абразивною шкіркою |
||
|
1. Ознайомитися з видами шліфувальних шкірок і способами їх використання. |
1. Шліфувальні шкірки з електрокорунду марок Э5, Э4, Э6 застосовують для шліфування стальних і кольорових металів. Для шліфування чавуну і крихких металів застосовують шкірки з зеленого або чорного карбіду кремнію марок К37, К36, К38, К39 (зеленого карбіду кремнію) і К45, К47, К48 (чорного карбіду кремнію). Маркіровка шліфувальних шкірок вказана на зворотному боці листа і включає: найменування шкірки, марку абразивного матеріалу і номер зернистості. Залежно від необхідної шорсткості поверхонь застосовують різні номери зернистості абразивного матеріалу. |
|
|
2. Полірувати зовнішні поверхні деталей абразивною шкіркою.
|
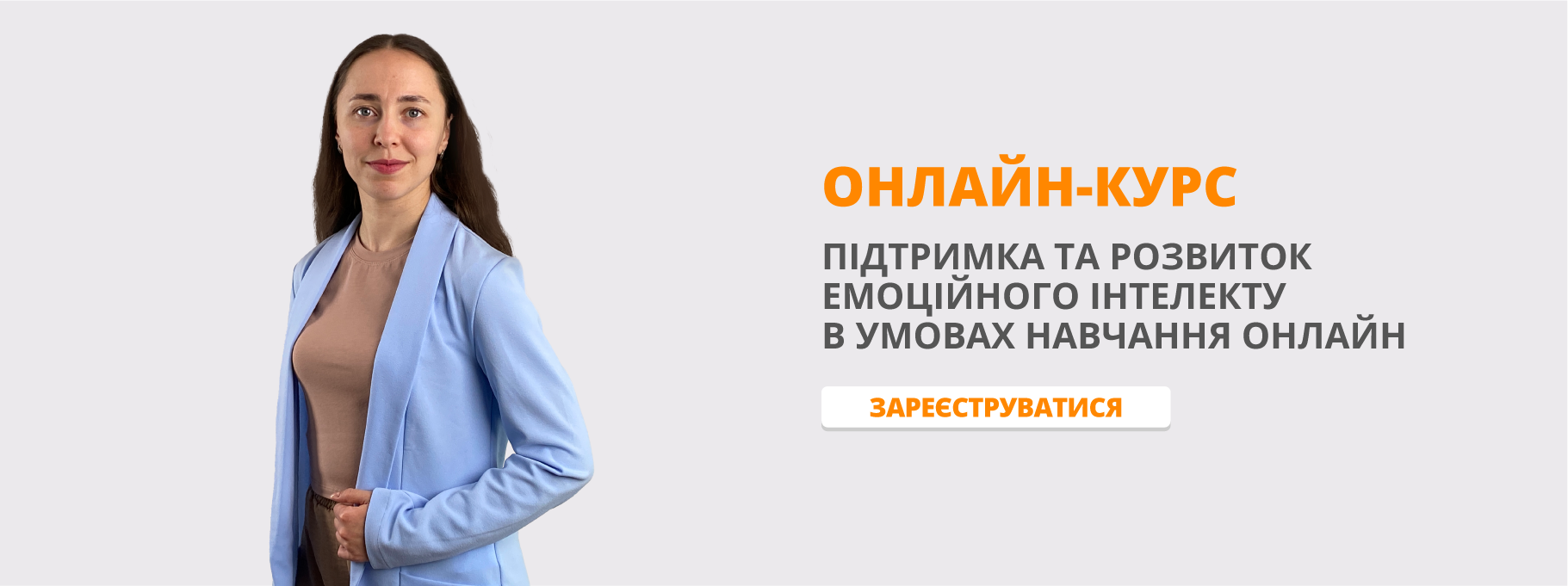
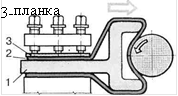
2 - Встановити і пустити верстат на середнє або на максимальне число обертів шпинделя. Узяти шматочок абразивної шкірки 2 (рис. 1) і, притискаючи його до поверхні деталі 1 трьома пальцями, переміщати рівномірно вліво - вправо до отримання необхідної чистоти. При жорсткому задньому центрі 3 стежити за його мастилом. При остаточному поліруванні поверхні використовувати шкірку, натерту крейдою |
|
|
3. Дотримуватись правил техніки безпеки при поліруванні поверхонь вручну. |
3. Абразивну шкірку не можна притискати до полірованої поверхні пальцями в обхват, оскільки вона може намотатися на деталь 1 і затиснути пальці. |
|
|
4. Полірувати зовнішні поверхні деталей обома руками.
|
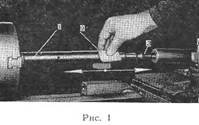
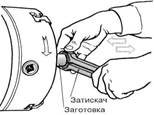
4. Абразивну шкірку 2 на полотні, необхідно утримувати за кінці обома руками, з невеликим зусиллям (рис. 2), притискаючи до деталі 1 і виконувати руками повільний прямолінійний зворотно-поступальний рух уздовж полірованої поверхні до отримання необхідної чистоти. |
|
|
5. Полірувати зовнішні поверхні деталей жимком.
|
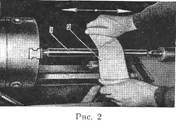
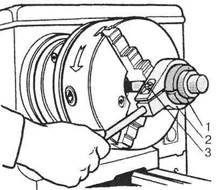
5. У напівкруглі поглиблення жимка 3 (рис. 3) вкласти абразивну шкірку 2 або нанести на них абразивний порошок, змішаний з маслом. Правою рукою утримувати і переміщати жимок, а лівою переміщати жимок і стискувати його ручки. Пустити верстат і повільним прямолінійним зворотно-поступальним переміщенням жимка, полірувати поверхню деталі 1 до необхідного класу чистоти.
|
|
|
6. Полірування абразивною шкіркою з притисканням дерев'яною колодкою: 1 - колодка; 2 - абразивна шкірка;
|
6. При внутрішньому поліруванні шкірку намотують на дерев’яну оправку, який закріплюють у різцетримачі.Категорично забороняється полірувати отвори, притискуючи шкірку рукою або ж пальцем.Колова швидкість при поліруванні шкіркою становить 60..70 м/хв. Для захисту від абразивного пилу напрямні станини прикривають брезентом.
|
|
|
II. Притирання (доведення) поверхонь |
|
|
1. Притерти (довести) зовнішню поверхню деталі.
|
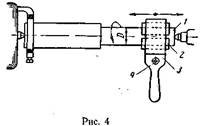
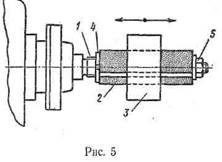
1. Для деталей діаметром від 10 до 20 м залишати припуск на притирання (доведення) до 0,015 мм на діаметр, а для деталей діаметром від 20 до 75 залишати припуск до 0,025 мм. Притир 2 (рис. 5) деталь з чавуну - для загартованої сталі, з бронзи, латуні, червоної меді, для інших металів і сплавів. Внутрішній діаметр притиру має бути більше діаметру поверхні що притирається на 0,15 мм при чорновій і на 0,05 мм при чистовому притиранні. Товщина стінок притиру повинна складати від 1/6 до 1/8 розміру його діаметра. Втулку-притир 2 (см. рис. 4) змастити зсередини тонким рівномірним шаром дрібного абразивного порошку, змішаного з маслом, або доводочною спеціальною пастою ГОЇ. Вставити втулку-притир в жимок 3, надіти його на деталь 1. Налагодити і пустити верстат на необхідне число обертів і, злегка підтягуючи жимок 3 гайкою 4, переміщати його повільним прямолінійним зворотньо-поступальним рухом уздовж поверхні деталі. Швидкість притирання (доведення) встановлювати 10-20 м/хв. Рекомендується змащувати поверхню деталі рідким маслом або гасом. Притирання виконувати до отримання необхідного розміру і класу чистоти поверхні деталі. |
|
2. Притерти (довести) внутрішню поверхню деталі.
|
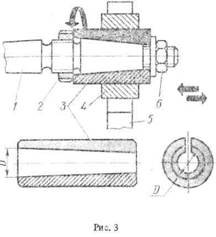
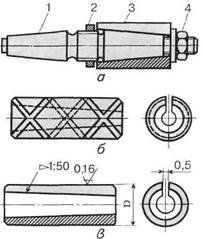
2. Зовнішній діаметр оправки 1(рис. 5) робити з конусністю 1/30 . Зовнішній діаметр притиру має бути менше діаметру отвору деталі що притирається на 0,15 мм при чорновій і на 0,05 мм при чистовому притиранні. Товщина стінок притиру від 1/6 до 1/8 його діаметру. Довжина притиру має бути більше довжини отвору. Зовнішню поверхню притиру 2 покрити абразивним дрібним порошком, змішаним з маслом, або спеціальною доводочною пастою ГОЇ і встановити на конічну оправку. Одягнути на притир оброблювану деталь і відрегулювати діаметр притиру осьовим переміщенням його за допомогою гайок 4 і 5 (рис. 5). Встановити необхідне число обертів шпинделя і, ввімкнувши верстат, переміщати деталь прямолінійним зворотньо - - поступальним рухом уздовж поверхні притиру до отримання необхідного розміру і класу чистоти поверхні отвору 5. Притерти внутрішню поверхню деталі (рис. 3). Для притирання поверхні деталі 4 застосовувати розтискний притир 3. Для розтиску притиру гайку 6 нагвинчувати при одночасному відгвинчуванні гайки 2, таким чином притир зрушуватиметься по конічній оправці і розтискатиметься. Оправу 1 притиру встановити в шпиндель верстата. Деталь, що притирається насадити на оправку, заздалегідь вкритою абразивною пастою, складеною з дрібнозернистого абразивного порошку і масла. Встановити і закріпити на деталі жимок 5, як і при притиранні зовнішньої поверхні деталі. Налаштувати, а потім включити верстат і робити притирання внутрішньої поверхні деталі.
|

про публікацію авторської розробки
Додати розробку