ІНСТРУКЦІЙНА КАРТА до уроку "ЧИСТОВЕ ОБТАЧУВАННЯ ЦИЛІНДРИЧНИХ ПОВЕРХНЬ ЗАГОТОВОК У ЦЕНТРАХ№
Навчально-виробничі завдання. I - чистове обточування циліндричних поверхонь заготовок в центрах, II - можливі дефекти оброблених зовнішніх циліндричних і торцевих поверхонь.
Ціль завдань. Навчити обробляти циліндричні поверхні без застосування та із застосуванням упорів. Точність обробки по 8-10-му квалітетам, шорсткість поверхонь по Rа = 2,5±1,25 мкм.
ИНСТРУКЦИОННАЯ КАРТА ЧИСТОВОЕ ОБТАЧИВАНИЕ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК В ЦЕНТРАХ
Учебно-производственные задания. I —чистовое обтачивание цилиндрических поверхностей заготовок в центрах, II — возможные дефекты обработанных наружных цилиндрических и торцовых поверхностей.
Цель заданий. Научить обрабатывать цилиндрические поверхности без применения и с применением упоров. Точность обработки по 8—10-му квалитетам, шероховатость .поверхностей по Rа = 2,5±1,25 мкм.
Оснащение рабочего места. Предварительно обработанные заготовки одинаковой длины и с одинаковыми по форме и размерам центровыми отверстиями; центры станка; резцы чистовые: проходной упорный, с широкой режущей кромкой; мерная плитка; продольный упор; токарный хомутик; линейка; штангенциркуль с величиной отсчета по нониусу 0,1 мм; обтирочный материал; крючок для отвода и удаления стружки; защитные очки.
I . ЧИСТОВОЕ ОБТАЧИВАНИЕ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК В ЦЕНТРАХ
 1.Наладить и настроить станок для обтачивания цилиндрических поверхностей. Установить:
1.Наладить и настроить станок для обтачивания цилиндрических поверхностей. Установить:
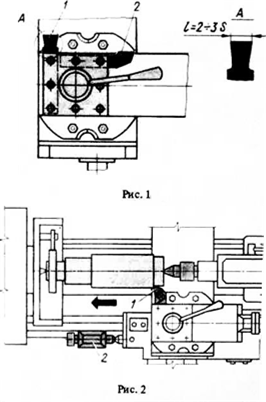
резцы с широкой режущей кромкой 1 и проходной
упорный 2 (рис. 1) в резцедержатель; планшайбу (рис. 2) с предохранительным
кожухом; передний и задний центры; обрабатываемый ступенчатый вал с хомутиком в центра;
продольный упор 2 (см. рис. 2) на на-
правляющие станины. Резец 1 с широкой режущей кромкой используют для обработки с большими подачами (2—5 мм/об) жестких деталей, при этом ширина режущей кромки должна быть больше выбранной подачи в 2-3 раза (см. рис. 1). Резец устанавливать широкой режущей кромкой строго параллельно оси обрабатываемой за готовки. По выбранной скорости резания и обрабатываемому диаметру определить частоту вращения шпинделя
(об/мин). Настроить станок.
2. Обточить поверхность 3-й ступени вала на требуемую длину по продольному упору 2 (см. рис. 2).
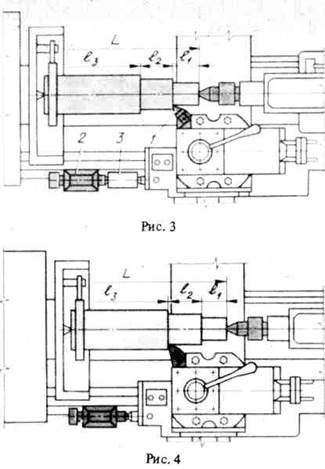
3. Обточить цилиндрические поверхности 1-й и 2-й ступеней вала. Для установки продольного упора 2 (рис. 3) обточить резцом 1 1-ю ступень (у первой детали из всей партии) на длину L1, после чего продольный упор вместе с мерной плиткой 3, длина которой должна быть равна L2, переместить к каретке и закрепить.
3.1 Обточить 1-ю ступень вала. При подходе каретки суппорта к мерной плитке 3 на 2—3 мм выключить механизм продольной подачи и довести каретку вплотную к мерной плитке
3 вручную (см. рис. 3)..
3.2 Обточить 2-ю ступень вала. Для обтачивания второй ступени (рис. 4) мерную плитку снять и обработку ступени вести так же, как и обтачивание 1-й ступени. Длина оставшейся цилиндрической поверхности вала L3 получается автоматически.
3.3 При обработке ступеней можно использовать многопозиционные упоры. Применение продольных упоров сокращает вспомогательное время на измерение линейных размеров при обработке партии заготовок, кроме того, размеры ступеней выдерживаются более точно.
II. ВОЗМОЖНЫЕ ДЕФЕКТЫ ОБРАБОТАННЫХ НАРУЖНЫХ
ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
1. Часть поверхности заготовки не обработана. Причины: занижен припуск на механическую обработку: заготовка, закрепленная в патроне, имеет большое биение; центровые отверстия заготовки зацентрованы не концентрично, т.е. не имеют общего геометрического центра.
2. Не выдержан размер диаметра в пределах допуска. Причины: неправильно установлен резец на требуемую глубину резания; неисправен измерительный инструмент; резец для чистовой обработки установлен выше уровня оси центров.
3. Конусность обработанной поверхности. Причины: при обработке в центрах — поперечное смещение задней бабки; люфт в поперечных салазках суппорта; смещение (отжим) резца в резцедержателе.
4. Овальность обработанной поверхности. Причины: биение переднего центра вследствие загрязнения конического отверстия шпинделя; биение шпинделя из-за износа его шеек или выработки подшипников.
5. Бочкообразность обработанной в центрах поверхности. Причины: прогиб заготовки вследствие отжимающего усилия резца; износ направляющих станины в средней части, в результате чего резец находится ниже уровня оси центров.
6. Шероховатость обработанной поверхности не соответствует заданной чертежом. Причины: некачественная заточка резца; затупление резца, скорректировать режим резания, большой вылет резца из резцедержателя.
7. Часть поверхности торца или уступа не обработана. Причины: недостаточный припуск на обработку; заготовка, установленная в патроне, имеет большое биение или перекос торцовой поверхности.
8. Не выдержаны размеры обточенного торца или подрезанного уступа по длине заготовки. Причины: неправильная разметка места уступа; осевое смещение заготовки вследствие отсутствия упоров, расточенных на кулачках, или шпиндельного; с опозданием выключена механическая подача.
9. Неперпендикулярность торцовой поверхности оси детали. Причины: неправильно выверена заготовка в патроне; неперпендикулярность опорной плоскости планшайбы, патрона оси шпинделя; отжим резца от обтачиваемой торцовой поверхности ввиду большого вылета резца или непрочного его закрепления в резцедержателе, большой слой срезаемого металла. 10. Шероховатость поверхности торца или уступа не соответствует заданной чертежом. Причины: резец заточен неправильно или затуплен; непрочное закрепление детали, резца; неправильно выбран режим резания; большой вылет резца из резцедержателя.

про публікацію авторської розробки
Додати розробку