(Додаток до уроку) «Обробка на шліфувальних верстатах» Шліфувальні верстати
(Додаток до уроку) «Обробка на шліфувальних верстатах» Шліфувальні верстати
Шліфуванням називається процес обробки поверхонь деталей за допомогою шліфувальних кругів. У більшості випадків шліфування є обробної операцією, що забезпечує високу точність розмірів і хороша якість оброблюваної поверхні.
Шліфувати можна плоскі, циліндричні, конічні і різні фасонні поверхні деталей, виготовлених як з м'яких, так і з самих твердих (в тому числі загартованих) металів і сплавів.
Застосовуються різні види шліфування - зовнішнє кругле, внутрішнє кругле, плоске, безцентрове зовнішнє і ін. (Рис. 69).
Розглянемо елементи режиму різання найбільш поширеного виду обробки поверхонь деталі - зовнішнього круглого шліфування в центрах за способом поздовжньої подачі. Цей вид шліфування характеризується: 1) швидкістю різання; 2) подачею; 3) глибиною різання; 4) машинним часом.
Швидкість різання Vк при зовнішньому круглому шліфуванні є окружну швидкість шліфувального круга. Швидкість різання висловлюють в метрах в секунду, вибирають в межах 30-50 м / с, а в ряді випадків і вище. При зовнішньому круглому шліфуванні обертанню піддають також і оброблювану деталь; швидкість її обертання становить 15-50 м / хв.
Подачею S при зовнішньому круглому шліфуванні є величина переміщення оброблюваної деталі за один оборот уздовж своєї осі (поздовжня подача); подачу висловлюють в міліметрах на оборот деталі.
Глибина різання t (поперечна подача) - це товщина шару металу, що знімається шліфувальним кругом за один прохід (рис. 69, а).
Машинне час Тм при зовнішньому круглому шліфуванні є час, що витрачається безпосередньо на процес різання металу шліфувальним кругом за один прохід. Машинне час визначають, виходячи з довжини поздовжнього ходу столу, припуску на сторону діаметра деталі, числа оборотів деталі, подачі і точності обробки.
При розрахунку потужності електродвигуна для обертання шліфувального круга і оброблюваної деталі враховують силу різання, швидкість обертання круга і деталі.
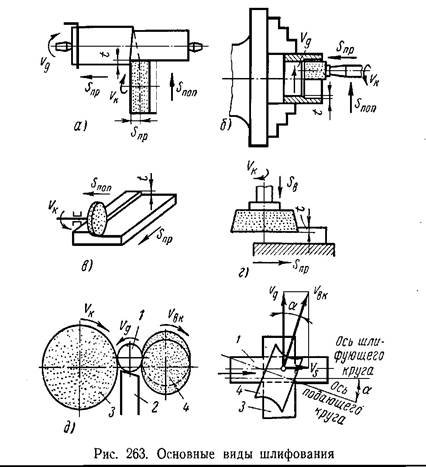
Рис. 69. Основні види шліфування: а - зовнішнє кругле; б - внутрішньо кругле; в -
плоске периферією круга; г - плоске торцем круга; д - безцентрове зовнішнє; 1 - деталь; 2 - упор; 3 - шліфує коло; 4 - провідний коло
Зовнішнє кругле шліфування в центрах здійснюється шляхом поздовжньої і поперечної подач, а також глибинним способом.
При шліфуванні способом поздовжньої подачі (рис. 69, а) шліфувальний круг здійснює головне обертальний рух Vк, а обра¬бативаемая деталь - обертальний рух навколо своєї осі Vд і поступальний рух поздовжньої подачі S пр уздовж осі. Глибину шлі¬фованія t встановлюють поперечною подачею шліфувального круга.
При шліфуванні способом поперечної подачі, або способом врізання, шліфувальний круг отримує головне обертальний рух Vк навколо осі і поперечне рух подачі Sпоп, а оброблювана деталь - тільки обертальний рух Vд. Цей спосіб застосовують для шліфування деталей, що мають невелику довжину оброблюваної поверхні, повністю перекривається шириною шліфувального круга.
Глибинний спосіб шліфування характерний тим, що шліфувальний круг встановлюється зазвичай на повну глибину шліфування t і отримує головне обертальний рух Vк, а оброблювана деталь - обертальний навколо осі Vд і подовжню подачу S пр уздовж осі деталі. Цим способом зазвичай шліфують короткі і жорсткі валики.
Внутрішнє кругле шліфування (рис. 69, б) застосовують при обробці порівняно коротких деталей, що закріплюються в кулачкових патронах. Шліфувальний круг здійснює головне обертальний рух Vк і поздовжнє рух подачі S пр; оброблювана заготовка - тільки обертальний рух навколо осі Vд. Глибину різання t встановлюють поперечною подачею кола.
Плоске шліфування виробляють зовнішньою частиною (периферією) і торцем шліфувального круга.
При шліфуванні периферією круга (рис. 69, в) шліфувальний круг виконує головне обертальний рух Vк і поперечну подачу Sпоп, а оброблювана заготовка, укрепляемая на столі верстата, - зворотно-поступальний поздовжнє рух подачі S пр. Глибину різання t встановлюють шляхом вертикальної подачі кола. Крім того, стіл з деталлю може обертатися в горизонтальній площині (за принципом карусельних верстатів), а коло - радіально переміщається щодо столу.
При шліфуванні торцем кола (рис. 69, г) обробляється деталь здійснює той же рух, що і при шліфуванні периферією круга, а шліфувальний круг - головне обертальний рух Vк навколо вертикальної осі. Глибину різання встановлюють шляхом вертикальної подачі уздовж осі кола.
![]()
![]()
![]() Безцентрове зовнішнє шліфування (рис. 69, д) полягає в тому, що циліндричну оброблювану деталь 1, підтримувану упором 2, пропускають через поздовжньої подачі між шліфують 3 і провідним 4 колами. Шліфує коло здійснює процес зняття струж¬кі, а ведучий, або подає, коло, розташований під деяким кутом до осі шліфують кола, забезпечує обертання деталі і її подовжню подачу. В результаті повороту осі ведучого кола його окружна швидкість Vвк розкладається на дві складові - швидкість обертання деталі Vд і швидкість поздовжньої подачі Vвк = • sin , де - коефіцієнт проковзування деталі по ведучому колі ( = 0,94-0,98) .
Безцентрове зовнішнє шліфування (рис. 69, д) полягає в тому, що циліндричну оброблювану деталь 1, підтримувану упором 2, пропускають через поздовжньої подачі між шліфують 3 і провідним 4 колами. Шліфує коло здійснює процес зняття струж¬кі, а ведучий, або подає, коло, розташований під деяким кутом до осі шліфують кола, забезпечує обертання деталі і її подовжню подачу. В результаті повороту осі ведучого кола його окружна швидкість Vвк розкладається на дві складові - швидкість обертання деталі Vд і швидкість поздовжньої подачі Vвк = • sin , де - коефіцієнт проковзування деталі по ведучому колі ( = 0,94-0,98) .
- поздовжня подача, і
навпаки.
Для забезпечення кращого контакту з деталлю провідний коло роблять не циліндричним, а увігнутим (форма гіперболоїда обертання).
Якщо вісь ведучого кола встановити паралельно осі шліфуючого кола, то Vs = 0 і осьова подача деталі буде відсутній. Цим користуються при шліфуванні деталей з виступами.
Кожен з розглянутих видів шліфування має свою специфічну форму шліфувального круга і конструкцію верстата.
Шліфувальні верстати по конструктивним і технологічним ознаками (виду виконуваної роботи) поділяються на кругло, внутрішліфувальн, пласко, спеціалізовані, заточувальні і доводочниє.
У підгрупу круглошліфувальних верстатів входять верстати для круглого шліфування в центрах, без центрів, напівавтомати і автомати; в підгрупу внутрішліфувальних - прості, планетарні, без центрів, напівавтомати і автомати; в підгрупу плоскошліфувальних - поздовжні і креслень, що працюють периферією і торцем круга, напівавтомати і автомати; до спеціалізованих відносяться зубошліфувальні, різьбошлифувальні, копіювально-шліфувальні, для шліфування шліцьових валиків,
куль і т. д .; до заточним - універсальні для заточування різних інструментів і спеціальні для заточування інструменту певного типу. Доводочні верстати по застосуванню абразивного інструменту поділяються на працюючі шліфувальним кругом, порошком і полірувальними пастами.
Є кілька моделей кожного типу шліфувальних верстатів.
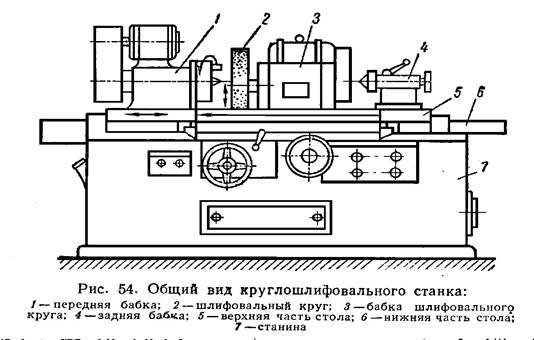
На рис. 70 наведено загальний вигляд універсального круглошлифовального верстата. Основними деталями і вузлами верстата є: станина 7, нижня частина столу 6, верхня частина столу 5, бабка шліфувального круга 2, передня бабка 1, задня бабка 4.
Верхня частина столу може бути повернута на деякий кут до осі шпинделя шліфувального круга для обробки пологих конусів. Заготовки з великим кутом конуса шліфують при повернутою на задану величину бабці шліфувального круга.
 Кутове розташування кола рекомендується при одночасному шліфуванні шийки вала і торця. При такій технологічній схемі торець заготовки шліфується периферією круга, що зменшує контакт круга із заготовкою, забезпечуючи поліпшення чистоти обробленої поверхні і виключаючи можливості пріжогов.
Кутове розташування кола рекомендується при одночасному шліфуванні шийки вала і торця. При такій технологічній схемі торець заготовки шліфується периферією круга, що зменшує контакт круга із заготовкою, забезпечуючи поліпшення чистоти обробленої поверхні і виключаючи можливості пріжогов.
Рис. 70. Загальний вигляд руглошлифовального верстата: 1 - передня бабка; 2 - шліфувальний круг; 3 - бабка шліфувального круга; 4 - задня бабка; 5 - верхня частина столу;
6 - нижня частина столу; 7 - станина
На рис. 71 приведена спрощена кінематична схема універсального плоскошлифовального верстата моделі ЗБ722. Верстат має ряд кінематичних ланцюгів, основні з яких - ланцюг обертання шліфувального круга; ланцюг ручної і автоматичної вертикальної подачі шліфувальної бабки; ланцюг ручного поперечного переміщення шліфувальної бабки; ланцюга управління гідрокоробкой столу і гідрокоробкой подач шліфувальної бабки і ін.
Найбільш простий є ланцюг обертання шліфувального круга. Шпиндель кола отримує обертання від фланцевого електродвигуна АО62-4 потужністю 10 квт з числом оборотів 1460 на хвилину через игольчатую муфту.
Механізми ланцюга ручної і автоматичної вертикальної подачі шліфувальної бабки здійснюють такі основні рухи: а) при ручній подачі від маховика А рух передається через шестерні 1 і 2 та кулачкову муфту Б конічної парі 3 і 4 і далі на гайку 5, яка пов'язана з ходовим гвинтом 6 ; б) при автоматичної подачі, що здійснюється від гідроприводу, в момент реверсу поперечної подачі шліфувальної бабки подається масло в ту чи іншу порожнину плунжера механізму подачі, завдяки чому переміщається плунжерна рейка 7. Рейка 7 через шестерню 8 обертає кривошип В, який через шатун Г і систему важелів повертає храповик 9, жорстко з'єднаний з маховиком А. Далі рух передається по описаній вище ланцюга до гвинта 6.
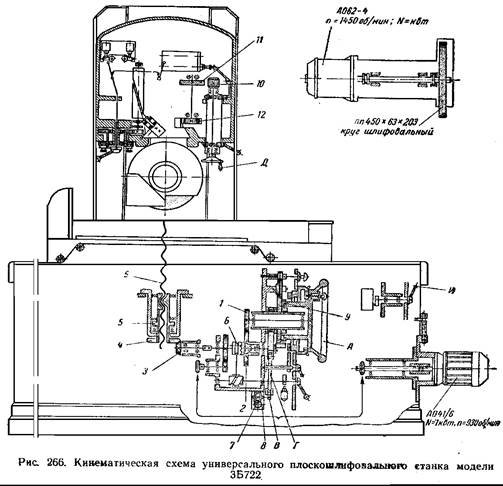
Мал. 71. Кінематична схема універсального плоскошлифовального верстата моделі ЗБ722 Для ручного поперечного переміщення шліфувальної бабки обертання від маховика Д через червячную передачу 10 і 11 передається рейкової шестерні 12.
Автоматична поперечна подача шліфувальної бабки гідрокоробкой подач здійснюється рукояткою І, за допомогою якої перемикається відповідний плунжер в гідрокоробке подач шліфувальної бабки і проводиться подача на кожен хід столу.

про публікацію авторської розробки
Додати розробку