ТЕРМІЧНА ОБРОБКА ГАРТУВАННЯ МЕТАЛУ ТА ВІДПАЛ


ТЕРМІЧНА ОБРОБКА ГАРТУВАННЯ МЕТАЛУ ТА ВІДПАЛ
Гартування застосовують для підвищення твердості і міцності сталі. Тому гартування називають заключною операцією виготовлення сталевих виробів і деталей. Гартування — це операція, при якій сталь нагрівають на 30...50 °С вище від точки Ас1 або Аст, витримують за цієї температури, а потім швидко охолоджують. У результаті такої обробки в сталі, як правило, формується мартенситна структура, тому твердість і міцність її досягають максимального значення. Нагрівання при гартуванні потрібне для переведення структури сталі в стан аустеніту, а швидке охолодження — для запобігання розпаданню аустеніту на феритно-цементитні суміші (троостит, сорбіт) і для переохолодження його до температури аустенгтномартенситного перетворення.
Чим більші розміри виробів, складніші їхні форма і хімічний склад, тим повільніше треба їх нагрівати. Інакше у виробі можуть виникнути великі внутрішні напруження і внаслідок цього — коробления і навіть розтріскування. Вирішальним чинником у процесі гартування є швидкість охолодження, оскільки вона визначає характер структури сталі, яка формується при цьому. Швидкість охолодження сталі при гартуванні визначається охолодною здатністю гартівного середовища (найчастіше — води або мінеральної оливи).
Гартування в одному охолоднику застосовують для досягнення високої твердості. Охолоджують виріб у воді або мінеральній оливі. Виріб із вуглецевої сталі охолоджують переважно у воді, а з легованої — в мінеральній оливі. Гартування виконують зануренням виробу (що гартується) в охолодне середовище, де вів і залишається до повного остигання (рис. ). Завдяки своїй простоті цей вид гартування застосовують найширше. Проте він мас істотні недоліки - виникнення великих внутрішніх напружень.
Гартування в двох охолодниках до певної міри усуває недоліки гартування в одному середовищі і полягає в тому, що нагрітий під гартування виріб спочатку охолоджують з великою швидкістю (зазвичай у воді до 300...200 °С), щоб запобігти передчасному розпаданню аустеніту. Потім виріб переносять до іншого середовища, наприклад у мінеральну оливу, для уповільненого охолодження з метою аустенітно-мартенситно-го перетворення ( рис. ). Такий спосіб сприяє значному зменшенню внутрішніх напружень у виробі і запобігає його коробленню. Проте і він не позбавлений недоліків,, оскільки технічно важко визначити потрібний момент перенесення виробу з одного охолодника до іншого. Внаслідок цього гартування у двох охолодниках не дає стабільних результатів термічної обробки партії виробів.
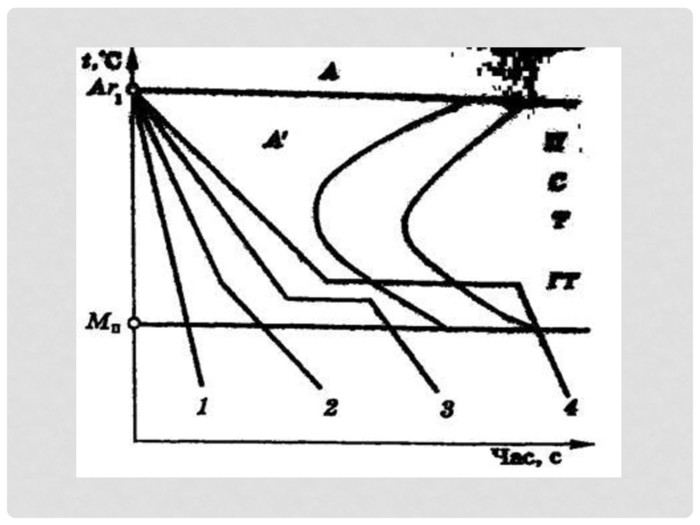
Ступінчасте гартування застосовують для зниження внутрішніх напружень виробу. Нагрітий виріб занурюють у охолодник (в розплавлені солі) з температурою, трохи вищою за точку початку мартенситного перетворення (МП) сталі певного складу, витримують за цієї температури, а потім остаточно охолоджують у мінеральній оливі або на повітрі (див. рис. 2.40, крива 5). Ступінчастого гартування зазнають невеликі за розміром вироби змінного перерізу, виготовлені з вуглецевої сталі.
Ізотермічне гартування — це охолодження сталі до температури, вищої за точку МП, і витримування за цієї температури протягом часу, потрібного для завершення ізотермічного перетворення аустеніту (див. рис. 2.40, крива 4). Оскільки температура гартівного охолодника при цьому перевищує температуру мартенситного перетворення (Мп), то аустеніт при ізотермічному гартуванні розпадається з утворенням проміжної структури — голчастого трооститу (ГТ), за твердістю подібного до мартенситу, але в'язкішого. Для вуглецевих сталей цей вид гартування застосовують рідше. Гартування з самовідпусканням застосовують переважно при термічній обробці ударних інструментів (молотків, кувалд, зубил, кернерів), які потребують високої твердості різальних кромок (робочих поверхонь) і водночас повинні мати в'язке осердя.
Термічна обробка. Термічна обробка — технологічний процес, сутність якого полягає у зміні структури металів і сплавів при нагріванні, витримці та охолодженні, згідно зі спеціальним режимом, і тим самим, у зміні механічних та фізичних властивостей останніх. Застосовують також різні види хіміко-термічної обробки, сутність якої полягає в легуванні поверхневого шару виробів вуглецем, азотом або деякими металами (алюмінієм, хромом, берилієм) з подальшою термічною обробкою.
Основи термічної обробки сталей. Наприклад в основі термічної обробки сталей лежить перекристалізація аустеніту при охолодженні. Перекристалізація може відбутися дифузійним або бездифузійним способами. У залежності від переохолодження аустеніт може перетворюватися у різні структури з різними властивостями. Повний дифузійний розпад аустеніту відбувається при незначному переохолодженні. У даному випадку утворюється пластинчастий перліт (механічна суміш фериту і цементиту вторинного). Якщо переохолодження збільшити до 373…393 К, пластинки фериту і цементиту встигають вирости тільки до товщини (0,25…0,30 мкм), таку структуру називають сорбітом. Твердість сорбіту вища за твердість перліту.
Коли переохолодження досягає 453…473 К, ріст пластинок припиняється на товщині 0,1…0,15 мкм, така структура називається трооститом. Твердість трооститу вища від твердості сорбіту. При значному переохолодженні аустеніту (до 513 К) дифузійний розпад його стає неможливим, перекристалізація має бездифузійний характер. У такому випадку утворюється перенасичений твердий розчин вуглецю в α-залізі, який називається мартенситом. Твердість мартенситу вища від твердості трооститу. Структура перліту є рівноважною, а структури сорбіту, трооститу і мартенситу є не рівноважними.
Види термічної обробки. Залежно від мети термічної обробки існують різні її види, що відрізняються температурою нагрівання, тривалістю витримування та швидкістю охолодження. Розрізняють такі види термічної обробки: Відпалювання, нормалізація, загартування і відпуск.
Відпалювання (відпал). Відпалювання — вид термооброблення, який полягає в нагріванні матеріалу (метал тощо) до температури вище критичної точки, тривалій витримці за цієї температури і подальшому повільному охолодженні. Основними видами відпалювання є гомогенізувальне, графітизувальне, перекристалізаційне, рекристалізаційне, релаксаційне та сфероїдизувальне. Графітизувальне та сфероїдизувальне відпалювання характерне тільки для сталей. Відпалювання підвищує пластичність, зменшує внутрішні напруження, понижує твердість сталей.
Нормалізація. Нормалізацією називають нагрівання до високої температури, видержування і повільне охолодження на повітрі. Нормалізація доводить сталь до дрібнозернистої та однорідної структури. Твердість і міцність сталі після нормалізації вищі, ніж після відпалу.
Загартування (гартування). Загартуванням називають нагрівання до високої температури, витримування і швидке охолодження (у воді, мінеральній оливі та інших охолоджувачах). Є такі види загартування: в одному охолоджувачі; перервне; ступінчасте; ізотермічне; поверхневе та ін. Загартування сталей забезпечує підвищення твердості, виникнення внутрішніх напружень і зменшення пластичності. Твердість збільшується у зв'язку з виникненням таких структур: сорбіт, тростит, мартенсит. Практично загартуванню піддаються середньо- і високовуглецеві сталі
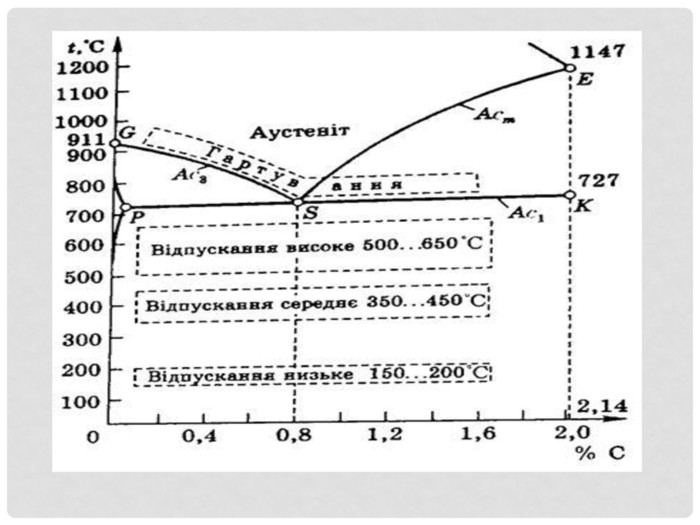
Відпуск. Відпуском називають нагрівання до температури нижчої за 700° С, витримування та повільне охолодження на повітрі. Розрізняють три види відпуску: низький (нагрівання до температури 200° С; середній (300—500° С); високий (500—700° С). Після відпуску певною мірою зменшується твердість і внутрішні напруження, збільшується пластичність і в'язкість сталей. До цього приводить зміна структур після відпуску. Структура мартенситу сталі переходить відповідно в структуру трооститу і сорбіту. Чим вища температура відпуску, тим менша твердість відпущеної сталі і тим більша її пластичність та в'язкість.
Відпуск, в основному, проводять після загартування для зняття внутрішніх напружень. Низький відпуск застосовують при виготовленні різального інструменту, вимірювального інструменту, цементованих деталей та ін; середній — при виробництві ковальських штампів, пружин, ресор; високий — для багатьох деталей, що зазнають дії високих напружень (осі автомобілів, шатуни тощо).

про публікацію авторської розробки
Додати розробку