Урок 1 «Загальні відомості про деталі з отворами»
Тема програми: "Оборобка отворів"
Методична розробка теоретичного заняття на тему: "Загальні відомості про деталі з отворами". Предмет "Технологія обробки на металорізальних верстатах".
Під час опрацювання матеріалу уроку здобувачі освіти мають з'ясувати, яке застосування мають отвори та методи їх отримання; розрізняти види отворів; засвоїти способи контролю отворів.
Лекційний матеріал містить посилання на інтерактивні вправи та підсумковий тест.
Матеріал уроку розрахований на професійно-теоретичну підготовку кваліфікованих робітників за професією 8211 «Верстатник широкого профілю» у професійно-технічних навчальних закладах в умовах дистанційного навчання.
Для опрацювання теми уроку вам необхідно:
ü уважно прочитати лекційний матеріал,
ü записати у зошити тему, план, а також короткий конспект уроку, üвиконати тренувальні вправи за посинанням на платформу «На урок»,
ü пройти контрольний тестовий контроль.
Тема уроку: «Загальні відомості про деталі з отворами»
Цілі уроку: ‒з’ясувати, яке застосування мають отвори та методи їх отримання;
‒ розрізняти види отворів;
‒засвоїти способи контролю отворів.
План уроку
1. Загальні відомості про деталі з отворами.
2. Види отворі.
3. Контроль розмірів отвору
4. Виконати тренувальну тестову вправу. 5. Пройти контрольний тест.
Конспект уроку
1.Загальні відомості про деталі з отворами
У залежності від способу обробки розрізняють такі види отворів:
|
1. |
Кріпильні отвори. |
Точність обробки 11-12 квалітет. Виготовляють, як правило, свердлінням на одно – та багатошпиндельних свердлувальних верстатах. |
|
2 |
Ступінчасті або гладкі отвори в деталях типу тіл обертання. |
Виготовляють на токарних верстатах свердлінням, розточуванням, зенкеруванням та розгортанням. |
|
3 |
Відповідальні отвори в корпусних деталях. |
Точність обробки 7 квалітет і вище. Виготовляють на різних універсальних або спеціальних верстатах. |
|
4 |
Глибокі отвори з відношенням довжини до діаметра більше 5, наприклад, отвори шпинделів металорізальних верстатів тощо. |
Виготовляють на спеціальних верстатах. |
|
5 |
Конічні та фасонні отвори. |
Виготовляють, використовуючи інструмент з конічними або криволінійними різальними кромками або розточуванням методом копіювання. |
|
6 |
Профільні отвори (не круглого перерізу). |
Виготовляють протягуванням, прошиванням або довбанням |
Отвори існують для створенняя необхідного характеру з´єднання з валом. До них пред´являють вимоги до точного взаємного розташування поверхонь, до розмірів, до чистоти обробки та форми.
До з´єднань з отворами відносяться : болтові, гвинтові, шпількові.
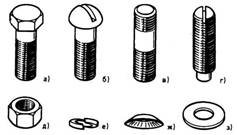
Рис. Деталі для з´єднання за допомогою отворів
а — болт; б — гвинт; в - шпилька; г — установочний гвинт; д — гайка;
e — пружна шайба; ж — шайба, деформується; з — плоская шайба
1.Види отворів
За формою розрізняють циліндричні отвори:
![]() гладенькі,східчасті й канавкові, наскрізні й глухі.
гладенькі,східчасті й канавкові, наскрізні й глухі.
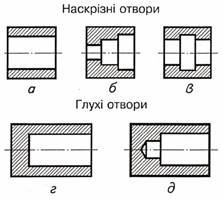
Рис. ВИДИ ОТВОРІВ:
а - в - наскрізні; г, д - глухі (а - гладенький; б - східчастий; в - з виточкою; г - глухий; д - східчастий)
3. Контроль розмірів отвору
При обробці отворів необхідно витримати основний розмір – діаметр отвору, а в разі обробки східчастих або глухих отворів їх глибину. Вибір вимірювального інструменту залежить від точності обробки, величини розміру, виду виробництва.
ü Діаметри отворів контролюють за допомогою штангенциркулів ШЦ-І з точністю вимірювання до 0,1 мм, ШЦ-ІІ з точністю 0,05 мм.
ü При вимірюванні штангенциркулем ШЦ-ІІ слід враховувати товщину губок
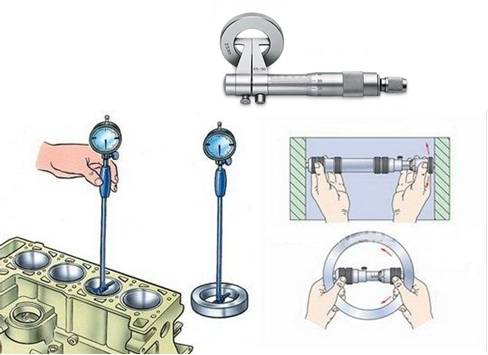
ü Отвори діаметром 120 мм та більше вимірюють за допомогою мікрометричного нутроміра з точністю до 0,01 мм (рис. б).
ü Глибокі отвори великого діаметра (наприклад, порожнини циліндрів, двигунів) контролюють за допомогою індикаторного нутроміра з точністю 0,01 мм (рис. в). Нутромір попередньо настроюють за мікрометром або еталонним кільцем.
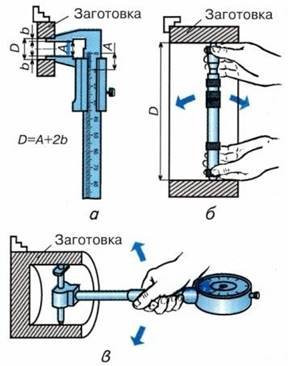
Рис. Способи контролю діаметра отворів за допомогою:
а - штангенциркуля; б - мікрометричного нутроміра ; в - індикаторного нутроміра
Вимірювання розміру мікрометричним нутроміром штихмасом
Контроль розміру отвору калібром-пробкою

Контроль розміру отвору здійснюється прохідною (ПР) та непрохідною (НЕ) сторонами калібру.
Якщо прохідна сторона проходить на всю глибину отвору, а непрохідна не зазодить в отвір, то отвід вважається придатним.
Вимірювання отвору штангенциркулем ШЦ-ІІ
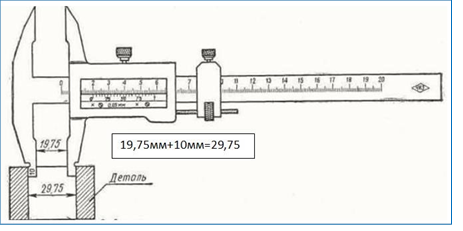
При вимірювання отвору штангенциркулем ШЦ-ІІ обов’язково слід враховувати товщину губок інструменту (додавати до показань 10 мм).
4. З метою закріплення опрацьованого матеріалу слід виконати тренувальні вправи за посиланнями:
https://naurok.com.ua/test/zagalni-vidomosti-pro-detali-z-otvorami-2155381/flashcard https://naurok.com.ua/test/zagalni-vidomosti-pro-detali-z-otvorami-2155381/match
5.Пройти контрольне тестування за посиланням на платформу «На урок»
https://naurok.com.ua/test/start/2155381

про публікацію авторської розробки
Додати розробку