Урок 4 "Зенкерування"
Для опрацювання теми уроку вам необхідно:
ü уважно прочитати лекційний матеріал,
ü записати у зошити тему, план, а також короткий конспект уроку, üвиконати тренувальні вправи за посинанням на платформу «На урок»,
ü пройти тестовий контроль.
Тема уроку: Зенкерування
Цілі уроку: ‒ розуміти відмінність свердління, розсвердлення, зенкерування;
‒ запам’ятати, яку точність розміру та якість поверхні можна отримати зенкеруванням; ‒ розрізняти види зенкерів;
‒ з’ясувати, чому зенкеруванням не можна виправити положення осі отвору;
‒навчитися визначати за довідником припуск на обробку, режим різання при зенкеруванні;
‒вивчити прийоми зенкерування отворів;
‒перелічити можливі види браку та способи попередження.
План уроку
1. Призначення та інструмент для зенкерування
2. Прийоми зенкерування
3. Брак при зенкеруванні
4. Закріплення вивченого матеріалу
5. Тестовий контроль
Конспект уроку
1. Призначення та інструмент для зенкерування
Просвердлені отвори або отвори у відливках чи поковках зенкерують, досягаючи при цьому точності обробки до 9-го квалітету та ступеня шорсткості поверхні 6-го класу.
Інструмент для зенкерування – зенкер – не виправляє осі отвору: якщо до зенкерування отвір має биття відносно осі, то й після зенкерування воно залишається.
Розрізняють зенкери хвостові й насадні, суцільні й складні (зі вставними ножами), швидкорізальні й твердосплавні, а за кількістю працюючих пер - три- та чотириперові (рідше використовують двоперові зенкери, їх ще називають «ножами»).
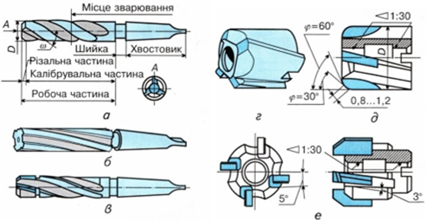
Рис. Зенкери : а – будова; б – хвостові суцільні; в – насадні суцільні; г – насадні зі вставними ножами
Стандартом передбачено випуск двох номерів діаметром 10-100мм.
Зенкери №1використовують для попередньої обробки перед розвертанням з припуском під розвертання, №2 для кінцевої обробки з точністю до10 квалітету.
Робоча частина зенкерів виготовляється з швидкоріжучої сталі або оснащена пластинами твердого сплаву.
На шийці зенкера маркують номінальний діаметр, номер зенкера та марку матеріалу.
2. Прийоми зенкерування
Зенкерування виконують аналогічно свердлінню.
Зенкери закріплюють за допомогою конічного хвостовика в пінолі задньої бабки вісь якої співпадає з віссю шпинделя, або в державці, що додається до різцетримача.
Ручною подачею зенкер подають в отвір заготовки і по закінчені обробки виводять після чого вимикають верстат.
Припуск під зенкерування залежить від розміру отвору і становить 1-2 мм на діаметр. При зенкеруванні литих і кованих заготовок отвір розточують на глибину 5-10 мм, даючи зенкеру направлення.
Режими різання:
Глибина різання дорівнює 1/2 припуску на діаметр.
Подачу можна збільшити в1,5-2 рази в порівнянні зі свердлуванням. Подача становить для зенкерів
зі швидкорізальної сталі 0,3...1,2 мм/об, для твердосплавних — 0,4...1,5 мм/об; швидкість різання при цьому становить відповідно 25...35 та 60...200 м/хв.
Зенкерування отворів стальних заготовок швидкоріжучими зенкерами виконують з охолодженням емульсією.
Обробку чавуну та кольорових металів виконують без охолодження.
Для більш продуктивної обробки у практиці часто застосовують комбінований інструмент — свердло-зенкер, що поєднує одночасно дві операції:
свердління та зенкерування
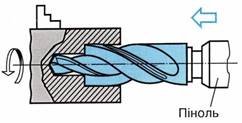
Рис. Свердло – зенкер
3. Брак при зенкеруванні
При зенкерування можливі слідуючі види браку:
Діаметр отвору збільшений.
Причина: Невірна заточка зенкера, невірно підібраний зенкер по номеру або діаметру.
Збільшена шорсткість поверхні
Причина: Тупий зенкер, велика подача, налипання металу на стрічки зенкера Частина поверхні залишилась не обробленою.
Причина: Малий припуск під зенкерування, невірно встановлена заготовка в патроні (биття заготовки).
4. Закріплення вивченого матеріалу: https://naurok.com.ua/test/zenkeruvannya-2158479/match https://naurok.com.ua/test/zenkeruvannya-2158479/flashcard
5. Тестовий контроль:
https://naurok.com.ua/test/start/2158479

про публікацію авторської розробки
Додати розробку