Урок №20. Фрезерування складних деталей. (Доповнення до уроку)
Урок №20. Фрезерування складних деталей. (Доповнення до уроку)
Питання:
Фрезерувати та установлювати складні деталі на устаткуванні різних конструкцій, використовуючи різні способи затиску.
Фрезерувати та установлювати на круглих поворотних столах,універсальних ділильних головках з вивіренням за індикатором.
Вибирати режими різання для конкретних умов оброблення.
Як відбувається фрезерування металу
Щоб отримати продукт вищої якості шляхом фрезерування, незалежно від того, з як ого матеріалу він зроблений, користувач повинен враховувати не лише заготівлю, ал е і техніку обробки, яка включає різні етапи :
1. Підготовчий етап -
установка різального інструменту на шпиндель і закріплення заготівлі на столі верс тата.
2. Наступна дія -
установка параметрів, таких як швидкість обертання різального механізму, глибина зрізу металу за один прохід, рівномірність подання заготівлі і напрям руху.
3. Обертання різальної частини розпочинається з малої швидкості, щоб контак т між різцем і оброблюваним матеріалом був мінімальним. Це гарантує захист проце су, а також підтверджує необхідну глибину різання. Після цього шпиндель повертає ться в початкове положення і, якщо вимагається, робиться повторне налаштування п араметрів.
4. Знову включається електродвигун, і матеріал подається на обробку. При цьо му здійснюється контроль
Незважаючи на впровадження сучасного устаткування у фрезерні операції, в х оді процесу може виникнути ряд проблем, які мають різні причини і рішення. Наприклад, оператор може постраждати від металевої стружки, яка потрапляє в пові тря під час обробки матеріалу. Для усунення цієї проблеми слід використати необхід не захисне устаткування.
Для ефективного вирішення цього питання необхідно правильно організувати систе му відведення. Але при обробці металу виникають більше насущні труднощі, такі як завдання шкоди зовнішньому вигляду заготівлі під час обробки і зниження терміну служби
Скорочення терміну служби інструменту
Проблеми, що виникають із інструментом для обробки металу:
• Швидке зношування різального обладнання. Швидке руйнування кромки різального інструменту може бути викликане вибором неправильного інструменту, невідповідністю швидкості обертання та неправильною подачею матеріалу під час обробки.
• Сильне потемніння ріжучої кромки. Потемніння кромки фрези може бути викликане неправильним підбором інструменту, занадто високою швидкістю обертання, неправильним кутом нахилу шпинделя, непідготовленою поверхнею заготовки та занадто сильним тиском фрези.
• Повністю зламаний інструмент. Інструмент працює неправильно. Це відбувається через недостатню потужність машини, а також через тепловий удар. Щоб цього не сталося, необхідно підібрати правильне обладнання, змастити робочу область та використовувати рідинне чи повітряне охолодження, щоб можна було регулювати температуру. Крім того, фреза може зламатися, якщо стружка видаляється неправильно або взагалі не видаляється, що призводить до перевантаження інструменту від необхідності різати знову і знову.
• Налипання стружки. Зазвичай це спостерігається під час обробки м'яких матеріалів, таких як алюміній, фрезою з невідповідним кутом. Щоб вирішити цю проблему, необхідно замінити інструмент.
Пошкодження поверхні виробу, що обробляється
Найбільш поширені види ушкодження оброблюваного матеріалу:
• Утворення наклепу. Підвищення температури в зоні різання призводить до зниження пластичності матеріалу та, відповідно, до підвищення міцності. Щоб унеможливити це, слід застосовувати сучасні методи охолодження.
• Відхилення від вертикалі. Зазвичай це відбувається через інтенсивне зношування леза ріжучого інструменту або неправильного вибору режиму різання.
• Нерівності та знебарвлення. У багатьох випадках відсутність рівномірності та знебарвлення деталі відбувається через нерівномірну подачу матеріалу, а також неправильне налаштування глибини різання та швидкість знімання матеріалу при фрезеруванні. Для усунення цієї проблеми необхідно відрегулювати швидкість подачі, глибину різання та швидкість подачі.
• Недотримання розмірів. Недотримання розмірів деталі зазвичай викликане недостатнім кріпленням деталі, використанням занадто гнучкого інструменту, надмірною вібрацією або збільшеним інтервалом заміни. Для вирішення цієї проблеми необхідно замінити фрезу, міцно закріпити деталь та встановити гасник вібрації.
Якщо ви знаєте про проблеми, які можуть виникнути при фрезеруванні металу, і розумієте, чому вони проявляються, а також як їх усунути, ви зможете вибрати ідеальний режим роботи обладнання, а отже, підвищити продуктивність процесу та якість готової продукції.
Машинні лещата є універсальним пристосуванням, їх застосовують для обробки різних за формою і розмірами деталей. Лещата мають постійні деталі (корпус, салазки, механізм затиску) і змінні губки, які використовують при обробці різних розмірів деталей. Лещата бувають з однією або двома рухливими губками, з плаваючими губками. У лещатах застосовують затиски: ручні, гвинтові, ексцентрикові, механізовані, пневматичні, гідравлічні, пневмогідравлічні. В залежності від напряму силизатиску, що діє на рухливу губку, лещата бувають з силою затиску, що тягне або штовхаючою.
Лещата виготовляють неповоротними, поворотними в одній площині, поворотними в двох взаємно перпендикулярних площинах.
Універсальні переналагоджувані лещата
На мал. 1 показані найбільший і наименьший діаметри оброблюваних деталей.
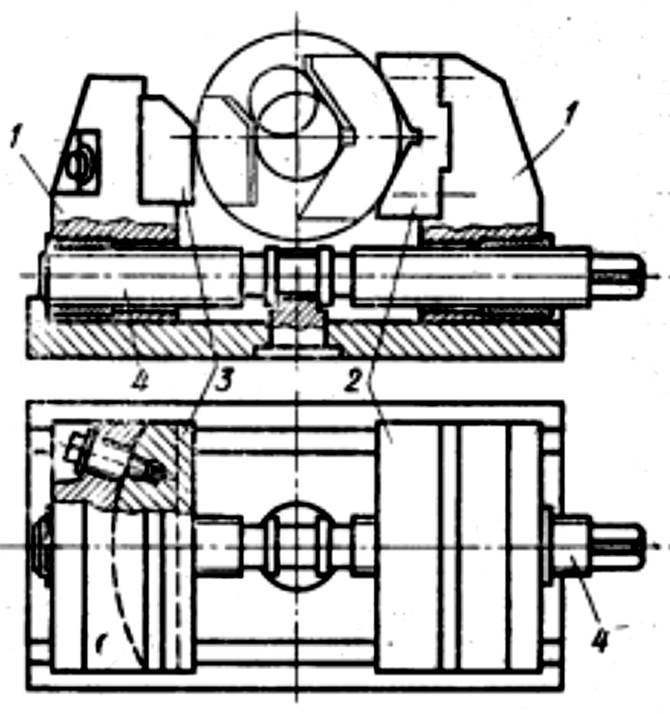
На мал. 2 показані універсальні поворотні лещата зі вбудованим поршневим пневмоприводом двосторонньої дії.
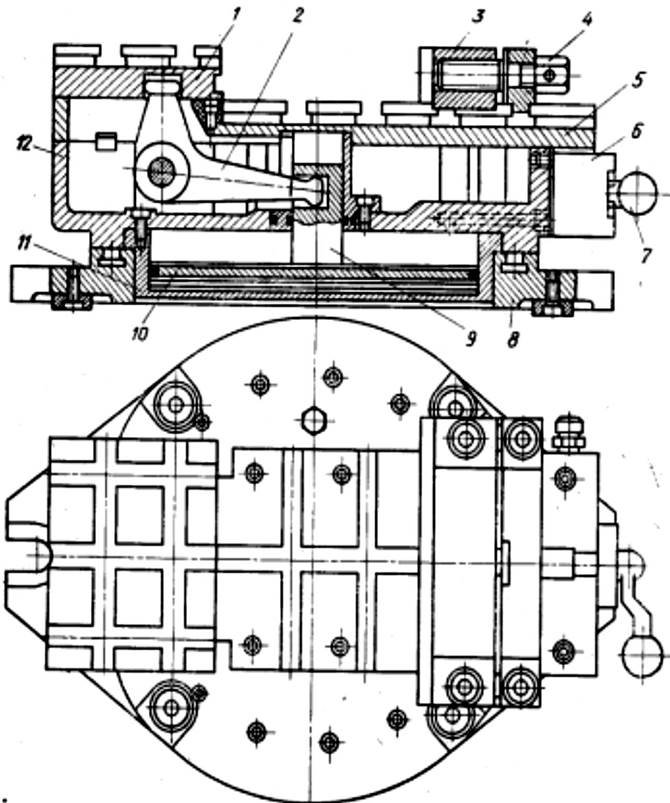
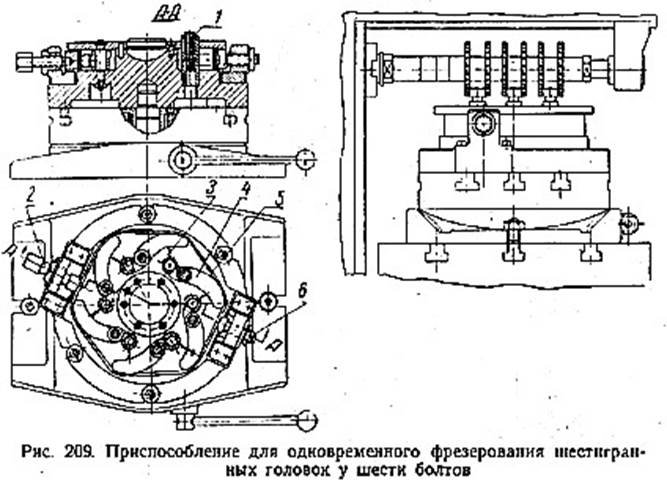
Універсальні ділильні столизастосовують для позиційної обробки однієї або декількох деталей комплектом фрез на . Оброблювані деталі встановлюють і закріплюють в змінних наладках, які розміщують на верхній поворотній частині столу.
В основному ділильні столи мають ручний привод, але є ділильні столи з механізованим приводом для поворота, фіксації, закріплення рухливої частини столу і для затиску і розтиску оброблюваних деталей.
Загальний вигляд універсального столу
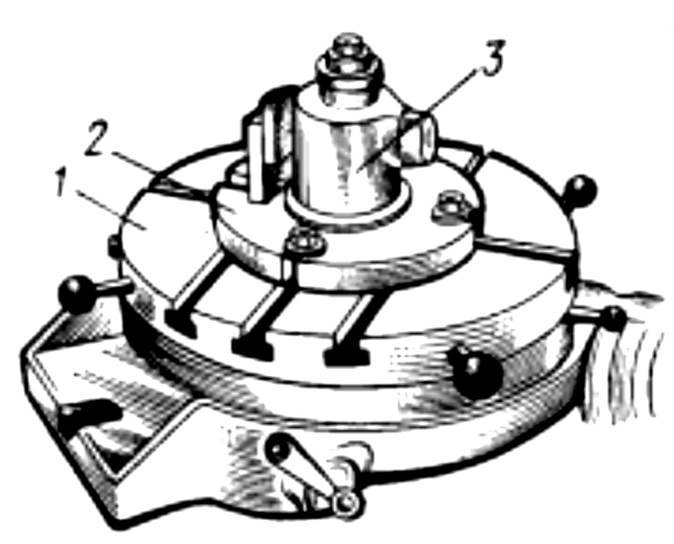
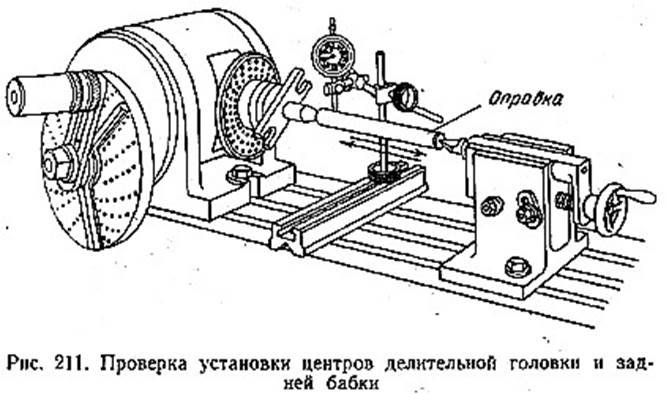
Ділильні головки застосовують для установки, затиску і періодичного повороту або безперервного обертання невеликих деталей, що обробляються на фрезерних верстатах. Є різні конструкції ділильних головок.
Головки виготовляються з горизонтальним або вертикальним розташуванням шпинделя або з шпинделем, який можна встановлювати в горизонтальному і вертикальному положеннях.
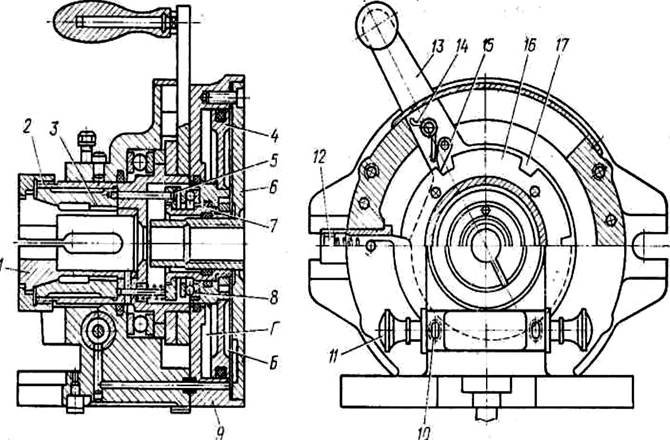
Універсальна ділильна голівка з цанговим затиском
..
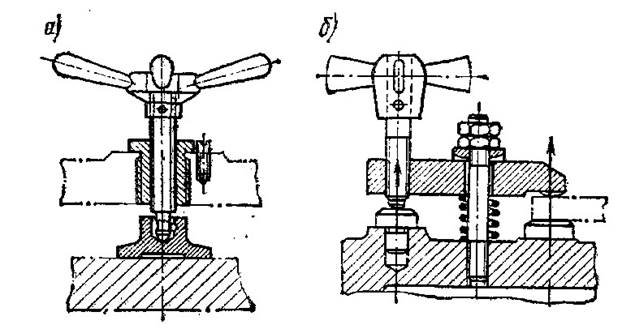
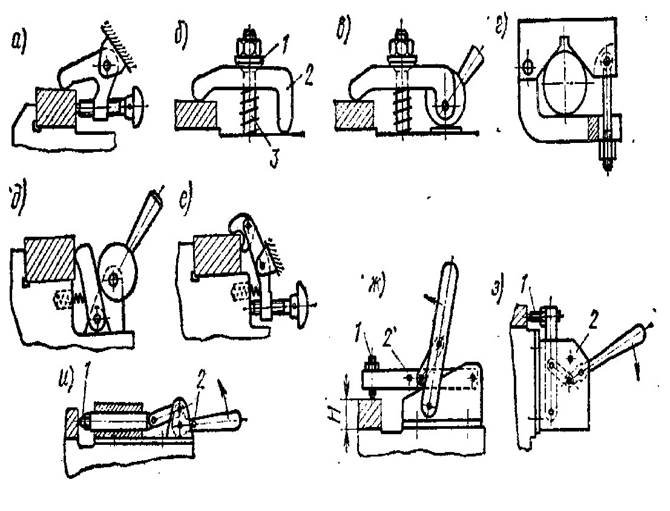
Гвинтові прихвати
Конструкції швидкодіючих лещат
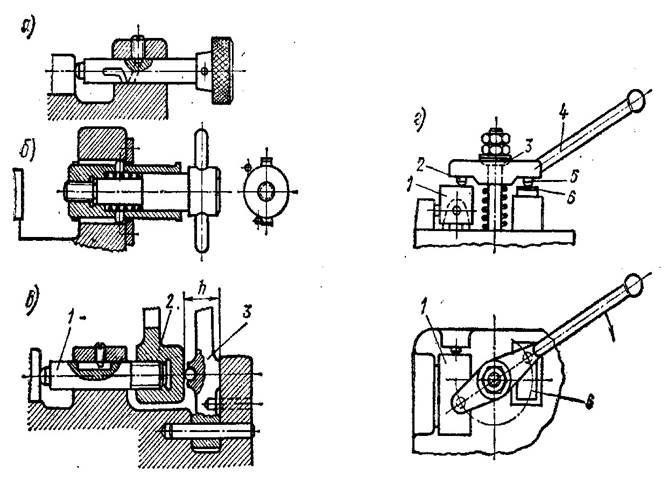
Різноманітні конструкції ексцентрикових лещат
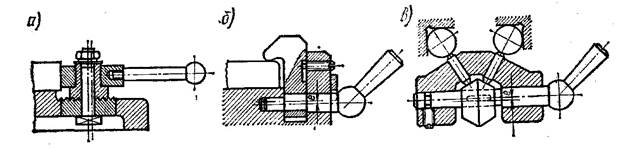
Види комбінованих лещат
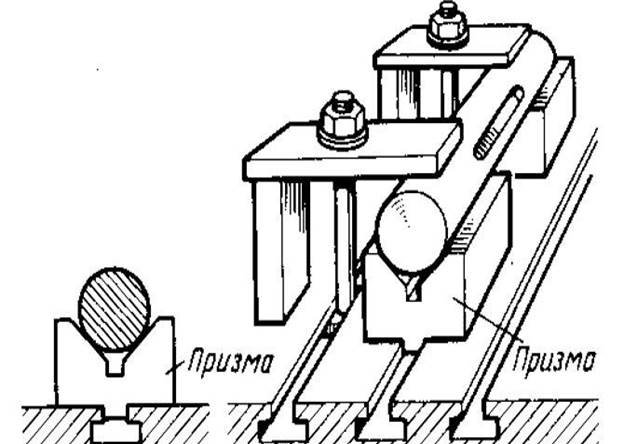
Кріплення валів виконують у звичайних лещатах, які монтують на стіл так, щоб їх можна було розгорнути на 90 градусів. За рахунок можливості повороту лещата без проблем встановлюють на вертикально-і горизонтально-фрезерні агрегати.
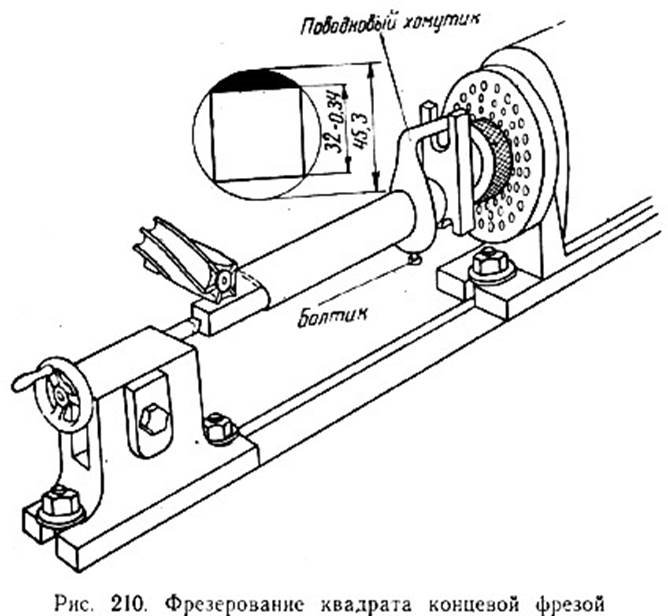
Використання ділильних пристроїв
Фрезерування похилої площини у лещатах
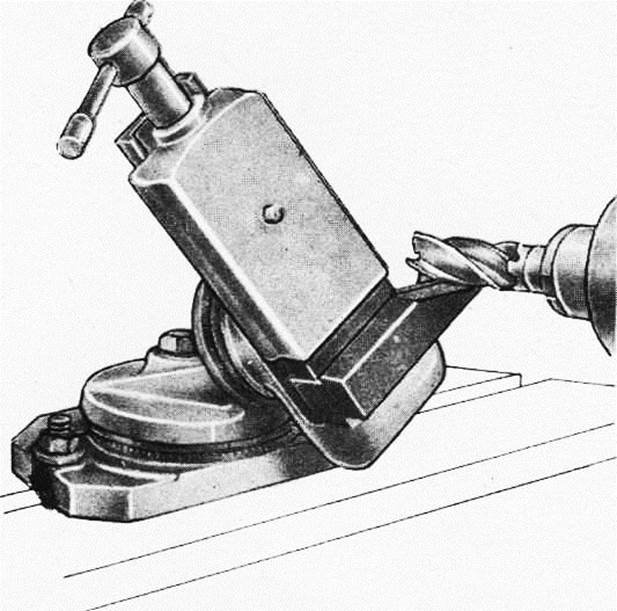
Фрезерування похилої площини у лещатах

про публікацію авторської розробки
Додати розробку