Урок ВШП 3.1.2 №7 ТЕМА. №ОБРОБКА ДЕТАЛІВ ІЗ СКЛАДНОЇ УСТАНОВКОЮ"
ВШП 3.1.2 №7
ТЕМА. ОБРОБКА ДЕТАЛІВ ІЗ СКЛАДНОЇ УСТАНОВКОЮ
Навчально-виробниче завдання. I - обробка деталей з установкою в чотирьох- кулачковий патрон.
Ціль завдання. Навчити встановлювати, вивіряти та закріплювати заготовки у чотирьох -кулачковий патрон і обробляти відповідні їх поверхні. иОснащення робочого місця. Чотирикулачковий патрон; заготікі (відповідно до креслення); патронний торцевий ключ; різці: прохідний відігнутий, завзято-прохідний та підрізний; шматочки крейди; рейсмас; індикатор; центрове оправлення; захисні окуляри; гачок для відведення та видалення стружки.
I. ОБРОБКА ДЕТАЛІВ З ВСТАНОВЛЕННЯМ У ЧОТИРЕХКУЛАЧКОВОМУ
ПАТРОНІ
 І. Встановити та вивірити заготівлю за допомогою крейди.
І. Встановити та вивірити заготівлю за допомогою крейди.
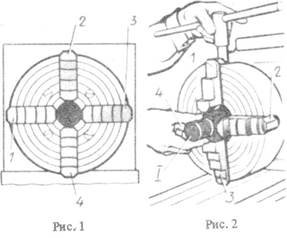
1. Встановити чотирикулачковий патрон на шпинделі верстата. Встановлювати і знімати патрон такими самими прийомами, що й трикулачковий самоцентруючий патрон. 2. Розвести кулачки (орієнтовно) під Розміри заготівлі. Виміряти заготівлю (у поперечному перерізі) та за отриманими розмірами попередньо розвести кулачки 1У 2/3, 4
чотирикулачкового патрона (рис. 1), використавши ризики, нанесені на торцевій поверхні планшайби патрона.
3. Встановити та закріпити заготівку в патроні.
Лівою рукою обертати за допомогою ключа гвинт переміщення кулачка, а правою – підтримувати заготівку I (рис. 2). Як тільки кулачок L торкнеться поверхні заготовки, повернути вручну патрон на половину обороту і підібгати кулачок 3 (рис. 2). Так само вчинити з кулачками 4 і 2, тобто піджати кулачок 4, а потім кулачок 2 (або навпаки).
Встановити мінімальну частоту обертання шпинделя, увімкнути верстат.
4. 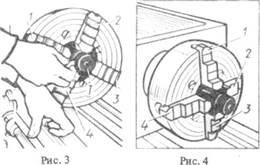 Вивірити заготовку за допомогою крейди. Взяти шматочок крейди правою рукою і оперти її на кисть лівої руки (рис. 3). Можна оперти кисть на опорну планку, закріплену в різцетримачі (див. Підручник) . Обережно підвести крейду до повільно заготівки, що обертається
Вивірити заготовку за допомогою крейди. Взяти шматочок крейди правою рукою і оперти її на кисть лівої руки (рис. 3). Можна оперти кисть на опорну планку, закріплену в різцетримачі (див. Підручник) . Обережно підвести крейду до повільно заготівки, що обертається
1.
Якщо крейдяна ризику не позначиться по всьому колу, заготівлю необхідно вивірити. Так, наприклад, якщо крейдяна мітка проти кулачка 1 (рис. 4), то слід вимкнути верстат, кулачок 3 трохи відпустити, а кулачок 1 піджати до повного закріплення заготівлі. Увімкнути верстат і знову
 перевірити установку заготовки, так продовжувати вивірку до утворення на циліндричній поверхні заготівлі суцільної крейдової різки.
перевірити установку заготовки, так продовжувати вивірку до утворення на циліндричній поверхні заготівлі суцільної крейдової різки.
5. Остаточно закріпити заготівлю підтисканням
кулачків у послідовності 1-3 та 2-4. Якщо крейдяна ризику буде між кулачками 3 і 4 (див. рис. 4), то слід вимкнути верстат, кулачок 1 відпустити, кулачок 3 підтиснути, кулачок 2 відпустити, кулачок 4 підібгати. Відпускати кулачки потрібно на невелику величину, щоб заготівка не могла випасти з патрона. Вивіряти заготівку до тих пір, поки по всьому її колу не вийде суцільна крейдяна ризик.
6. Почати обробку торцевих і циліндричних поверхонь.
ІІ. Вивірити заготовку за допомогою рейсмасу.
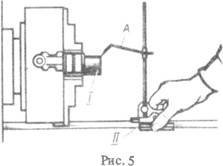
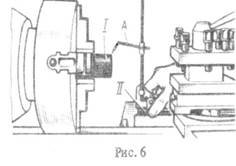
1. Попередньо встановити заготівку та рейсмас. Рейсмас II встановити на поздовжні направляючі станини (рис. 5) або каретку супорта (рис. 6). Набудувати верстат на частоту обертання шпинделя 30-50 об/хв. Увімкнути верстат.
2. Вивірити заготівку.
Підвести чертілку А рейсмасу II (див. рис. 6) до поверхні обертання заготовки І, залишаючи зазор 03-05 мм.
Слідкувати за зміною зазору і відповідно відпускати одні та підтискати інші кулачки до отримання рівномірного зазору по всьому колу заготовки. Вимкнути верстат, остаточно закріпити заготовку. Вивіряти заготівку можна за допомогою штангенрейсмасу (див.
Підручник).
3. Почати обробку торцевих і циліндричних поверхонь.
ІІІ. Вивірити заготовку за допомогою індикатора. Заготівку А (рис. 7) з нерівно- мірним прямокутним поперечним перерізом встановити у чотирикулачковому патроні (кулачки 1 і 3 переставлені на 180 °, а кулачки 2 і 4 встановлені зазвичай). Вивіряйте індикатором Б при точному встановленні заготовки. Точність
вивіряння при чистовому обточуванні дрібних заготовок має бути від 0,02 до 0,04 мм, середніх – від 0,03 до 0,06 мм, великих – від
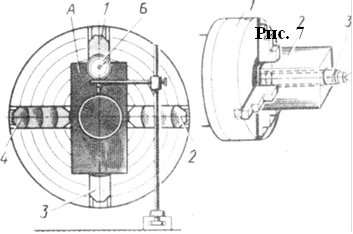 0,05 до 0,08 мм. Встановлювати індикатор на верстаті так само, як і рейсмас. Биття (точність вивіряння) визначати як різниця найбільшого та найменшого показань індикатора.
0,05 до 0,08 мм. Встановлювати індикатор на верстаті так само, як і рейсмас. Биття (точність вивіряння) визначати як різниця найбільшого та найменшого показань індикатора.
ІV. Вивірити заготовку за допомогою переднього та заднього центрів. Попередньо розмічену з двох сторін та накернену заготовку встановити у центри. Обережно підвести до заготівки один із кулачків, потім з протилежного боку - інший, підібгавши його тугіше. Так само підвести до заготівки два інших кулачки. Остаточно закріпити кожен кулачок. Відвести задню бабку і приступити до нас ченої обробки встановленої заготівки.
V. Вивірити заготовку із попередньо обробленим отвором за допомогою циліндричної оправки.
Заготівлю 2 з отвором (рис. 8) попередньо надягти на циліндричний цент - рову оправку 3 і встановити у центри.
Поступово, як і в попередньому випадку, закріпити заготівку в патроні I. Відвести задню бабку у вихідне положення, прибрати оправку і приступити до обробки заготовки.

про публікацію авторської розробки
Додати розробку