Урок - ОБРОБКА Т-ОБРАЗНИХ ПАЗІВ НА ФРЕЗЕРНОМУ ВЕРСТАТІ (Доповнення до уроку)
ОБРОБКА Т-ОБРАЗНИХ ПАЗІВ НА ФРЕЗЕРНОМУ ВЕРСТАТІ
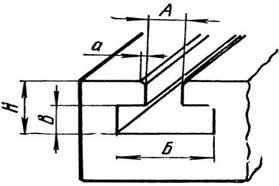
Т-подібні пази ( рис. 1 ) у столах фрезерних, свердлильних та інших верстатах мають подвійне призначення. Вони служать розміщувати в них головок кріпильних болтів, і навіть для вивіряння пристроїв на столі верстата.
Такі пази характеризуються шириною A (вузької верхньої частини) і Б (нижньої частини), загальною глибиною Н, висотою і розмірами фасок α.
 Т-подібні пази повинні задовольняти наступним характерним вимогам: мати досить високу точність ширини вузької частини паза по всій довжині і перпендикулярність її бокових сторін до верхньої базової поверхні деталі. Це забезпечується правильним налагодженням верстата та дотриманням належних прийомів роботи.
Т-подібні пази повинні задовольняти наступним характерним вимогам: мати досить високу точність ширини вузької частини паза по всій довжині і перпендикулярність її бокових сторін до верхньої базової поверхні деталі. Це забезпечується правильним налагодженням верстата та дотриманням належних прийомів роботи.
Усі пази цього виду зумовлені стандартом. Кожному номінальному розміру А відповідають строго певні інші розміри паза.
Мал. 1. Загальний вигляд т-подібного паза
ФРЕЗЕРУВАННЯ Т-ПОДІБНИХ ПАЗІВ
Кількість деталей у партії визначає вибір способів обробки т-подібних пазів і різальних інструментів, що застосовуються. Так, при фрезеруванні одиничних деталей Т-подібний паз доцільно обробляти вертикально-фрезерному верстаті. Спочатку кінцевою фрезою фрезерують прямокутний паз шириною А та глибиною Н ( див. рис. 1 ).
Внутрішню частину шириною Б і висотою ( див. рис. 1 ) обробляють спеціальною кінцевою фрезою для Т-подібних пазів ( рис. 2 ). Така фреза складається з робочої частини 1 з елементами та геометрією дискових пазових фрез з різноспрямованими зубами, конічного хвостовика 3 з конусом Морзе і гладкої шліфованої циліндричної шийки 2, діаметр якої дорівнює ширині вузької частини паза.
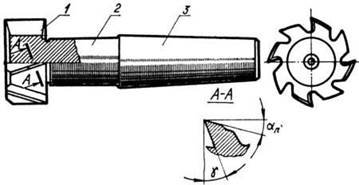
Мал. 2. Фреза для обробки Т-
подібних пазів
При обробці партії деталей з Тподібними пазами послідовність може бути іншою. Прямокутні пази на глибину фрезерують тристоронніми дисковими фрезами або набором цих фрез на горизонтально-фрезерних верстатах, а нижню частину кожного паза - фрезами для Т-подібних пазів на вертикально-фрезерних верстатах.
Послідовність, в якій виконується фрезерування Т-подібних пазів на верстаті, розглянемо на прикладі обробки двох пазів в одній деталі ( рис. 3, а ). Спочатку кінцевою фрезою діаметром 14 мм фрезерують перший прямокутний паз шириною 14 мм та глибиною 21 мм. Потім повертають стіл із заготовкою у вихідне положення, по лімбу поперечної подачі переміщують його на величину, рівну кроку між пазами (в даному випадку на 90 мм), і фрезерують другий паз (рис. 3 б ) .
Внутрішню частину паза шириною 24+1,5 мм та глибиною 11 мм обробляють спеціальною кінцевою фрезою для Т-подібних пазів. У прикладі необхідно застосувати фрезу діаметром 24 мм, шириною 11 мм і діаметром шийки 14 мм. При налаштуванні верстата на глибину фрезерування для цього переходу заготовку підводять до фрези так, щоб її ріжучі кромки на торцевій частині торкнулися дна прямокутного паза, обробленого на попередньому переході. Повільно підводячи стіл із заготовкою до фрези, врізаються в неї, включають механічну подовжню подачу столу і фрезерують внутрішній паз на необхідну довжину.
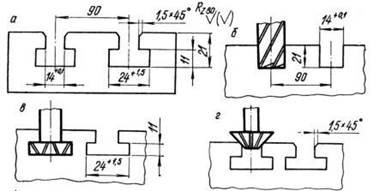 Мал. 3. Послідовність обробки двох Т-подібних пазів
Мал. 3. Послідовність обробки двох Т-подібних пазів
Повернувши стіл із заготівлею у вихідне положення, поперечною подачею переміщують його на 90 мм і, переконавшись, що циліндрична шийка фрези виявилася точно проти прямокутної частини паза, включають поздовжню подачу столу і фрезерують нижню частину другого паза (рис. 3, в ) .
У Т-подібних пазах передбачаються фаски, які обробляють ( рис. 3, г ) кінцевими однокутовими (зі зворотним конусом) або двома кутовими фрезами.
Для обробки Т-подібних пазів подача на зуб повинна перевищувати 0,02 мм/зуб при швидкості різання 20...25 м/мин.
Контроль розмірів Т-подібних пазів виконується штангенциркулями або спеціальними шаблонами.
ВИДИ ТА ПРИЧИНИ ШЛЮБУ ПРИ ОБРОБЦІ Т-ПОДІБНИХ ПАЗІВ
При фрезеруванні Т-подібних пазів можуть бути такі види шлюбу:
• Ширина вузької частини перевищує задану. Це відбувається внаслідок неправильного вибору діаметра кінцевої фрези або ширини дискової фрези, а також у разі биття різальної частини фрез.
• Ширина внутрішньої частини паза та його висота менша за задані розміри. Причиною шлюбу є робота фрезою, розміри якої за діаметром та шириною менше заданих (в результаті великої кількості переточок).
• Висота паза по всій довжині деталі не однакова, що відбувається у випадку, якщо фрезерувальник не вивірив заготівлі у горизонтальній площині.

про публікацію авторської розробки
Додати розробку