Урок (пояснення до уроку) "Фрезерування деталей із складною установкою"

Фрезерування деталей із складною установкою (0)
Універсальні пристосування призначені для обробки різноманітних деталей. Такі пристосування застосовують в одиничному та дрібносерійному виробництвах. До числа універсальних пристосувань для закріплення оброблюваних заготовок належать: машинні лещата, самоцентруючі патрони, самоцентруючі лещата, ділильні головки, круглі поворотні столи, а також різного роду домкрати, прихвати і т. п. Раціональне застосування та удосконалення універсальних пристосувань дозволяє розширити область робіт, що виконуються на фрезерних верстатах, спростити і полегшити роботу фрезерувальника, скоротити допоміжний час на обробку.
Застосування спеціальних пристосувань є одним з основних шляхів підвищення продуктивності праці в умовах серійного і масового виробництва, дозволяє здійснювати обробку без попередньої розмітки заготовок і вивірки.
Крім того, обробка заготовок у спеціальних пристосуваннях забезпечує надійне закріплення, підвищену точність розмірів, дозволяє проводити одночасну обробку декількох заготовок. При застосуванні спеціальних пристосувань з пневматичними, гідравлічними та іншими затискачами значно полегшуються умови праці фрезерувальника, що позначається на підвищенні норм виробітку.
Процес закріплення заготовок в таких пристроях зводиться до повороту рукоятки замість тривалих і виснажливих дій гайковим ключем. Основними шляхами розширення області застосування засобів є:
1) заміна спеціальних пристосувань груповими для обробки групи однотипних деталей, наприклад, важелів, деталей типу дрібних планок, шпонок, клинів і т. д., оброблюваних в багатомісних пристосуваннях, або касетного типу;
2) застосування універсально-переналаживаемых і універсально-збірних пристосувань.
 Останнім часом все більше застосування знаходять універсально-збірні пристосування (УСП). З одних і тих же готових, нормалізованих, взаємозамінних і зносостійких деталей і вузлів багаторазово збирають всілякі пристосування для різних видів механічної обробки. Після того, як оброблена партія заготовок, універсально-збірне пристосування розбирають, а деталі та вузли використовують при складанні інших пристосувань. Застосування системи універсально-збірних пристосувань значно скорочує термін технологічної підготовки і освоєння виробництва, особливо в умовах одиничного і дрібносерійного виробництва.
Останнім часом все більше застосування знаходять універсально-збірні пристосування (УСП). З одних і тих же готових, нормалізованих, взаємозамінних і зносостійких деталей і вузлів багаторазово збирають всілякі пристосування для різних видів механічної обробки. Після того, як оброблена партія заготовок, універсально-збірне пристосування розбирають, а деталі та вузли використовують при складанні інших пристосувань. Застосування системи універсально-збірних пристосувань значно скорочує термін технологічної підготовки і освоєння виробництва, особливо в умовах одиничного і дрібносерійного виробництва.
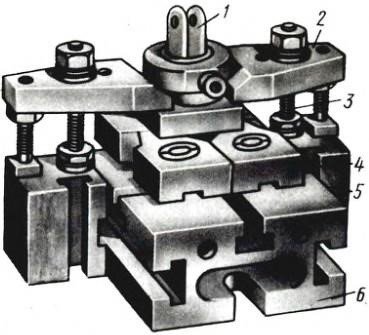
На рис. показано пристосування для фрезерування вушка в штуцері, зібране з елементів УСП. Обробка проводиться на горизонтально-фрезерному верстаті набором фрез. Заготовка надходить на цю операцію з обробленою настановної базою, а також з двома обробленими отворами, за якими вона базується на два орієнтують пальця.
Рис.. Універсально-складальне пристосування для фрезерування вушка штуцера
Пристрій змонтовано на базовій плиті 6, на якій закріплені також чотири установчі 4 планки. Ці планки з фіксуючими пальцями
служать опорою для заготівлі. Кріплення заготовки здійснюється двома вильчатыми прихватами 2 за допомогою кріпильних болтів 3, які встановлені в Т-образних пазах квадратних опор 5.
Контрольні запитання
1. Які пристрої застосовують на фрезерних верстатах?
2. Процес закріплення заготовок в пристроях.
3. Обробка за допомогою універсально-збірних пристосувань.
Фрезерні роботи з використанням ділильних головок (0)
Ділильні головки безпосереднього ділення. При виконанні багатьох фрезерних робіт, пов'язаних з безпосереднім розподілом, більш продуктивними і економічними є головки, з допомогою яких здійснюється тільки безпосереднє ділення. На рис. 18 показана ділильна головка з відліком кута повороту шпинделя по диску, має 12 поділок, і, отже, допускає поділ на 2, 3, 4, 6 і 12 рівних частин.
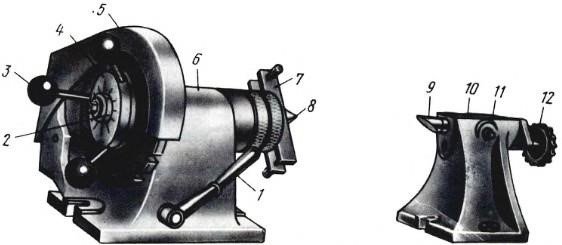
Рис. 18. Ділильна головка безпосереднього діління
В корпусі 6 головки шпиндель обертається, на верхньому кінці якого надітий поводковый патрон 7. Центр 8 вставлений в шпиндель головки. На лівому кінці насаджений диск 4, на якому є дванадцять прорізів. Гайка 2 служить для регулювання зазору в підшипниках шпинделя. Обертання здійснюється рукояткою 3. Поворот шпинделя фіксується диском 4, який встановлюють в необхідне положення при допомоги з стопорного важеля 1. Кожух 5 служить для захисту головки від стружки і бруду. Задня бабка 10 підтримує другий кінець заготовки. Центр 9 задньої бабки може переміщатися в подовжньому напрямі з допомогою маховичка 12 і закріплюється гвинтом 11 у потрібному положенні. Подібні головки виготовляють і з вертикальним розташуванням шпинделя.
На рис. 18.1 показана пневматична ділильна головка, що забезпечує поділ на 4, 5, 6, 10 і 12 частин. Затискач оброблюваної заготовки та її поворот здійснюється за допомогою вбудованих пневмоциліндрів, керованих кнопковим золотниковым пристроєм, розташованим збоку головки. Її надійна робота забезпечується при тиску стисненого повітря 4-5 атм, при якому заготовка затискається з силою 1400-1500 кгс. Патрон имеег роздільну настройку кулачків, що дає можливість закріплювати заготовки круглої і некруглой форми. Вона може бути встановлена як на горизонтальному, так і вертикальному фрезерних верстатах.
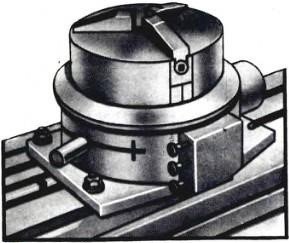
Рис. 18.1. Пневматична ділильна головка безпосереднього ділення
Ділильні головки простого поділу. Делительными головками простого поділу називають такі, у яких відлік проводиться по нерухомому делительному диску, а поділ рукояткою, пов'язаної зі шпинделем ділильної головки, — через черв'ячну передачу. Просторова кінематична схема голівки простого поділу показана на рис. 18.2. Зазвичай в ділильних головках простого поділу черв'ячне колесо має 40 зубів, а черв'як виконаний однозаходным.
Отже, для того щоб шпиндель головки зробив повний оборот, рукоятці (черв'яку) слід повідомити 40 обертів. Для отримання половини обороту рукоятці повідомляють 20 обертів і т. д.
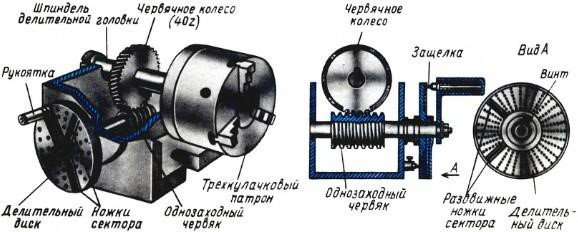
Рис. 18.2. Просте ділення (просторова схема депительной головки простого ділення)
Число обертів рукоятки, що необхідно зробити, щоб шпиндель ділильної головки повернувся на один оборот, називається характеристикою ділильної головки і позначається буквою N. Число оборотів п рукоятки головки, необхідне для отримання необхідного поділу фрезеруемой загововки, знаходять за формулою:
n = N/z
де N — характеристика ділильної головки;
z — потрібне число поділок. Підставляючи замість його значення N (N 40), отримаємо n = 40/z
Задня бабка показана на рис. 18.3. В прорізі підстави розташований корпус У. Підйом і опускання корпусу здійснюються обертанням зубчастого колеса 7, зчепленого з валикомрейкою 6. Верхній кінець цього валика-рейки з'єднаний штифтом 5 з корпусом 1. Після установки корпусу в потрібне положення його закріплюють на підставі бабки і затягують гайки болтів 4. Переміщення пінолі 3 здійснюється обертанням маховичка 2, а закріплення — затягуванням гайки.
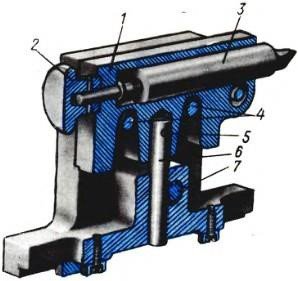
Рис. 18.3. Задня бабка ділильних головок УДГ-Д-250 і УДГ-Д-320
Шпиндельний вал використовується при диференціальному поділі, в шпинделі головки його закріплюють болтом 2. Конічна втулка 1 при цьому переміщується вправо і розтискає нарізаний кінець валика, розташований в шпинделі.
Залежно від розміру і конструкції оброблювані заготовки можуть бути встановлені і закріплені в ділильних головках одним з наступних способів:
у центрах ділильної головки і задньої бабки;
на оправці, встановленої в центрах ділильної головки і задньої бабки; на оправці, встановленої в конічному гнізді шпинделя ділильної головки; у трехкулачковом патроні, навернутом на різьбовий кінець шпинделя ділильної головки; в цангових патронів і ін.
Заготовки типу дисків і втулок надягають на оправки, які встановлюють в центрах ділильної головки і задньої бабки або на оправки, встановлювані в конічне гніздо шпинделя ділильної головки. На рис. 18.4, а показана оправка, що представляє собою гладкий валик, середня частина якого виконана з невеликим конусом. Заготовка, насаджена на таку оправку, утримується на ній тільки тертям.
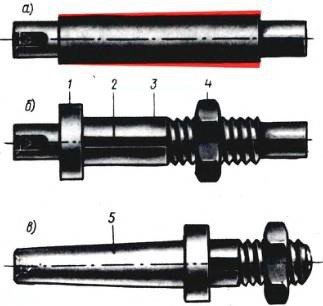
Рис. 18.4. Оправки
Оправка з обох сторін має центрові отвори для установки в центрах задньої бабки і ділильної головки. Іноді для зручності установки і закріплення хомутика на одному кінці оправки роблять дві лиски. Оправлення з одягненою на неї заготівлею слід розташовувати так, щоб більший діаметр конуса оправки був звернений до ділильної головки. В іншому випадку сили різання будуть послаблювати посадку заготовки на оправці. Оправлення, показана на рис. 18.4, б, має заплечник 1, шпонкові канавку гайку 2 і 4. Заготівля надівається на гладку частину оправки 3 і закріплюється гайкою 4. При фрезеруванні з великими силами різання заготівля може бути поставлена на шпонку.
Оправка 5, показана на рис. 18.4, служить для закріплення заготовки, при фрезеруванні яких не застосовують задній центр. Цю оправлення вставляють конічним хвостовиком в конічний отвір шпинделя ділильної головки (замість центру) і затягують спеціальним гвинтомзатяжкою.
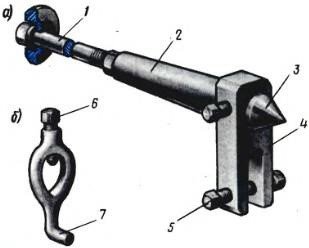 Довгі заготовки типу валів встановлюють в центрах (рис. 18.5). Центр 3 з повідцем 4 (рис. 18.5, а) вставляють конічним хвостовиком 2 в гніздо шпинделя. На лиски, наявні на центрі, надягають повідець 4. Гвинт-затяжку 1 (див. рис. 18.5, а) вставляють в задній кінець шпинделя головки і нарізаним кінцем угвинчують в хвостовик центру або оправки. Хомутик, що надягає на заготовку або оправлення, показаний на рис. 18.5, б. Своїм загнутим кінцем 7 він входить в паз повідця і закріплюється в ньому гвинтами 5. На заготівлі хомутик кріплять гвинтом 6.
Довгі заготовки типу валів встановлюють в центрах (рис. 18.5). Центр 3 з повідцем 4 (рис. 18.5, а) вставляють конічним хвостовиком 2 в гніздо шпинделя. На лиски, наявні на центрі, надягають повідець 4. Гвинт-затяжку 1 (див. рис. 18.5, а) вставляють в задній кінець шпинделя головки і нарізаним кінцем угвинчують в хвостовик центру або оправки. Хомутик, що надягає на заготовку або оправлення, показаний на рис. 18.5, б. Своїм загнутим кінцем 7 він входить в паз повідця і закріплюється в ньому гвинтами 5. На заготівлі хомутик кріплять гвинтом 6.
Рис. 18.5. Приладдя для закріплення заготовок
Вимірювальний інструмент, що застосовується при контролі площин, вибирається з урахуванням необхідної точності вимірювання, вимірюваного розміру, шорсткості вимірюваної поверхні, типу виробництва (одиничне, серійне, масове).
Для вимірювання лінійних розмірів (зовнішніх і внутрішніх) застосовують такі вимірювальні інструменти: вимірювальну лінійку (жорстку), кронциркуль, нутромір, штангенциркуль (з величиною відліку 0,1 та 0,05 мм), штангенглибиномір, штангенрейсмус та ін.
Для визначення відхилень оброблюваних площин від горизонтального та вертикального положення служить рівень. Неперпендикулярність площин можна встановити за допомогою косинців. Для вимірювань кутів застосовують універсальні та точні кутоміри. Контрольні плити застосовуються для контролю площинності та прямолінійності площин. Лінійки (лекальні, прямокутні, двотаврові, місткові та кутові) використовують для перевірки прямолінійності площин на просвіт або за кількістю плям на фарбу.
Щупи необхідні для контролю зазорів між поверхнями в межах від 0,03 до 1 мм.
Контрольні питання
1. Для чого служать ділильні головки?
2. Які типи ділильних головок ви знаєте?
3. Які переваги і недоліки ділильних головок для безпосереднього ділення?
4. Що називається характеристикою ділильної головки?
5. Як проводиться безпосереднє і просте ділення на універсальної ділильної голівки?
6. Напишіть формулу простого поділу.
7. Як провести диференціальний розподіл на універсальної ділильної голівки?
8. Чому при диференціальному діленні необхідно звільняти ділильний диск?

про публікацію авторської розробки
Додати розробку