Урок (пояснення до уроку) "ФРЕЗЕРУВАННЯ ПАЗІВ ТИПУ ЛАСТІВКІН ХВІСТ"

ФРЕЗЕРУВАННЯ ПАЗІВ ТИПУ ЛАСТІВКІН ХВІСТ
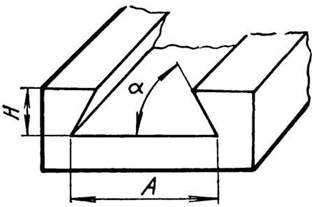
У машинобудуванні широко застосовують деталі зі спеціальними (Т-подібними та типу «ластівчин хвіст») пазами. Пази типу «ластівчин хвіст» ( рис. 1 ) служать, як правило, напрямними елементами рухомих вузлів, машин. Такі пази, зокрема, мають консолі, санки столу та сережки хоботів фрезерних верстатів.
Основними розмірами їх є: ширина А, глибина H і кути нахилу бічних сторін до базової поверхні деталі. Залежно від способу регулювання зазорів у рухомих з'єднаннях пазів типу «ластівчин хвіст» їх бічні сторони можуть розташовуватися паралельно в поздовжньому напрямку або одна з них з деяким кутом ухилу, що дорівнює 100 (на довжині 100 мм ширина паза змінюється на 1 мм), до іншої стороні.
 Особливими вимогами, що пред'являються до точності фрезерування пазів типу ластівчин хвіст , є:
Особливими вимогами, що пред'являються до точності фрезерування пазів типу ластівчин хвіст , є:
• забезпечення однакових кутів α;
• постійна глибина паза по всій довжині
деталі;
• паралельність до боків її відповідно до технічних умов робочого креслення.
Ці вимоги можуть бути витримані правильним вибором режиму різання, різальних інструментів, вивіркою заготовки на верстаті.
Мал. 1. Спеціальний паз типу ластівчин хвіст
ФРЕЗЕРУВАННЯ ПАЗА ТИПУ ЛАСТІВЧИН ХВІСТ НА ВЕРСТАТІ
Зазвичай фрезерування паза ластівчин хвіст є завершальною операцією обробки фрезерної деталі. Закріплення заготівлі в залежності від її розмірів та форми проводиться у верстатних лещатах, безпосередньо на столі фрезерного верстата прихватами або притисками з обов'язковою вивіркою по верхній та боковій сторонах за допомогою рейсмасу, косинців або індикатора щодо напрямку подачі столу.
Як ріжучі інструменти для фрезерування таких пазів служать однокутові дискові або кінцеві фрези з кутом профілю між ріжучими кромками, рівним куту профілю паза α.
Обробка паза ластівчин хвіст на вертикально-фрезерному верстаті проводиться в наступній послідовності. Спочатку кінцевою фрезою фрезерується прямокутний паз шириною і глибиною H ( рис. 2, а ). Потім кінцевою однокутовою фрезою для обробки паза ластівчин хвіст по черзі обробляють бічні сторони ( рис. 2, б і в ), витримуючи розмір А.
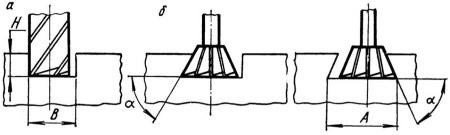 Мал. 2. Послідовність фрезерування паза типу ластівчин хвіст
Мал. 2. Послідовність фрезерування паза типу ластівчин хвіст
Фрезерування бічних сторін пазів, у яких одна з них розташована під ухилом до іншої в поздовжньому напрямку
здійснюється за допомогою поворотних пристроїв. При універсальних роботах для цієї мети зазвичай використовуються поворотні верстатні лещата або круглі поворотні столи. У цьому випадку після обробки однієї сторони кутової фрезою заготовку, не розкріплюючи, повертають за допомогою пристосування на необхідний кут ухилу і аналогічно виконують фрезерування іншої сторони.
Якщо при фрезеруванні таких пазів заготівля закріплюється на столі універсальнофрезерного верстата, то фрезерування другої сторони стіл верстата повертають на величину кута ухилу.
Враховуючи важкі умови різання при фрезеруванні пазів типу «ластівчин хвіст» кутовими фрезами, подачу для них дещо занижують: при обробці сталі вона не повинна перевищувати 0,05 мм/зуб, при обробці чавуну – 0,15 мм/зуб. Швидкість різання приймають у межах 20...25 м/хв.
Вимірювання лінійних розмірів паза виконують штангенциркулями, кутових шаблонами від базової поверхні деталі. Розмір ширини паза зазвичай задається на кресленні відстанню ( мал. 3 ) між двома каліброваними циліндричними роликами діаметром d.
Маючи в своєму розпорядженні ролики в різних місцях паза, можна перевірити його ширину по всій довжині, а також визначити величину ухилу бокових сторін.
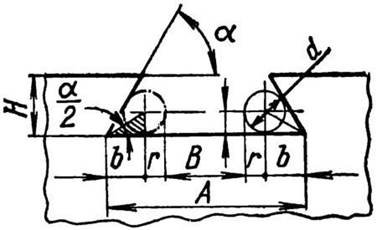
Мал. 3. Вимірювання паза типу
«ластівчин хвіст» за допомогою роликів
ВИДИ ТА ПРИЧИНИ ШЛЮБУ
ПРИ ФРЕЗЕРУВАННІ ПАЗА
ЛАСТІВЧИН ХВІСТ
При фрезеруванні пазів типу ластівчин хвіст можуть бути допущені такі види шлюбу:
• Глибина паза і кути нахилу бокових сторін не однакові по всій довжині, що буває, якщо не здійснено належним чином вивірка верхньої базової поверхні заготовки в горизонтальній площині.
• Кут нахилу бічних сторін паза ластівчин хвіст не відповідає заданій величині, що може статися через неправильний вибір кута робочої фрези.
• Чи не однакова ширина паза по довжині, що може бути через зміщення столу в направляючих консолі.
• Завищена шорсткість оброблених поверхонь, що буває при роботі з великими подачами або фрезою, що затупилася, для обробки паза ластівчин хвіст.

про публікацію авторської розробки
Додати розробку