Урок виробничого навчання "Комплексні роботи по виготовленню слюсарного молотка"

Затверджую:
Старший майстер
__________________ « 22 » грудня 2016 р.
План уроку виробничого навчання
Група № 7 Монтер колії; Слюсар з ремонту колійних машин та механізмів; Бригадир (звільнений) з поточного утримання й ремонту колії та штучних споруд.
Тема програми № 9: Комплексні роботи
Тема уроку №9.10: Комплексні роботи по виготовленню
слюсарного молотка
Навчальна: підвести підсумки,закріпити навички та вміння набуті
при виготовленні слюсарного молотка
Виховна : виховати повагу до своєї професії, старанність,
охайність, самостійність, терпіння.
Виховувати дисципліну праці.
Прививати учням, любов до обраної професії;
неухильне дотримання правил охорони праці.
Бережливе ставлення до приладів, почуття
відповідальності за виконану роботу.
Розвиваюча: Розвивати в учнів логічне мислення, зорову та
слухову пам’ять, увагу та уяву,
почуття реальності в сучасному світі.
Удосконалювати уміння та навики.
Учбово-виробничі роботи:
- Визначення характеру та змісту робіт.
- Визначення умов виконання робіт.
- Підготовка механізмів, приладів, захисних засобів. Виконання послідовного технологічного процесу.
- Закінчення робіт.
Матеріально-технічне оснащення:
Цех для виконання слюсарних робіт, мультимедійний проектор, мультимедійна презентація.
Інструмент, обладнання:
напилки-15 шт., лінійки-15 шт., креслярка-15 шт., молотки-15шт., зубило слюсарне-3шт., циркуль-3шт., кернер -15 шт., заготовки -10 шт., верстак слюсарний – 15 шт., верстат настільний свердлильний - 1 шт., свердло d8 -1 шт., щітка - 1шт., окуляри захисні - 1 шт.
Дидактичне забезпечення:
Демонстраційні плакати, інструкційні карти, фото, відеоролики
Міжпредметні зв’язки:
Охорона праці. Слюсарна справа, спецтехнологія, матеріалознавство.
Список основної і додаткової літератури:
Основна: М.І. Макієнко «Загальний курс слюсарної справи»
Додаткова: М.М.Кропивницький «Загальний курс слюсарної справи»
ХІД УРОКУ
І. Організаційна частина – 5 хвилин ( 8.00 – 8.05 )
1. Шикування учнів;
2. Доповідь помічника майстра, введення учнів в клас-лабораторію;
3. Перевірка зовнішнього вигляду учнів;
4. З’ясування фізичного стану;
5. Перевірка учнів за списком;
6. Допуск з техніки безпеки.
ІІ. Вступний інструктаж – 45 хвилин ( 8.05 – 8.50 )
1. Актуалізація знань:
1.1 Повідомлення теми програми і уроку;
Тема програми № 9: Комплексні роботи
Тема уроку №9.10: Комплексні роботи по виготовленню
слюсарного молотка
1.2 Цільова установка проведення уроку;
1.3 Перевірка опорних знань, умінь, навичок учнів, необхідних їм для подальшої роботи на уроці;
1.4 Аналіз і доповнення відповідей учнів, підведення підсумків.
Сьогодні наш урок виробничого навчання присвячений підведенню підсумків ваших знань, набутих під час виробничого навчання, а саме слюсарних робіт. Сьогодні у нас останній урок в цьому семестрі і тому кожен з вас зможе довести, що він найкращий у своїй справі.
Завдання виводяться у вигляді мультимедійної презентації.
Питання : Які види слюсарної обробки ви знаєте?
- Обпилювання.
- Розмітка.
- Свердління .
- Паяння.
- Лудіння .
- Зенкування.
- Розвертання отворів….
- Розпилювання
- Клепання
- Згинання
- Різання
Питання: Що ж я бачу, що з цим неважким завданням ви справилися, а тепер давайте пригадаємо, що найважливіше у праці слюсаря при виконанні слюсарних робіт.
На екрані з’являється ребус із зашифрованим словом БЕЗПЕКА.

![]()
![]()

![]()

![]()
![]()
Дійсно велику увагу ми приділяємо техніці безпеки.
Питання: Хто перечислить основні вимоги безпеки перед початком роботи слюсарній майстерні при виконанні слюсарних робіт?
- Одягнути спецодяг застібнути його на всі ґудзики. Забороняється працювати в легкому взутті (тапочки, босоніжки, сандалети, кеди).
Оглянути та упорядкувати робоче місце, прибрати предмети, що захаращують робоче місце та заважають в роботі. Переконатися в безпечному стані підлоги (відсутність вибоїн, розлитого мастила. При наявності мокрих або слизьких поверхонь витерти воду, масло.
Перевірити стан слюсарного верстака, який має бути встановлений горизонтально, мати гладку, без задирок і вибоїн поверхню Верстак належить утримувати в чистоті і порядку.
Інструмент, пристрої, необхідні матеріали і деталі розмістити на верстаку в безпечному і зручному для використання порядку. Переконатися в справності інструменту та пристроїв.
Перевірити освітленість робочого місця: світло має не сліпити очі.
Питання : Вимоги безпеки під час виконання роботи в слюсарній майстерні
Деталь, яку належить обробляти у лещатах, необхідно закріпляти правильно і надійно. Перед закріпленням деталі в поворотних лещатах перевірити надійність закріплення поворотного диска стопорними болтами. Забороняється чистити незахищеними руками поверхні деталей, які підлягають обробленню; для цього слід користуватися щіткою-зміталкою.
Відеоролик по техніці безпеки
Отже, основні правила техніки безпеки ми з вами засвоїли. Переходимо безпосередньо до наших робіт, які ми виконували при виготовленні слюсарного молотка.
Питання З чого ж починається виготовлення будь якої деталі?
На екранах появляється зашифроване слово РОЗМІТКА.



![]()
![]()
![]() 4=Т
4=Т
Учні повинні відгадати його і дати визначення.
Розмічанням називається операція нанесення на оброблювану деталь або заготовку розмічальних рисок, що визначають контури деталі або місця, які підлягають обробці.
Розмічання застосовують також для перевірки основних розмірів найбільш відповідальних виливків і поковок. Така перевірка має можливість своєчасно вносити необхідні виправлення в моделі та штампи. Крім того, така перевірка дає можливість безпосередньо відбраковувати непридатні заготовки і не допускати непотрібних витрат на їх обробку.
Питання: Техніка безпеки при розмітці
Під час роботи бути уважним, не відволікатися сторонніми розмовами, не відволікати уваги інших. Необхідно бути особливо уважним під час розмітки у просторі, коли вістря загостреної рисувалки на рейсмусі може виявитися на рівні очей. На вільне вістря рисувалки після роботи, а також під час перерв необхідно одягати запобіжні кінцевики.
Питання: Які інструменти використовуються при розмітці?
Розмічальна лінійка, рисувалка, кернер, кутник, молоток, циркуль,олівець.
Пояснення майстра
Заготовку треба спочатку розмітити, тобто накреслити на ній у натуральну величину осьові і контурні лінії, чітко позначити центри отворів майбутнього виробу. Розмічати треба точно й акуратно, бо від цього залежить якість виготовленого виробу.
Ви вже вивчали такі інструменти для розмічання металів як лінійки, кутники, рисувалки. Рисувалки виготовляють з твердої сталі і добре загострюють. Діаметр їх 3—5 мм.
Розглянемо тепер такі інструменти для розмічання металів, як слюсарний циркуль і кернер. При розмічанні за допомогою розмічального циркуля креслять різні кола і дуги. Кернер — це стальний стержень діаметром 8—13 мм із загостреним кінцем. Він призначений для нанесення на заготовці невеликих заглиблень - лунок в центрі намічених отворів і на лініях розмітки.
Для прискорення розмічання і тоді, коли треба нанести контури деталей, використовують шаблони
Для розмічання треба приготувати інструменти та заготовки для виготовлення деталі. Уважно вивчити креслення визначити за товстими лініями контури деталі і перевірити, чи проставлені всі потрібні розміри. Прочитати розміри довжини і ширини деталі.
Оглянувши і вимірявши заготовку, визначити, чи придатна вона для виготовлення деталі, чи ні. Розміри заготовки повинні бути з припуском на обробку. Іноді, щоб краще були помітні лінії розмітки, поверхню металу покривають лаком або фарбою.
Розмічати треба економно, щоб як найменше витрачалось металу на виготовлення виробів тому що, це в свою чергу зменшує вартість собівартість виробу і є одним з найважливіших аспектів підчас обґрунтування вибору об'єкта праці.
Відеоролик ( Розмічання)
Ми з вами повторили тему «Розмічання» Наступним кроком при виготовленні слюсарного молотка є ………на екрані появляється зашифроване слово «обпилювання». Відгадайте, яке слово на екрані та дайте визначення.
![]()


![]()
![]()


Обпилюванням називається операція з обробки металів та інших матеріалів зняттям незначного шару напилками вручну або на обпилювальних верстатах.
Питання: Техніка безпеки при обпилюванні
Кожний слюсар повинен добре вивчити і пам'ятати правила безпеки, щоб запобігти нещасним випадкам.
Під час обпилювання металу є небезпека поранити праву руку хвостовиком напилка, якщо на ньому нема рукоятки або рукоятка несправна. Щоб запобігти травмі, слюсар повинен стежити за тим, щоб при обпилюванні заготовок з гострими кромками не підтискувати пальці лівої руки під напилок під час його руху назад.
У процесі обпилювання утворюється велика кількість стружки, яку дозволяється змітати з оброблюваної заготовки, лещат і верстака лише волосяною щіткою і в крайньому разі ганчіркою. Не можна скидати стружку голими руками, здувати и або видаляти за допомогою стиснутого повітря: при цьому можливе поранення рук і очей.
Під час обпилювання рекомендується надівати головний убір, щоб запобігти потраплянню стружки у волосся. По-перше, її важко потім видалити, а по-друге, при розчісуванні волосся вона може поранити голову.
Питання: Що таке напилок?
Напилок— це стальний брусок певного профілю і довжини, на поверхні якого є насічки (нарізки), що утворюють западини і гострозаточені зубці, у перерізі мають форму клина. Напилки виготовляють зі сталі У10А або У13А (допускається легована хромиста сталь ШХ15 або 13Х), після насічення піддають термічній обробці.
Питання : Будова напилка?
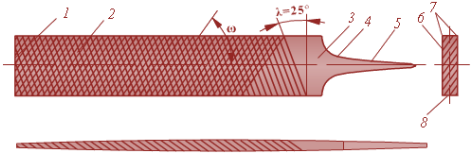
Слюсарний напилок загального призначення:
1 — носок; 2 — робоча частина; 3 — ненасічена ділянка; 4 — заплечико; 5 — хвостовик; 6, 8 — широка та вузька сторони; 7 — ребра
Питання: Які види напилків ви знаєте?
Існують такі види напилків як:
Чорновий – для чорнової обробки металу, має дуже крупну насічку;
Чистовий – для чистової обробки металу, має середню насічку;
Надфіль – напилок малої площі перерізу який використовуються для обробки дрібних деталей та чистової обробки;
Бархатний – використовується для кінцевої обробки металу, має дуже дрібну насічку.
Всі ці напилки також поділяються за формою перерізу: плоскі, круглі, квадратні, трикутні, напівкруглі, ромбічні.
Пояснення майстра
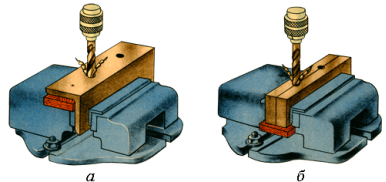
Підготовка поверхні до обпилювання. Заготовку очищають металевими щітками від бруду, масла, окалини, ливарну кірку зрубують зубилом, видаляють наждаком або старим напилком.
Закріплення заготівлі. Заготовку, що обробляється затискають в лещатах обпилюваною площиною горизонтально, на 8-10 мм вище за рівень губок. Заготовку з обробленими поверхнями закріпляють, надівши на губки нагубники з м'якого матеріалу (мідь, латунь, алюміній, м'яка сталь).
Прийоми обпилювання.
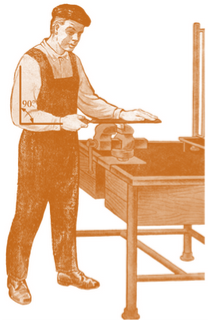
Положення корпусу вважається правильним, якщо права рука з напилком, встановленим на губках лещат (початкове положення), зігнена в лікті, утворить кут 90° між плечовою і ліктьовою частиною руки. При цьому корпус працюючого повинен бути прямим і розгорненим під кутом 45° до лінії осі лещат.
Положення ніг. При початку робочого ходу напилка маса тіла доводиться на праву ногу, при натиску центр тягаря переходить на ліву ногу. Цьому відповідає таке розставляння ніг; ліва виноситься (відводиться) уперед у напрямі руху напилка, праву ногу відставляють від лівої на 200-300 мм так, щоб середина її ступні знаходилася проти п'ятки лівої ноги.
При робочому ході напилка (від себе) основне навантаження доводиться на ліву ногу, а при зворотному (холостому) ході на праву, тому м'язи ніг навперемінно відпочивають.
При знятті напилком товстих шарів металу доводиться натискати на напилок з великою силою, тому праву ногу відставляють від лівої назад на півкроку і вона в цьому випадку є основною опорою. Ці роботи, як точні, частіше виконують сидячи.
Положення рук (хватка напилка) має надзвичайно важливе значення. Слюсар бере в праву руку напилок за ручку так, щоб ручка упиралася в долоню руки, чотири пальці захоплювали ручку знизу, а великий палець вміщувався зверху. Долоню лівої руки накладають декілька упоперек напилка на відстані 20 - 30 мм від його кінця. При цьому пальці повинні бути злегка зігнені, але не звисати; вони не підтримують, а тільки притискують напилок. Лікоть лівої руки повинен бути трохи підведений. Права рука від ліктя до кисті повинна складати з напилком пряму лінію.
Координація зусиль. При обпилюванні повинна дотримуватися координація зусиль натиску (балансировка), що полягає в правильному збільшенні натиску правої руки на напилок під час робочого ходу при одночасному зменшенні натиску лівої руки. Рух напилка повинен бути горизонтальним, тому натиски на ручку і кінець напилка повинні змінюватися. Розподіл зусиль натиску при обпилюванні залежить від положення точки опори напилка на поверхні, що обробляється. При робочому русі напилка натиск лівою рукою поступово зменшують. Регулюючи натиски на напилок, домагаються отримання рівної обпилюваної поверхні без завалів по краях.
Відеоролик (Обпилювання)
Наступна операція. що виконується при виготовленні слюсарного молотка – це …. На екрані появляється зашифроване слово СВЕРДЛІННЯ. Відгадайте та дайте визначення. Що таке свердління?

![]()
![]()
![]()

![]()

![]()

![]()
![]()

Свердлінням називається утворення зняттям стружки отворів у суцільному матеріалі за допомогою різального інструмента - свердла, якому надають обертального та поступального руху відносно його осі.
Питання: Техніка безпеки при свердлінні
При свердлінні отворів необхідно:
- надійно закріплювати в лещатах оброблювані деталі;
- не користуватися свердлами із збитими або пошкодженими конусами; конус вставного інструменту має відповідати розміру втулки кріплення; заборонено використовувати прокладки;
- деталі малих розмірів, при неможливості закріплення їх на столі верстата, належить притримувати ручними лещатами, кліщами або плоскогубцями;
- при заїданні інструменту негайно зупинити верстат;
- не братися за свердло до повної його зупинки;
- не працювати в рукавицях.
Питання: Призначення свердління.
1. виготовлення отворів під нарізування різі, зенкерування, розвірчування або розточування;
2. виготовлення отворів (технологічних) для розміщення в них кабелів, анкерних болтів, кріпильних елементів тощо;
3. відділення (відрізання) заготовок з листового матеріалу;
4. ослаблення зруйнованих конструкцій або видалення кріпильних елементів;
закладка заряду вибухової речовини при добуванні природних руд.
Питання: В комплекс наших робіт також увійшла така слюсарна операція, розсвердлювання. Хто дасть коротке визначення що ж називається розсвердлюванням?
Розсвердлювання, процес механічної обробки свердлом наявного отвору з метою збільшення його діаметру. Р. здійснюється на свердлувальних, розточувальних, токарних і ін. металоріжучих верстатах, а також уручну — свердлувальними електричних або пневматичних машинками, дрилем і ін.
Питання: Що таке свердло і з якої сталі його виготовляють?
Свердло - осьовий різальний інструмент для утворення отвору у суцільному матеріалі та (або) збільшення діаметра наявного отвору з однією або двома різальними окрайками.
Свердла виготовляють із інструментальних вуглецевих сталей У10,У12,У10А, У12А.
Пояснення майстра
Нещасні випадки під час роботи на свердлильному верстаті звичайно бувають через його несправність, відсутність захисних огорож, внаслідок недодержання працюючими правильних прийомів роботи, захаращування робочого місця заготовками, деталями і різними непотрібними предметами. Нерідко причиною нещасного випадку є забруднена, мокра і слизька підлога на робочому місці. Щоб запобігти нещасним випадкам, працюючий на свердлильному верстаті повинен додержувати порядку на робочому місці, додержувати правил техніки безпеки, уміло користуватися інструментом.
Починаючи вперше роботу на свердлильному верстаті або механізованим інструментом, слюсар повинен одержати від майстра докладний інструктаж.
Перед початком роботи треба привести в порядок одяг і головний убір, перевірити стан робочого місця, переконатися в тому, що захисні засоби верстата знаходяться на своїх місцях і добре закріплені. Слід пам'ятати, що частини одягу або головного убору, які звисають, довге волосся можуть бути захоплені обертовими частинами верстата — шпинделем або свердлом, можуть зачепитися за ви- ступні частини. Тому перед початком роботи треба зав'язати тасьму на рукавах і головному уборі, старанно прибрати довге волосся під головний убір. Не можна видаляти стружку з отворів пальцями або здувати її. Це слід робити крючком або щіткою і лише після зупинки верстата. Не можна користуватися для охолодження під час різання змоченою ганчіркою: ганчірка може намотатися на свердло і захопити пальці працюючого. Під час роботи на свердлильному верстаті не можна тримати оброблювану деталь руками; ЇЇ треба затискувати у верстатних лещатах або надійно прикріпляти до стола верстата.
Неприпустимо перевіряти гострість свердла рукою на ходу верстата, такі спроби завжди закінчуються травмою. Не можна встановлювати інструмент під час обертання шпинделя: де може спричинити тяжке поранення рук.
Працюючи електричною свердлильною машинкою, треба добре заземлити корпус машинки через спеціальний привод. Машинка обов'язково повинна бути перевірена на відсутність пошкоджень електроізоляції. Працюючий повинен стояти на ізольованій підлозі або на гумовому килимку.
Свердління застосовують для отримання отворів не високого ступеня точності, і для отримання отворів під нарізування різьби, зенкірованіе і розгортаються ня. Свердління застосовується: для отримання невідповідальних отворів невисокого ступеня точності і значною шорсткості, наприклад під кріпильні болти, заклепки, шпильки і т.д.; для отримання отворів під нарізування різьби, розгортання і зенкування.
Свердління можна отримати отвір з точністю по 10-му, в окремих випадках - по 11-му квалітету і шорсткістю поверхні Rz 320 ... 80. Свердла бувають різних видів і виготовляються з швидкорізальних, легованих та вуглецевих сталей, а також оснащуються пластинками з твердих сплавів. Свердло має дві ріжучих кромки. Для обробки металів різної твердості, застосовують свердла з різним кутом нахилу гвинтової канавки.
Для свердління сталі користуються свердлами з кутом нахилу канавки 18 ... 30 градусів, для свердління легенів і в'язких металів - 40 ... 45 градусів, при обробки алюмінію, дюралюмінію і електрона - 45 градусів. Хвостовики у спіральних свердел можуть бути конічними та циліндричними. Конічні хвостовики мають свердла діаметром 6 ... 80мм. Ці хвостовики утворюються конусом Морзе. Шийка свердла, що з'єднує робочу частину з хвостовиком, має менший діаметр, ніж діаметр робочої частини.
Відеоролик (Свердління)
Остання слюсарна операція, яка виконується при виготовленні нашого молотка це звичайно……. На екрані висвічується зашифроване слово РОЗПИЛЮВАННЯ.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()



Розпилюванням називається обробка отворів з метою надання їм потрібної форми. Обробка круглих отворів проводиться круглими і напівкруглими напилками, тригранних - тригранними, ножівковими і ромбічними напилками, квадратних - квадратними напилками.
Підготовка до розпилювання починається з розмітки і накернювання розмічальних рісок, а потім по розмічальних ризиках свердлять отвори і вирубують пройми, утворені висвердлюванням. Якнайкращою виходить розмітка на металевій поверхні, відшліфованим наждачним папером.
Під розпилювання свердлять один отвір, коли пройма невелика; у великих проймах свердлять два або декілька отворів в цілях отримання найменшого припуску на розпилювання. Великі перемички важко видалити з просвердленої пройми, проте не можна розташовувати отвори і дуже близько щоб уникнути деформації отвору, що може привести до поломки свердла.
Питання: Техніка безпеки при розпилюванні :
не підгинати пальці лівої руки при зворотному ході;
· стружку знімати лише щіткою чи ганчіркою;
· не працювати напилком без рукояток.
Пояснення майстра
Розпилювання в заготівці воротка квадратного отвору. Спочатку розмічають квадрат, а в ньому - отвір, потім просвердлюють отвір свердлом, діаметр якого на 0,5 мм менше сторони квадрата. У просвердленому отворі квадратним напилком пропилюють чотири кути, не доходячи 0,5...0,7 мм до розмічальних рісок, після чого розпилюють отвір до розмічальних рісок в такій послідовності: спочатку пропилюють сторони 1 і 3, потім 2 і 4 і проводять підгонку отвору по мітчику так, щоб він входив в отвір тільки на глибину 2...3 мм.
Подальшу обробку сторін проводять до тих пір, поки квадратна частина мітчика легко, але щільно не увійде до отвору.
Розпилювання в заготівці тригранного отвору. Розмічають контур трикутника, а в ньому - отвір і свердлять його свердлом, не стосуючись розмічальних рісок трикутника. Потім в круглому отворі пропилюють три кути і послідовно розпилюють сторони 1, 2 і 3, не доходячи 0,5 мм до розмічальної ризики, після чого підганяють сторони трикутника.
При роботі тригранним напилком прагнуть уникнути деформації сторін і обпилюють строго прямолінійно Точність обробки перевіряють вкладишем.
При підгонці слід стежити за тим, щоб вкладиш входив в отвір, що розпилюється, вільно, без перекосу і щільно. Зазор між сторонами трикутника і вкладишем при перевірці щупом повинен бути не більше 0,05 мм.
Дефекти при слюсарних роботах
Брак при розмічанні
Неправильно нанесені риски на деталь
Неправильно прочитане креслення
Неточність вимірювального інструменту
Неправильно обрані бази
Неточно відкладені розміри
Дефекти при обпилюванні
Нерівності поверхонь і завали країв, як результат невміння
користуватись напилком;
Вм’ятини на заготовках від лещат, як результат неправильного затискування в лещатах;
Зняття менше або більше металу;
Задири, подряпини:
Дефекти при свердлінні
Груба поверхня просвердленого отвору
Зміщення осі отвору.
Діаметр отвору перевищує заданий.
Перекіс осі отвору.
Злам свердла
ІІІ. Поточний інструктаж – 4 год.30 хв. ( 9.00 – 14.30 )
- Видання завдань для самостійної роботи учнів та пояснення порядку їх виконання;
- Розподіл учнів за робочими місцями;
- Повідомлення про критерії оцінювання виконуваних робіт;
- Цільові обходи майстром робочих місць учнів;
- Прийом майстром виконаних робіт;
- Прибирання робочих місць.
ІV. Заключний інструктаж – 30 хв. ( 14.30. – 15.00 )
- Аналіз діяльності учнів у процесі всього уроку;
- Оцінка роботи учнів, її об'єктивне обґрунтування;
- Аналіз причин помилок учнів та засоби їх усунення;
- Повідомлення та обґрунтування оцінок;
Майстер в/н ________________ Бевз О.І.
Розмічання - відповідальна операція, вона вимагає великої уваги, будь-яка помилка веде тут до браку, оскільки розмічена деталь обробляється до рисок й, якщо вони нанесені неправильно, буде зіпсований матеріал і марно витрачений час на розмічання й обробку.
Брак при розмічанні може відбутися як з вини розмітника, так і з причин, що не залежать від нього: неправильне креслення; неточність розмічального інструмента й розмічальної плити; неточність вимірювального інструмента; неправильно й неточно оброблена база, щодо якої ведеться розмічання.
Брак з вини розмітника може виникнути від таких причин: неправильно прочитане креслення, неправильно обрані бази, неправильно або неточно відкладаються розміри, неправильне користування інструментом і недотримання правил розмічання мітки, недбалість при розмічанні.
Для одержання якісного розмічання необхідно уважно вивчити креслення, до початку розмічання перевірити всі застосовувані інструменти, добре заточити рисувалки, дотримуватися всіх правил нанесення розмічальних ліній. У жодному разі не можна вимірювати циркулем розміри на кресленні, навіть якщо воно виконане у масштабі 1 : 1. Із креслення потрібно брати лише чисельні значення розмірів, за допомогою лінійок, циркулів, штангенциркулів відкладати їх на заготовці, дотримуючись необхідної точності.
Види браку під час свердління
Груба поверхня просвердленого отвору. Утворюється під час роботи тупим або неправильно заточеним свердлом при великій величині подачі і недостатньому охолодженні свердла. Щоб запобігти цьому виду браку необхідно перед початком роботи перевірити шаблоном правильність заточування свердла, працювати лише за режимами, вказаними у технологічній карті, своєчасно регулювати подавання охолодної рідини на свердло.
Діаметр просвердленого отвору, що перевищує заданий. Утворюється внаслідок неправильного вибору розміру свердла, неправильного його заточування (нерівні кути різальних кромок, різальні кромки різної довжини, зміщення поперечної кромки свердла), наявність люфту у вузлі шпинделя верстата і ін. Щоб запобігти цьому виду браку, треба до початку роботи перевірити правильність заточування свердла, вибрати свердло потрібних розмірів, перевірити положення шпинделя і старанно відрегулювати його.
Зміщення осі отвору. Утворюється в результаті неправильного розмічання деталі (під час свердління за розміткою), неправильного встановлення і слабкого кріплення деталі на столі верстата (деталь зсунулась під час свердління), биття свердла в шпинделі і зсуву свердла в бік. Щоб запобігти зміщенню осі, треба правильно розмічати деталь і попередньо засвердлювати центрове заглиблення, перевіряти міцність кріплення деталі перед початком роботи, а також биття і правильність заточування свердла.
Перекіс осі отвору. Може бути спричинений неправильним встановлюванням деталі на столі верстата або в пристрої, потраплянням стружки під деталь, неперпендикулярністю стола до шпинделя верстата і надмірно великим натискуванням на свердло під час його подачі. Щоб запобігти цьому виду браку, треба старанно перевірити встановлення і кріплення деталі, попередньо очистити стіл від стружки і бруду, вивірити стіл, стежити за силою натискування на свердло під час ручної подачі.
Тестові завдання по слюсарній справі
(Обведіть кружком літеру, що відповідає варіанту правильної відповіді.)
1. До розмічального інструменту не відноситься
а) Циркуль
б) Рисувалка
в) Косинець
г) Зубило
2. В обладнання робочого місця слюсаря не входить
а) Столярний верстак
б) Слюсарні лещата
в) Слюсарний верстак
г) Захисна сітка
3. Якими властивостями повинна володіти сталь для виготовлення пружини?
а) Пружністю
б) Крихкістю
в) Твердістю
4. Що розуміється під слюсарною операцією - «обпилювання»?
а) Робота ножівкою
б) Рубка зубилом
в) Обробка напилком
5. Як поділяються напилки по насічці?
а) Драчовий, личкувальний, бархатний
б) Тригранний, ромбоподібний
в) Круглий, квадратний
6. Кернер і циркуль - це інструменти для
а) Розмітки
б) Контролю різьблення
в) Нарізування різьби
7. Для чого застосовуються накладні нагубники на лещатах
а) Щоб добре згинати заготовку
б) Щоб міцно закріпити заготовку
в) Щоб не пошкодити заготовку
8. За яким графічним документом виготовляють деталі:
а) За інструкційною картою
б) За малюнком
в) За фотографіями
19. Для отримання отворів в деталі на верстаті використовують
а) Мітчик
б) Свердло
в) Різець
г) Розвертку
10. До кольорових металам відносяться:
а) Залізо
б) Латунь
в) Сталь
г) Чавун
11. Для обпилювання металів використовується:
а) Різець
б) Напилок
в) Зубило
г) Ножівку
-
 Все чудово. Користувався, як приклад, для написання свого плану!
Все чудово. Користувався, як приклад, для написання свого плану!

про публікацію авторської розробки
Додати розробку