Зошит для проведення лабораторно-практичних робіт з предмету "Обладнання та технології зварювальних робіт"
Зошит
для проведення лабораторно-практичних робіт з предмету «Обладнання та технології зварювальних робіт»
учня гр. №____
_________________________________________
(П.І.Б.)
Лабораторно-практична робота №1.
Тема: Вивчення основних параметрів режиму зварювання.
Мета: вивчити основні параметри режиму ручного дугового зварювання: сила зварювального струму, марка і діаметр електрода, швидкість зварювання, рід струму. Вивчити вплив основних режимів зварювання на геометричні параметри зварного шва. Теоретична частина.
Режими зварювання — це сукупність різних факторів зварювального процесу, які забезпечують стійке горіння дуги і одержання швів заданих розмірів, форми та якості. До таких факторів відносяться: діаметр електрода, сила зварювального струму, тип і марка електрода, напруга на дузі, рід і полярність зварювального струму, швидкість зварювання, розташування шва у просторі, попередній підігрів і наступна термічна обробка.
Режими зварювання значно впливають на якість, розміри та форму шва. Зменшення діаметра електрода при постійному зварювальному струмі підвищує густину струму в електроді й глибину провару, що пояснюється збільшенням тиску дуги. При цьому також зменшується ширина шва за рахунок зменшення катодної та анодної плям. Ширина шва при зварюванні на прямій полярності менша ніж на зворотній, а значить менша порівняно із зварюванням на змінному струмі.
Глибина провару прямо залежить від сили струму. При її збільшенні глибина провару також збільшується і навпаки. На прямій полярності глибина провару більша, ніж при зворотній полярності. При зварюванні змінним струмом провар на 15-20% менший, ніж при зварюванні постійним струмом.
Зварювальний струм установлюється залежно від вибраного діаметра електрода. Для зварювання в нижньому положенні шва його приблизно можна визначити за формулою:
І зв = К de,
де de — сила зварювального струму, А; К — коефіцієнт пропорційності, який залежить від типу електрода і його діаметра, А/мм (табл. 1).
Таблиця 1
Значення коефіцієнта пропорційності залежно від діаметра електрода
|
Діаметр електрода, (de), мм |
1-2 |
3-4 |
5-6 |
|
Коефіцієнт пропорційності (К), А/мм |
25-30 |
30-45 |
45-60 |
Для підбору сили зварювального струму можна використати дещо спрощену формулу:
Ізв = (20 + 6 dе) 4,
де 1зв — сила зварювального струму, А; dе — діаметр електрода, мм.
Під впливом тиску дуги, який збільшується з ростом струму, розплавлений метал витискується зпід дуги, що призводить до наскрізного проплавлення. Напрям тиску дуги можна змінювати нахилом електрода до виробу. При зварюванні кутом уперед зменшується глибина провару і збільшується ширина шва, а при зварюванні кутом назад провар збільшується і зменшується ширина шва. Коли зварювання ведуть на підйом, то збільшується глибина провару й зменшується ширина шва, а при зварюванні на спуск — навпаки
Напруга дуги мало впливає на глибину провару, зате має пряму залежність із шириною шва — при підвищенні напруги ширина шва збільшується. Підвищення напруги дуги за рахунок збільшення її довжини призводить до зниження зварювального струму, а відповідно, й до зменшення глибини провару.
Глибина провару також залежить від амплітуди коливання кінця електрода — чим більша амплітуда, тим менший провар. Підвищення швидкості зварювання призводить до зменшення глибини провару та ширини шва.
Хід роботи.
1. Визначити необхідну силу зварювального струму для електрода Ø 4 мм за формулою:
Ізв = (20 + 6 dе) 4
Ізв = (20 + 6 _____) 4= _______ (А).
2. Виконати досліди та заповнити таблицю результатів:
![]()
Нами було проведено такі досліди:
![]()
![]()
![]()
![]()
![]()
![]()
Ми визначили, що
![]()
![]()
![]()
Лабораторно-практична робота №2.
Тема:Вивчення режиму зварювання та витрат ацетилену і кисню.
Мета: вивчити основні параметри режиму газового зварювання та вплив показників витрати ацетилену та кисню на властивості зварного шва.
Теоретична частина.
Перш ніж приступати до виконання зварювання, необхідно правильно підібрати режим.
Режим зварювання визначають потужністю зварювального полум’я, кутом нахилу присаджувального матеріалу і мундштука пальника, діаметром присаджувального матеріалу, швидкістю зварювання. Вибір режиму цілком залежить від товщини зварюваного металу.
Потужність зварювального полум’я безпосередньо залежить від витрати горючого газу і для ацетиленового зварювання її приблизно можна визначити за формулою:
Va = k S,
де Va – потужність полум’я, л/год; S – Товщина зварюваного металу, мм; k – коефіцієнт пропорційності, величина якого залежить від виду металу.
Таблиця 1.
Значення коефіцієнта k
|
Метал |
Значення коефіцієнта k |
|
Низьковуглецева сталь і чавун |
100 – 130 |
|
Високовуглецева сталь |
75 – 100 |
|
Алюміній і його сплави |
100 – 150 |
|
Мідь і її сплави |
150 – 225 |
Таблиця 2
Витрати ацетилену і кисню при газовому зварюванню
|
Номер наконечника |
Толщина стали, мм |
Расход газов, л/ч |
|
|
Ацетилен |
Кислород |
||
|
0 |
0,2-0,7 |
20-70 |
26-90 |
|
1 |
0,5-1,5 |
50-120 |
60-140 |
|
2 |
1,0-2,5 |
130-200 |
156-240 |
|
3 |
2,5-4 |
220-380 |
260-450 |
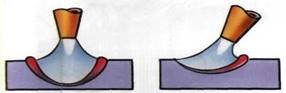
Кут нахилу мундштука зварювального пальника
Ø Швидкість нагрівання металу регулюється зміною кута нахилу мундштука.
Ø Чим товстіший метал, тим більшим повинен бути кут нахилу.
Ø Чим більший кут нахилу, тим більше передається тепла полум’я і, отже, більша глибина проплавлення.
Ø При зварюванні теплопровідних металів (наприклад, міді) кут повинен бути більшим, ніж при
зварюванні вуглецевих сталей.

 Вертикальне Похиле
Вертикальне Похиле
Вплив зварювального полум’я на рідкий метал
Діаметр присаджувального металу (d) визначають за формулами:
Ø для лівого способу зварювання
S
d ![]() 1мм;
1мм;
2
Ø для правого способу зварювання
S
d ![]() мм.
мм.
2
Для визначення маси присаджувального металу (Р), що витрачається на зварювання 1 м шва, застосовується формула:
P=K S2,
де S – товщина металу, мм; К – коефіцієнт пропорційності
Таблиця 3
Значення коефіцієнта K (при товщині металу до 5 мм)
|
Метал (сплав) |
Значення коефіцієнта пропорційності К |
|
Вуглецева сталь |
12 |
|
Мідь |
18 |
|
Латунь |
16 |
|
Алюміній |
6,5 |
Примітка: при більшій товщині металу коефіцієнт пропорційності К зменшується на 20 – 25%.
Швидкість зварювання являється величиною, що залежить від товщини зварюваного металу і його властивостей. Визначають швидкість зварювання за формулою: V=A/S,
де А – коефіцієнт, що залежить від властивостей металу і для сталей середньої товщини
дорівнює 12 – 15; S – товщина металу, мм.
1. Визначити витрати ацетилену для зварювання низьковуглецевої сталі товщиною 1; 1,5; 2; 3; 4
мм за формулою Va = k S. Результати занести в таблицю.
2. За таблицею 2 підібрати номер наконечника та витрати кисню для вище вказаних товщин металу та занести результати у таблицю.
3. Визначити діаметр зварювального дроту для зварювання вище вказаних товщин металу та занести результати у таблицю.
4. Визначити швидкість зварювання вище вказаних товщин металу та занести результати у таблицю.
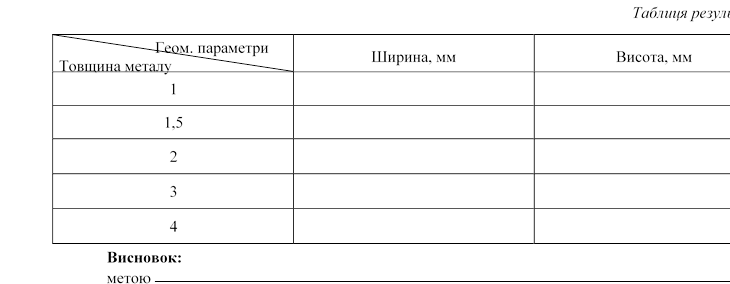
5. Виконати зварювання зразків – пластин з низьковуглецевої сталі товщиною 1; 1,5; 2; 3; 4 в стик у нижньому положенні, виміряти ширину і висоту швів, а результати занести в таблицю відповідно товщині металу.
Таблиця розрахунків
|
Товщина металу S, мм |
1 |
1,5 |
2 |
3 |
4 |
|
Витрати С2Н2, л/год |
|
|
|
|
|
|
Витрати О2, л/год |
|
|
|
|
|
|
Номер наконечника |
|
|
|
|
|
|
Діаметр дроту, мм |
|
|
|
|
|
|
Швидкість зварювання, м/год |
|
|
|
|
|
![]()
Нами було проведено такі досліди:
![]()
![]()
![]()
![]()
![]()
![]()
Ми визначили, що
![]()
![]()
![]()
Лабораторно-практична робота №3.
Тема: Вивчення основних показників кисневого різання.
Мета: вивчити основні параметри режиму кисневого різання.
Теоретична частина.
Основними показниками режиму кисневого різання є:
- вид горючого газу;
- потужність підігріваючого полум'я;
- тиск ріжучого кисню;
- витрата ріжучого кисню; - тиск горючого газу; - швидкість різання.
Всі ці показники пов'язані з товщиною металу, що розрізається, хімічного складу сталі, чистоти кисню і конструкції різака.
Таблиця 1
Режими кисневого різання з використанням пропан-бутану
|
|
|
Тиск на вході в пальник, МПа (кгс/см2) |
Час нагріву, сек. |
Ширина різу, мм |
Витрати газів, м3/ м пог. різу |
||
|
пропанбутан |
кисень |
пропан-бутан |
кисень |
||||
|
4 |
1 |
0,04 (0,40) |
0,30 (3,00) |
5-8 |
2,5 |
0,035 |
0,289 |
|
6 |
1 |
0,04 (0,40) |
0,30 (3,00) |
6-10 |
3,0 |
0,037 |
0,334 |
|
8 |
1 |
0,04 (0,40) |
0,35 (3,50) |
6-10 |
3,0 |
0,039 |
0,375 |
|
10 |
2 |
0,05 (0,50) |
0,35 (3,50) |
8-13 |
3,0 |
0,041 |
0,415 |
|
12 |
2 |
0,05 (0,50) |
0,40 (4,00) |
8-13 |
3,5 |
0,043 |
0,465 |
|
13 |
2 |
0,05 (0,50) |
0,40 (4,00) |
10-15 |
3,5 |
0,044 |
0,476 |
|
15 |
2 |
0,05 (0,50) |
0,40 (4,00) |
10-15 |
3,5 |
0,046 |
0,522 |
|
18 |
2 |
0,05 (0,50) |
0,40 (4,00) |
10-15 |
3,5 |
0,049 |
0,582 |
|
20 |
2 |
0,06 (0,60) |
0,45 (4,50) |
13-18 |
4,0 |
0,051 |
0,623 |
|
25 |
3 |
0,06 (0,60) |
0,50 (5,00) |
15-20 |
4,0 |
0,056 |
0,724 |
|
30 |
3 |
0,06 (0,60) |
0,55 (5,50) |
18-23 |
4,0 |
0,061 |
0,830 |
|
36 |
3 |
0,07 (0,70) |
0,55 (5,50) |
20-25 |
4,5 |
0,066 |
0,956 |
|
40 |
4 |
0,07 (0,70) |
0,60 (6,00) |
22-28 |
4,5 |
0,071 |
1,037 |
Швидкість різання визначають за формулою:
40000
v![]() ,
,
50S
де v – швидкість різання, мм/хв.; S – товщина розрізуваної сталі, мм.
Хід роботи.
1. Визначити величину показників режиму кисневого різання листової низьковуглецевої сталі товщиною 12 мм:
v![]() =_______ (мм/хв.)
=_______ (мм/хв.)
![]()
![]()
![]()
![]()
2. Організувати пост кисневого різання, встановити визначені раніше показники режиму різання;
3. Виконати різання пластини товщиною 12 мм на визначених показниках режиму різання;
4. Виконати різання такої ж пластини зі збільшеною швидкістю різання, а потім зі зменшеною.
Зробити висновки про хід процесу різання та якість різу та записати їх у таблицю;
|
Режим |
Висновки |
|
Нормальний |
|
|
Зі збільшеною швидкістю |
|
|
Зі зменшеною швидкістю |
|
5. Виконати різання пластин зі збільшеною та зі зменшеною подачею ріжучого кисню. Зробити висновки про хід процесу різання та якість різу та записати їх у таблицю;
|
Режим |
Висновки |
|
Зі зменшеною подачею |
|
|
Зі збільшеною подачею |
|
5. Виконати різання пластин при м’якому та жорсткому підігріваю чому полум’ї. Зробити висновки про хід процесу різання та якість різу та записати їх у таблицю;
|
Режим |
Висновки |
|
М’яке полум’я |
|
|
Жорстке полум’я |
|
Висновок:
метою
![]()
![]()
Нами було проведено такі досліди:
![]()
![]()
![]()
![]()
![]()
![]()
Ми визначили, що
![]()
![]()
![]()
Лабораторно-практична робота №4.
Тема: Визначення взаємозалежності основних показників режиму напівавтоматичного зварювання.
Мета: Вивчити показники режиму напівавтоматичного зварювання у середовищі СО2.
Визначити залежність геометричних параметрів від показників режиму зварювання. Теоретична частина.
До параметрів режиму зварювання в вуглекислому газі відносяться: рід струму і полярність, діаметр електродного дроту, сила зварювального струму, напруга дуги, швидкість подачі дроту, виліт електрода, витрата вуглекислого газу, нахил електрода щодо шва і швидкість зварювання.
При зварюванні у вуглекислому газі зазвичай застосовують постійний струм зворотної полярності, так як зварювання струмом прямої полярності призводить до нестійкого горіння дуги. Змінний струм можна застосовувати тільки з осцилятором, проте в більшості випадків рекомендується застосовувати постійний струм.
Діаметр електродного дроту слід вибирати в залежності від товщини зварюваного металу.
Таблиця 1
Показники режиму напівавтоматичного зварювання
|
Товщина металу, мм |
Ø дроту, мм |
Сила струму, А |
Напруга дуги, В |
Швидкість подачі дроту, мм/год |
Витрати захисного газу, л/год |
Виліт дроту, мм |
|
1,5 |
0.8-1.0 |
95-125 |
19-20 |
150-220 |
6-7 |
6-10 |
|
1.5 |
1,2 |
130-150 |
20-21 |
150-200 |
6-7 |
10-13 |
|
2,0 |
1,2 |
130-170 |
21-21,5 |
150-250 |
6-7 |
10-13 |
|
3,0 |
1,2-1,4 |
200-300 |
22-25 |
380-490 |
8-11 |
10-13 |
|
4:0-5:0 |
1,2-1,6 |
200-300 |
25-30 |
490-680 |
11-16 |
10-20 |
|
6:0-8:0 и более |
1,2-1,6 |
200-300 |
25-30 |
- |
11-16 |
10-20 |
Швидкість подачі зварювального дроту залежить від величини зварювального струму та напруги на дузі. Витрата вуглекислого газу повинна бути такою, щоб забезпечити надійний захист зони зварювання від впливу навколишнього середовища. Величина вильоту електродного дроту залежить від його діаметру. при діаметрі 0,5 – 1,2 мм виліт складає 8 – 15 мм, а при діаметрі 1,2 – 3 мм – 15 – 35 мм.
Хід роботи
1. За таблицею визначити показники режиму для зварювання стикового з’єднання у нижньому положенні металу товщиною 4 мм:
![]()
![]()
![]()
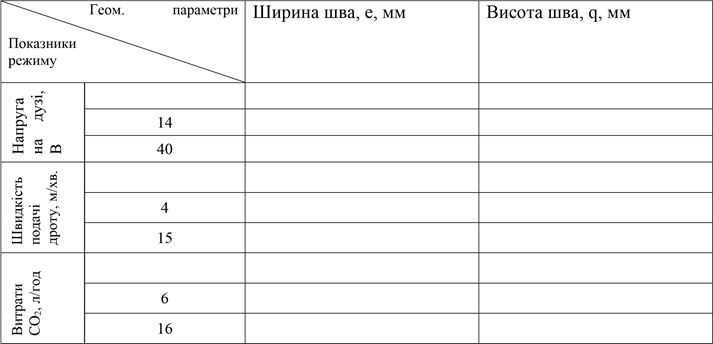
2. Виконати зварювання зразків за визначених показниках режиму різання. Виміряти ширину та підсилення шва, а результати занести в таблицю;
3. Виконати зварювання зразків при напрузі на дузі 14 В, а потім 40 В. Виміряти ширину та підсилення шва, а результати занести в таблицю;
4. Виконати зварювання зразків при швидкості подачі дроту 4 м/хв., а потім 15 м/хв. Виміряти ширину та підсилення шва, а результати занести в таблицю;
5. Виконати зварювання зразків при витратах СО2 6 л/год, та 16 л/год . Виміряти ширину та
підсилення шва, а результати занести в таблицю;
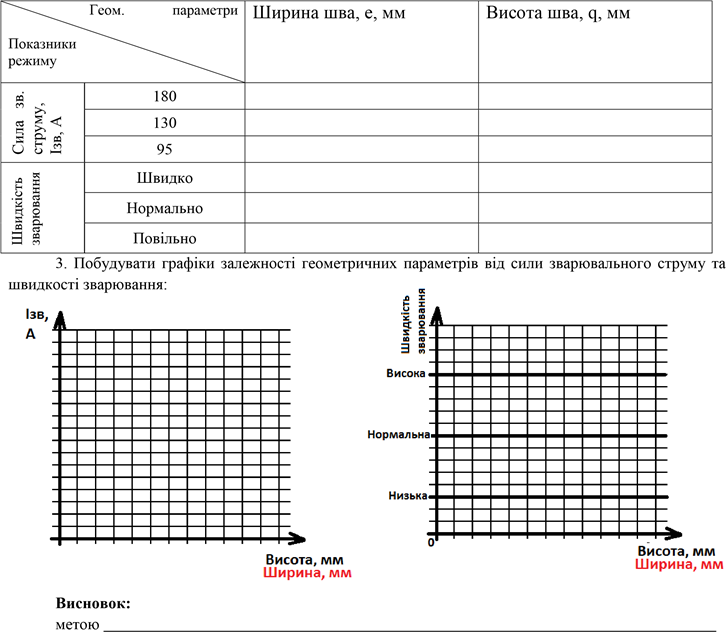
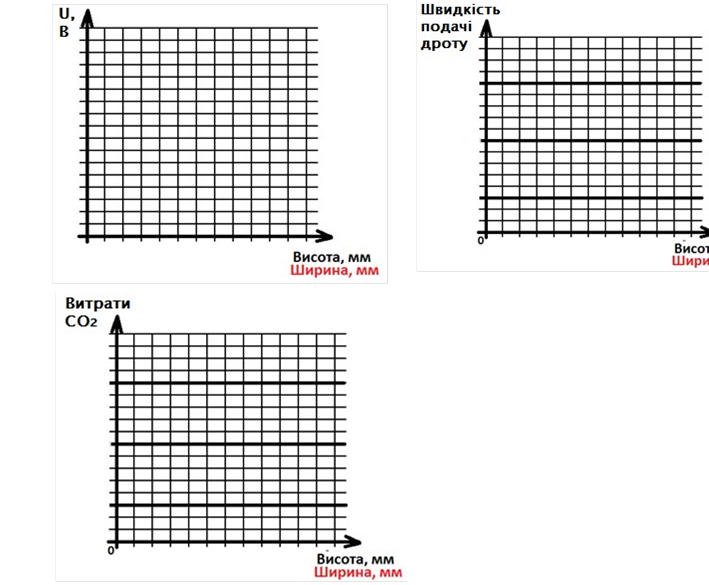
3. Побудувати графіки залежності геометричних параметрів від сили зварювального струму та швидкості зварювання:
Висновок:
метою ![]()
![]()
Нами було проведено такі досліди:
![]()
![]()
![]()
![]()
![]()
![]()
Ми визначили, що
![]()
![]()
![]()
Лабораторно-практична робота №5.
Тема: Вивчення методу контролю якості зварного шва за допомогою гасу. Визначення якості зварних швів виконаних різними видами зварювання.
Мета: Ознайомитися з методом визначення дефектів зварних швів за допомогою гасу. Навчитися визначати дефекти зварного шва гідравлічним способом за допомогою гасу. Визначити якість зварних швів виконаних дуговим зварюванням покритими електродами, газовим зварюванням, напівавтоматичним зварюванням. Теоретична частина.
Відомо, що гас має особливі властивості (неполярність, висока змочувальна властивість, відносно мала в’язкість), які забезпечують високу чуттєвість контролю. Крім того контроль відрізняється простотою й доступністю, не вимагає складного обладнання та дефіцитних матеріалів. Розрізняють чотири способи випробування гасом: гасовий, гасопневматичний, гасовакуумний і гасовібраційний.
При гасовому способі на зварне з’єднання, очищене від шлаку та інших забруднень, наносять тонкий шар крейдяної суспензії за допомогою пульверизатора. Крейдяну суспензію виготовляють із розрахунку 350-450 г меленої просіяної крейди або каоліну на 1 л води або розчинника (взимку). Після висихання суспензії протилежний бік зварного шва багаторазово (5-15) змочують гасом. У місцях суцільних дефектів на крейдяній суспензії з’являються темні плями. При багаторазовому змочуванні шва виявлення дефектів проходить у 2,4-3,3 рази швидше, ніж при одноразовому.
Для кращої фіксації дефектів, особливо в спеку рекомендується до гасу додавати фарбу «Судан III» із розрахунку 2,5-3 г на 1 л. Фарба зафарбовує гас у червоно-ліловий колір. Для контролю напускових з’єднань гас подають у зазор під тиском не менше 0,15 МПа.
Хід роботи.
1. Виконати зварювання зразків стикового з’єднання однобічним швом пластин з низьковуглецевої сталі у нижньому положенні за допомогою РДЗ, газового та напівавтоматичного зварювання у кількості трьох штук кожного;
2. Підготувати зразки та реактиви для виконання контролю якості швів;
3. Перевірити якість зразків за допомогою гасового методу. Визначити кількість дефектів
кожного зі зразків та занести результати у таблицю:
|
№ зразку |
РДЗ |
Газове зварювання |
Напівавтоматичне зварювання |
|
|
Кількість дефектів |
|
|
|
1 |
|
|
|
|
2 |
|
|
|
|
3 |
|
|
|
Висновок:
метою ![]()
![]()
Нами було проведено такі досліди:
![]()
![]()
![]()
![]()
![]()
![]()
Ми визначили, що
![]()
![]()
![]()
Лабораторно-практична робота №6.
Тема: Розрахунок та перевірка норми часу на виконання зварювання стикового з’єднання у нижньому положенні.
Мета: Навчитися виконувати розрахунок об’єму наплавленого металу, кількості покритих електродів, норми часу для ручного дугового зварювання. Теоретична частина.
Для розрахунку основного часу зварювання необхідно знати силу зварювального струму, масу наплавленого металу й коефіцієнт наплавлення електрода.
Масу наплавленого металу визначають за розмірами шва, які вказують на кресленні. Об’єм наплавленого металу визначають за формулою:
VH Fl ,
де VH – об’єм наплавленого металу, F – площа поперечного перерізу, l – довжина шва. Масу наплавленого металу визначають за формулою:
QH VH,
де QH – маса наплавленого металу,VH – об’єм наплавленого металу, ρ – густина металу (для сталі
ρ=7800 кг/м3).
Силу зварювального струму (Ізв) встановлюють залежно від діаметра електрода, просторового положення шва та інших даних.
Коефіцієнтом наплавлення (αн) називають кількість металу, наплавленого протягом 1 год горіння дуги на одиницю сили струму (г/А·год). При ручному зварюванні коефіцієнт наплавлення залежить від марки електрода.
Таблиця 1
Залежність коефіцієнта наплавлення від марки електрода
|
Марка електрода |
Коефіцієнт наплавлення, г/А- год |
|
УОНИ-13/45 |
8,5 |
|
АНО-11 |
10,5 |
|
ЦМ-7 |
10,6 |
|
МР-3 |
7,8 |
|
ОММ-5 |
7,25 |
|
АНО-1 |
15,0 |
Масу покритих електродів визначають враховуючи коефіцієнт витрат, який враховує витрати електродів на огарки, розбризкування, вигорання, за формулою:
QE QH ,
де ψ – коефіцієнт витрат, який залежить від марки електродів. Для низьковуглецевих сталей
ψ=1,7.
![]() Основний час зварювання (tзв) визначають за формулою: зв QH /
Основний час зварювання (tзв) визначають за формулою: зв QH /
t
IзвН Хід роботи.
1. Визначити об’єм наплавленого металу при однобічному зварюванні стикового з’єднання з наступними параметрами: товщина металу S=4 мм; величина зазору b=1,5 мм; ширина шва е=12 мм; висота шва (підсилення) q=1,5 мм; довжина шва l=250 мм. Покриті електроди марки УОНИ-13/45, Ø 4 мм. Для цього потрібно підрахувати площу поперечного перерізу шва за формулою:
F sb0,75eq = (мм2).
Об’єм наплавленого металу:
VH Fl = (мм3)
2. Визначити масу наплавленого металу:
![]() (врахувати необхідність переведення
одиниць вимірювання об’єму наплавленого металу з мм3 в м3,
а саме VH м3.
(врахувати необхідність переведення
одиниць вимірювання об’єму наплавленого металу з мм3 в м3,
а саме VH м3.
1000000000 1000000000
QH VH= = (кг).
3. Визначити масу покритих електродів:
QE QH = ·1,7= (кг).
4. Визначити основний час зварювання. При цьому потрібно підрахувати силу зварювального струму для зварювання металу товщиною 4 мм електродами Ø 4 мм за формулою:
Iзв 206de de . Ізв=(20+6·4)·4= (А).
QH ...........................
![]() tзв
tзв
IзвН (год).
Результати занести до таблиці
|
Розрахунковий параметр |
Значення |
|
F |
|
|
VH |
|
|
QH |
|
|
QE |
|
|
Iзв |
|
|
tзв |
|
5. Виконати зварювання зразка зварного з’єднання відповідно умов завдання та порівняти розраховані кількість покритих електродів та основний час з фактичними. Зробити висновки Висновок:
метою
![]()
![]()
Нами було проведено такі досліди:
![]()
![]()
![]()
![]()
![]()
![]()
Ми визначили, що
![]()
![]()
![]()


про публікацію авторської розробки
Додати розробку