Опорний конспект лекцій з предмету "Технологія столярних робіт"
У навчальному посібнику відображено питання підготовки робітників промислової галузі з професії «Столяр» код 7422. Даний навчальний посібник складений відповідно до програми навчання з урахуванням Державних стандартів з професійно – технічної освіти.
Посібник призначено для учнів професійно – технічних училищ, навчально – виробничих комбінатів, рекомендується майстрам виробничого навчання та викладачам спеціальних предметів для підготовки фахівців з професій «Столяр», «Тесляр».
Технологія столярних робіт
ОПОРНИЙ КОНСПЕКТ ЛЕКЦІЙ
Автор: Мухін Юрій Васильович
Посада: викладач
Розглянуто і схвалено на засіданнях методичної комісії викладачів професійно – теоретичної і загально – професійної підготовки, та методичної комісії викладачів професійно – практичної підготовки.
Протокол №_____ від _________________
Зміст
Тема 1. Основні операції з обробки деревини. 3
1.1 Загальні поняття про деревообробку. 3
1.2 Розмітка деревини. 10
1.3 Пиляння деревини. 13
1.4 Стругання деревини. 21
1.5 Довбання й різання деревини. 32
1.6 Ручне свердління деревини. 38
Тема 2. Прості столярні з’єднання, їх виготовлення. 45
2.1 Види пиломатеріалів і способи їх отримання. 45
- Конструктивні елементи виробів. 47
- Основні види й призначення з'єднань елементів. 52
- Кутові з'єднання. 55
2.5 Шипові з'єднання. 59
- З'єднання елементів на нагелях, цвяхах, шурупах. 66
- Загальні відомості про склеювання деревини. 68
- Режими склеювання. 73
Тема 3. Конструкції основних столярних і столярно – 84
будівельних виробів.
- Прості прямолінійні вироби. 84
- Види, призначення й способи виготовлення опалубки 86
й інвентарних лісів.
- Виготовлення й складання віконних блоків. 91
- Виготовлення й складання дверних блоків. 96
- Загальні відомості про виробничий процес. 100
Інформація для самостійного вивчення. 103
Типи й призначення деревообробних верстатів. 103
Конструктивні елементи деревообробних верстатів. 103
Круглопилкові верстати. 104
Поздовжньо-фрезерні верстати. 108
Фрезерні верстати. 112
Шипорізні верстати. 113
Свердлильні й пазувальні верстати. 114
Використана література. 116
Тема 1. Основні операції з обробки деревини.
1.1 Загальні поняття про деревообробку.
Питання для вивчення
- Місце столярних робіт у деревообробці.
- Організація робочого місця столяра.
- Основи різання деревини.
Віддавна на території України широко використовується деревина для задоволення різноманітних потреб населення (будівництво житла; виготовлення кріпильних матеріалів, меблів, посуду, господарського начиння; опалювання приміщень та ін.). Сукупність технологічних процесів, завдяки яким деревина та вироби з неї набувають заданих форм, розмірів і властивостей, називають деревообробкою, або деревообробленням. Найчастіше деревообробку здійснюють завдяки механічному впливу різальних інструментів на матеріал.
Навчальний предмет “Технологія столярних робіт“ має на меті всебічний розвиток особистості у процесі засвоєння основ деревообробного виробництва, формування вмінь і навичок обробки деревини та деревинних матеріалів із використанням сучасних технологій.
Основними завданнями предмета є:
— засвоєння засад деревообробної промисловості, вивчення будови, принципів роботи, безпечного використання сучасного обладнання, пристроїв та інструментів;
— формування творчих здібностей у процесі проектування, трудових умінь і навичок під час виготовлення виробів, що мають суспільноокорисне призначення;
— формування культури праці в процесі навчальної діяльності;
— сприяння поглибленню знань у галузі матеріальної культури, розвитку інтересу до результатів практичної діяльності людини, пробудженню бережливого ставлення до навколишнього середовища та продуктів професійної діяльності людини;
— виховання на засадах національних традицій, на прикладах творчості українських майстрів деревообробки, сучасних вітчизняних підприємств деревообробної промисловості;
— сприяння професійному самовизначенню.
Роботи, пов'язані з використанням деревини, діляться на теслярські та столярні. До теслярських відносять зведення стін, перегородок, перекриттів, крокв, ферм, балок, риштувань, підлог, опалубки та інші, а до столярних - виготовлення вікон, дверей, панелей, меблів.
Професія столяр - одна з найдавніших професій у світі, а обробка дерева - одне з перших ремесел, яке опановувала людина. Столяр - багатопрофільна професія. Він виготовляє меблі (м'які, корпусні, офісні), бере участь у будівництві (виготовлення і монтаж дверей і вікон, меблів, що вбудовуються, монтаж перегородок, урізання замків і ручок,
облицювання стін дерев'яними панелями, а також виготовлення різноманітних виробів з дерева: бігових лиж, вішалок, карнизів, свічників і всіляких декоративних предметів).
Столяр працює не тільки з деревом, а і з матеріалами, які замінюють дерево, з різним способом кріплення і монтажу продукції, металевими шурупами, скобами, цвяхами, клеями, матеріалами, необхідними для облицювання, обтягування, обробки, дерев'яних виробів (плівками, лаками, фарбами, тканинами).
Умови праці столяра різноманітні й залежать від виду виконуваних робіт. Якщо столяр бере участь у виготовленні виробу, то, як правило, він працює в приміщенні - в майстерні або цеху. Робоче місце столяра - найчастіше верстат чи сучасні його модифікації. Столяр закріплює дерев'яні заготівки, робить розмітку й обробку виробу відповідно до наявного креслення. Способи обробки деревини: пиляння обробка, зборка. Кожна з цих операцій може виконуватися як уручну за допомогою традиційних інструментів (пилки, рубанка, фуганка, долота, свердла, стамески), так і на спеціальних верстатах. Робочим місцем столяра є ті об'єкти, на яких відбувається монтаж, тому інструмент столяреві доводиться майже завжди носити з собою.
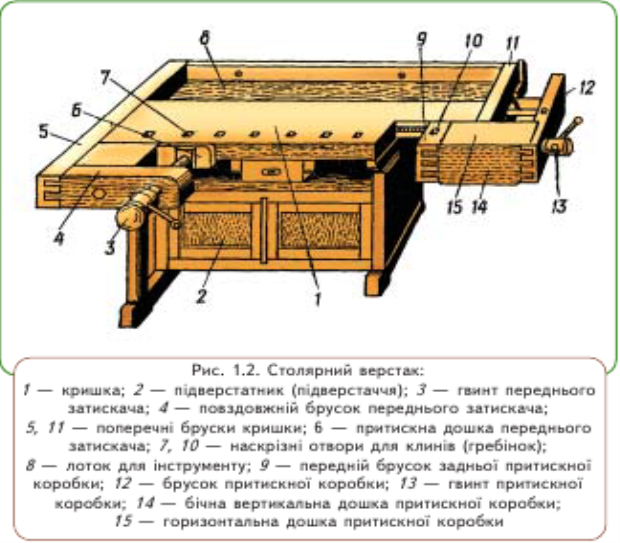
Робоче місце для ручної обробки деревини оснащують столярним верстаком, який може мати різні розміри та конструкцію, бути виготовленим з різних матеріалів.
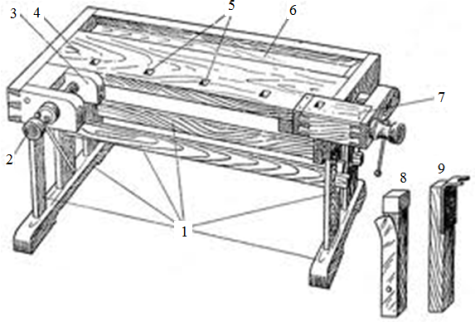
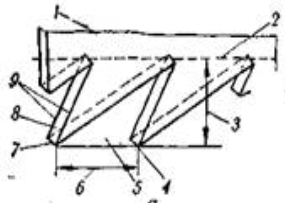
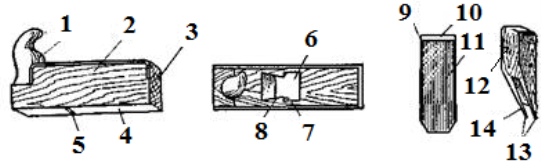
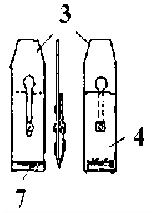
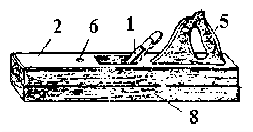
Столярний верстак (мал.1.2)складається з підверстатника і кришки 1. У підверстатнику стояки з’єднані повздовжніми брусками. Для зручності підверстатник іноді обшивають деревинним листовим матеріалом, перетворюючи у шафу для зберігання індивідуальних інструментів і заготовок. Виготовляють підверстатник переважно з м’яких порід деревини. Кришку 1 верстака виготовляють із деревини твердих листяних порід (дубова, букова, березова дошка завтовшки 60…80 мм) і обшивають з неробочих боків брусками 5, 11. У задній (протилежній щодо робітника) частині кришки є лоток (заглибина) 8, у якому розміщують дрібний інструмент. Лоток іноді називають інструментальною дошкою. Кришка повинна бути рівною і чистою. Її покривають оліфою для захисту від ушкоджень.
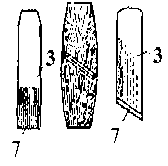
Для кріплення заготовок у верстаку використовують передній притискний гвинт (передній затискач) 3 та задню притискну коробку. Гвинти можуть бути виготовлені з дерева або металу. Висоту столярного верстака добирають або регулюють відповідно до зросту учня. Вона повинна бути такою, щоб можна було доторкнутися долонями до кришки верстака, не нахиляючи тулуб й не згинаючи руки у ліктях.
Основи різання деревини
Під механічною обробкою деревини розуміють спосіб обробки, при якому отримують вироби або їх елементи заданих розмірів і форми без зміни хімічного складу.
Механічна обробка деревини проводиться з порушенням зв'язку між частками деревини (пиляння, стругання, фрезерування) і без порушення зв'язку між ними (гнуття). Основним способом механічної обробки є різання.
Розрізняють наступні способи різання:
-зі стружкоутворенням (пиляння, фрезерування й ін.)
-без стружкоутворення (вироблення шпону, розкрій шпону на ножицях); розколювання деревини (колка дров, клепок, виготовлення драні, тріски).
Найчастіше при механічній обробці деревини застосовується різання зі стружкоутворенням. Обробка деревини різанням проводиться різальним інструментом, що мають один різець (ніж), кілька різців (фрези) і багато різців (пилки).
Процес різання полягає в тому, що під впливом зовнішньої сили різець, що має форму клина, при впровадженні в деревину ріжучою крайкою перерізує волокна й відокремлює їх у вигляді ошурок, стружки. При різанні іноді виходить довга стружка, утворення якої створює на поверхні вирви. Щоб уникнути цього, потрібно стружку надломити, для чого встановлюють стружколом (стружколом у рубанку).
Різець (мал. 2) складається з ріжучої крайки (леза), задньої й бічний граней. Площина, уздовж якої прямолінійно просувається ріжуча крайка різця, називається площиною різання. Кут, утворений передньою й задньою гранями різця, називається кутом загострення, або кутом заточення. Кут, утворений передньою гранню різця й площиною різання, називається кутом різання.
Передній кут утворюється передньою гранню різця й площиною, перпендикулярною площині різання. Задній кут утворюється задньою гранню різця й площиною різання.
Для якісної обробки деревини велике значення має правильний вибір кутів загострення, різання, переднього й заднього. При великому куті загострення потрібно затрачати на різання деревини більші зусилля, а при малих кутах загострення знижується стійкість різця, він швидко затуплюється, лезо мнеться, ламається. Тому для ножів рубанків установлений найбільш вигідний кут загострення 23;..25°, а передній кут залежно від призначення інструмента, характеру матеріалу й виду обробки коливається в межах 43...50.
При різанні деревини відбувається ряд складних явищ, викликаних врізанням різця в деревину й утворенням елементів стружки. Щоб ясніше уявити сам процес різання, його слід розмежувати на елементи. Якщо в процесі обробки деревини різцем, утворюється одна поверхня різання й стружка зрізується з усієї оброблюваної поверхні, різання називається відкритим, якщо виходять дві або три поверхні різання – закритим.
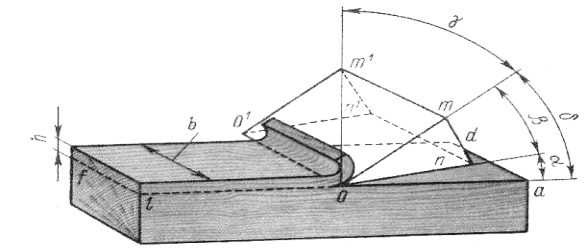
Рис. 2. Елементи різця:
1 - ріжуча крайка (лезо різця), 2 - передня грань, 3- задня грань, 4 - бічні грані, 5 - кут загострення, 6 - кут різання; 7 - задній кут, 8 - передній кут, 9 - ширина деталі.
Розрізняють різання просте (елементарне) і складне. Просте різання є відкритим різанням, при цьому ширина різця більша ширини оброблюваної заготовки (робота гладильними ножами) і шлях ріжучої крайки прямолінійний. Просте різання відбувається при постійній швидкості й товщині стружки.
На відміну від простого складне різання має криволінійну траєкторію й змінну товщину стружки, причому ширина різця (довжина леза) може бути менше ширини оброблюваної заготовки. Стосовно напрямку волокон розрізняють три випадки різання: у торець, уздовж волокон, поперек волокон. При різанні в торець (мал. 3, а) площина й напрямок різання перпендикулярні волокнам деревини - відбувається поперечне перерізання волокон. Стружка сколюється по шарах. При різанні уздовж волокон (мал. 2, б) різець рухається уздовж волокон, при цьому площина різання й напрямок різання паралельні волокнам деревини. Шари легко розділяються, і поверхня виходить гладкою. Форма стружки залежить від товщини шару, що знімається. Товста стружка надломлюється по довжині, а більш тонка виходить у вигляді безперервної стрічки (стругання фуганком).
Різання поперек волокон (мал. 2, в) відбувається при русі різця, при якому площина різання паралельна волокнам деревини, а напрямок різання перпендикулярно їм. При цьому способі різання поверхня виходить шорсткуватою й лише при тепловій обробці (розпарюванні) і при обтиску деревини перед різцем виходить стружка у вигляді безперервної стрічки гарної якості (одержання шпону).
Питома сила різання уздовж волокон приблизно в 2...2, 5 рази менше, чим при різанні в торець. Питомою силою різання називається те зусилля, яке потрібно прикласти до різця певної ширини для зняття шару деревини однакової товщини при однаковій швидкості руху різця.
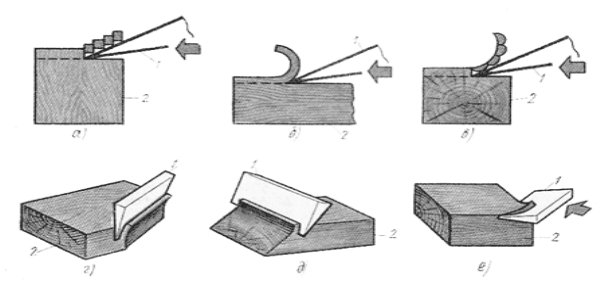
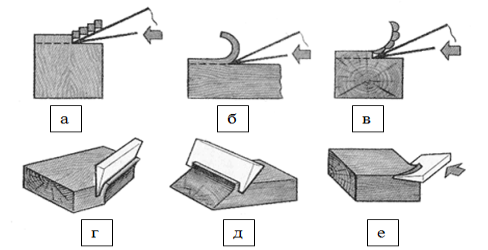
Рис. 3. Способи різання:
а - у торець, б - уздовж волокон, в - поперек волокон, г - торцово-поперечне, д - торцово-поздовжнє, е - поздовжньо-поперечне.
Де: 1 - різець, 2 - деревина
Крім основних випадків різання розрізняють торцово-поперечне (мал. 3, г), торцово-поздовжнє (мал. 3, д), поздовжньо-поперечне (мал. 3, е) випадки різання.
Властивості деревини різних порід різні, тому доводиться затрачати різні зусилля при обробці різних порід. Обробляти деревину сосни легше, чим деревину берези, а деревину берези легше, чим деревину дуба; отже, чим більше щільність деревини; тим сутужніше обробляти її. Менше зусиль затрачається на обробку вологої деревини, тому що її опір руйнуванню нижче, чим сухий
Шорсткість поверхні деревини характеризується числовими значеннями параметрів нерівностей і наявністю або відсутністю ворсистості на оброблених поверхнях.
На шорсткість поверхні деревини впливає швидкість різання. Під швидкістю різання розуміють швидкість руху леза по траєкторії різання (відносна швидкість руху різця), а по швидкості подачі - швидкість, з якою механізм подачі, подає деталь (заготовку) до різального інструменту. Різання деревини відбувається при русі різця по деревині й може проводитися при русі деревини щодо різця. Лінія відносного руху різця називається траєкторією різання.
Дайте відповіді на запитання:
- Розрізняють два способи різання деревини:
- ________________________________________________
- ________________________________________________
- Робоче місце – це _____________________________________________
__________________________________________________________________
__________________________________________________________________
- Різання деревини.
а)_______________________________________________________
б)_______________________________________________________
в)_______________________________________________________
г)_______________________________________________________
д)_______________________________________________________
е)_______________________________________________________
- Для різання деревини застосовують_____________________________
_____________________________________________________________
- Різальну кромку різця називають _______________________________
- Різання називають відкритим якщо______________________________
_____________________________________________________________
- Різання називають закритим якщо_______________________________
_____________________________________________________________
- Фактори, що впливають на силу і шорсткість різання:
1)________________________ 2)________________________
3)________________________ 4)________________________
5)________________________ 6)________________________
7)________________________ 8)________________________
9)________________________ 10)_______________________
11)_______________________ 12)_______________________
13)_______________________ 14)_______________________
9. Столярний верстат складається з:
1)_________________________________________________________________
2)_________________________________________________________________
3)_________________________________________________________________
4)_________________________________________________________________
5)_________________________________________________________________
6)_________________________________________________________________
7)_________________________________________________________________
8)_________________________________________________________________
1.2 Розмітка деревини
Питання для вивчення
- Призначення та роль розмітки.
- Інструмент для розмічання.
- Способи виконання розмітки.
Для одержання якісних і точних заготовок потрібно вибрати лісоматеріали відповідних розмірів і якості (дошки, бруски, бруси). Лісоматеріали необхідно підібрати так, щоб при розкрої на заготовки вийшла мінімальна кількість відходів, причому заготовки повинні бути без неприпустимих дефектів.
При масовому виготовленні деталей у цехах, майстернях, пиломатеріали потрібних розрізів одержують із лісопильних цехів у кратніх по ширині дошках, або в готових брусках. З метою скорочення часу розмітку не роблять, а працюють по упорах або лінійках, викроюючи при цьому дефекти. При роботі на торцювальних верстатах, ставлять відкидні упори, на круглопильных верстатах для поздовжнього розкрою – лінійку.
При виготовленні дерев'яних конструкцій безпосередньо на будівництві потрібно розмічати матеріали, тому що від цього значною мірою залежить одержання якісних і точних заготовок і деталей.
Заготовки розмічають на матеріалі з урахуванням припуску на подальшу обробку, для того, щоб одержати остаточний розмір деталі, відповідний до креслення. Для розмітки й перевірки точності обробки заготовок і деталей використовують наступні вимірювальні й розмічальні інструменти.
Рулетка Р-3 (мал. 4, а) складається із круглого металевого або пластмасового футляра, у якому розташована вимірювальна стрічка довжиною 1, 2, 3, 5, 10, 20, 30, 50, 75 і 100м з нанесеними на ній поділками, вираженими в метрах, сантиметрах, міліметрах. Рулетка використовується для лінійних вимірів, а також для грубої розмітки довгомірних лісоматеріалів. При роботі з рулеткою мірну стрічку виймають із футляра за кільце, що виступає на ободку футляра. Для зворотного змотування стрічки обертають складну ручку, поміщену в центрі на бічній поверхні футляра.
Рівнем (мал. 4, б) перевіряють горизонтальне й вертикальне розташування поверхонь, горизонтальність підлог, балок, прогонів. Він являє собою металевий корпус, у який вставлена запаяна ампула - трубка, наповнена спиртом. У спирті є пухирець повітря, який прагне зайняти верхнє положення. Положення ампули в корпусі відрегульоване так, що пухирець повітря займає середнє положення в трубочці проти оцінки в корпусі, коли він перебуває в строго горизонтальному положенні. У торцях рівня також є ампули - трубки, призначені для перевірки вертикальності площин.
Складаний метр (мал. 4, в) являє собою набір металевих або дерев'яних лінійок з нанесеними на них поділками. Лінійки з'єднуються між собою на шарнірах і легко складаються або розсовуються. Метр служить для лінійних вимірів предметів незначної довжини.
Косинець (мал. 4, г) призначений для перевірки прямокутності елементів будівельних конструкцій. Являє собою підставку, у яку під прямим кутом вмонтована лінійка з поділками. Косинці бувають дерев'яні розміром 250 X 160 X 22 і 500 X 300 X 24мм і металеві розміром 500X240мм.
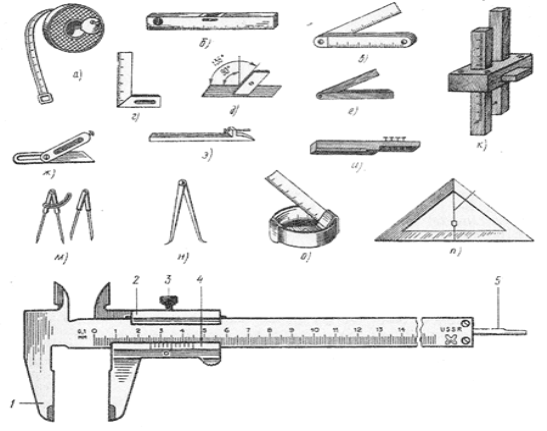
Рис. 4. Інструмент для розмітки:
а - рулетка, б - рівень, в - складаний метр, г - косинець, д - єрунок, е - малка дерев'яна, ж - малка металева, з - отволока, і - скоба, до - рейсмус, л - штангенциркуль, м - циркуль, н - нутромір, о - метр-рулетка, п - рівень зі схилом.
Де: 1 - штанга, 2 - рамка, 3 - затиск рамки, 4 - ноніус, 5 - лінійка глибиноміра
Єрунок (мал. 4, д) призначений для розмітки й виміру кутів 45 і 135°, а також для розмітки з'єднань на "вус". Являє собою підставку - колодку, у яку вставлена лінійка під кутом 45°. Лінійка в єрунка може бути дерев'яною або металевою.
Малка (мал. 4, е, ж) служить для виміру кутів за зразком і перенесення їх на деталь. Складається малка з: підстави, колодки, і лінійки, з'єднуються між собою, шарнірно.
Скобою (мал. 4, і) розмічають при ручному зарізувані шипи й вушка. Вона являє собою дерев'яний брусок, у якому на відстані (Уз) від краю вибрана чверть. У чверть із певним кроком забивають цвяхи гострими кінцями, яких наносять лінії.
Рейсмус призначений для розмітки паралельних ліній; являє собою вилку, гострі кінці якої можуть розсовуватися на потрібний розмір. Рейсмусом (мал. 4, к) наносять риски, паралельні одній зі сторін бруска, деталі. Він являє собою дерев'яну колодку, у якій через два отвори проходять два бруски. На кінці бруска з однієї сторони є гострі шпильки для нанесення рисок. Випускаючи кінець бруска за колодку, установлюють необхідну величину відстані від крайки до риски, тобто лінії розмітки.
Штангенциркулем (мал. 4, л) вимірюють зовнішні й внутрішні розміри деталей і виробів. Найбільше часто застосовується - штангенциркуль ШЦ-1 із двостороннім розташуванням губок для зовнішніх і внутрішніх вимірів і лінійкою для виміру глибин.
Циркулем (мал. 4, м) переносять розміри на пиломатеріали, заготовки й окреслюють кола.
Нутроміром (мал. 4, н) вимірюють внутрішні діаметри отворів.
Метр-рулетку (мал. 4, о) застосовують для більш точного виміру і розмітки будь-яких заготовок по ширині й коротких по довжині. Вона складається з металевого футляра зі спірально покладеної в ньому сталевою стрічкою довжиною 1...2м, на якій нанесені поділки. При натиску на поміщену збоку футляра пружину стрічка вискакує назовні. Змотується стрічка назад у футляр вручну.
Від точності виконання розмітки залежить якість одержуваних елементів, тому її виконують строго відповідно до креслень, які попередньо необхідно вивчити. При розмітці на матеріалі, що заготовлюється, наносять остаточні розміри заготовки або деталі з урахуванням припусків на подальшу обробку. Лінію розмітки називають рискою.
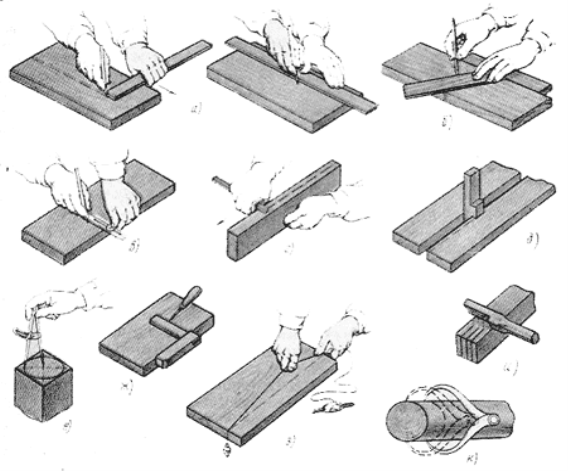
Рис. 5. Прийоми розмітки:
а - лінійкою, б - по єрунку, в - малкою, г - рейсмусом, д - отволокою, е - циркулем, ж - косинцем із шилом, з - мотузкою, і - скобою, к - вимір кронциркулем.
1.3 Пиляння деревини
Питання для вивчення
- Призначення та способи пиляння деревини.
- Профілі зубів пилок.
- Пиляння деревини ручними пилами.
- Контроль якості та безпека праці під час пиляння.
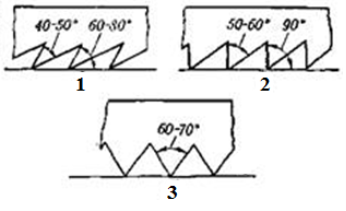
Пиляння - операція поділу деревини на частини за допомогою багаторізцевого інструмента. Для розпилювання лісоматеріалів застосовують ручні або механічні пилки. Пилка являє собою стрічку або диск із розташованими на ній зубами (різцями). Зуби мають наступні параметри: відстань між двома суміжними вершинами становить крок, а відстань між підставою й вершиною - висоту зуба. Для видалення ошурок, що утворюються в процесі пиляння, служить западина (пазуха). Кожний зуб пилки має три ріжучі крайки - одну передню, коротку, і дві бічні. Для поздовжнього розпилювання деревини, зуби пилки, короткою ріжучою крайкою перерізують волокна, а бічними крайками, розділяють волокна між собою по їхньому напрямкові. Зуби цих пилок мають форму трикутника, пряму заточку; ними можна пиляти тільки в одну сторону. У пилок для поперечного розпилювання коротка ріжуча крайка розділяє волокна, а бічні перерізують їх. Зуби мають форму переважно рівнобедреного трикутника й двостороннє заточення, тому ними можна пиляти в обидві сторони
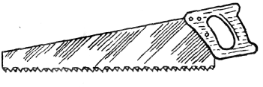
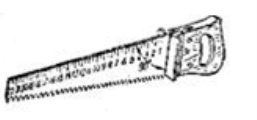
Ручні пилки. До ручних пилок відносяться поперечні дворучні, ножові (ножівки) і лучкові.
Пилки поперечні дворучні (мал.6, а) застосовують для поперечного розпилювання лісоматеріалів. Товщина пил 1,1; 1,4мм. Зуби мають форму рівнобедреного трикутника, заточення косе. Кут загострення (40...45+ 2)°.
Ножові пилки, або ножівки, бувають широкі, вузькі й з обушком. Ножівку широку (мал. 6, б) застосовують для поперечного розкрою брусків, широких дощок і плит. Товщина полотна 1;2мм. Зуби пилки мають форму трикутника, заточення косе. Кут загострення 40°. Ручку роблять із деревини твердих порід.
Ножівка вузька (мал. 6, в) призначена для розпилювання тонких матеріалів і випилювання криволінійних заготовок, а також для наскрізних пропилів. Товщина полотна 1,5мм.
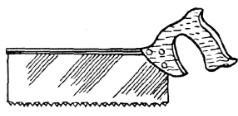
Ножівка з обушком (мал. 6,г) використовується для неглибоких пропилів. Верхня частина полотна має стовщення. Товщина полотна 0,8мм.
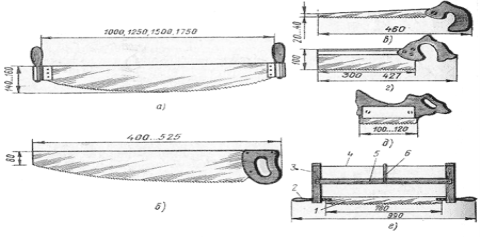
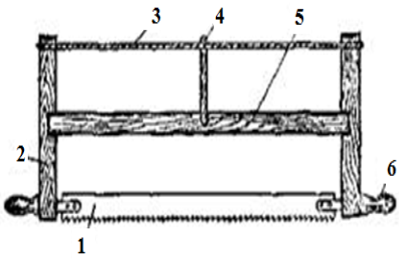
Рис 6. Пилки:
а - дворучна поперечна, б - ножівка широка поперечна, в - ножівка вузька, г - ножівка з обушком, д – ножівка - наградка, е - лучкова пилка;
1 - полотно, 2 - ручки, 3 - стійки або бічні планки, 4 - тятива, 5 - середник, 6 - закручення
Для пропилювання некрізним способом, застосовується ножівка - наградка (рис.6,д). Товщина полотна 0,4...0,7мм. Нею можна випилювати вузькі пази
Лучкові пилки (мал. 6, е) застосовують для поздовжнього й поперечного розпилювання деревини. Вони являють собою дерев'яний верстат (лучок) з деревини твердих порід з натягнутим на ньому полотном 1. Тятива 4 робиться із крученого лляного або прядильного шнура діаметром 3мм.
Лучкові пилки розстібні (розпускні) призначені для поздовжнього розпилювання. Мають полотно шириною 45...55мм, товщиною 0,4...0,7мм, крок зубів 5мм, кут загострення 40...50°, заточення зубів пряме. Поперечні пилки мають ширину полотна 20...25мм, крок зубів 4...5мм, кут загострення 65...80°, форма зубів - рівнобедрений трикутник.
Викружні пилки служать для криволінійного розпилювання. Мають довжину 500мм, ширину полотна 4...15мм, крок зубів 2...4мм, кут загострення 50...60°, зуби із прямим заточенням.
Для зменшення тертя й щоб уникнути заїдання полотна пилки в пропилі, зуби потрібно розлучати. Розлучення зубів пилок полягає в тому, що полотно пилки затискають у лещата й вершини зубів по черзі відгинають від підстави приблизно на % висоти: парні в одну сторону, а непарні - в іншу. При розпилюванні деревини твердих порід зуби розлучають на 0,25...0,5мм, а м'яких порід - на 0,5...1мм. Розлучають зуби за допомогою звичайної або універсальної розводки. Точність розлучення перевіряють шаблоном
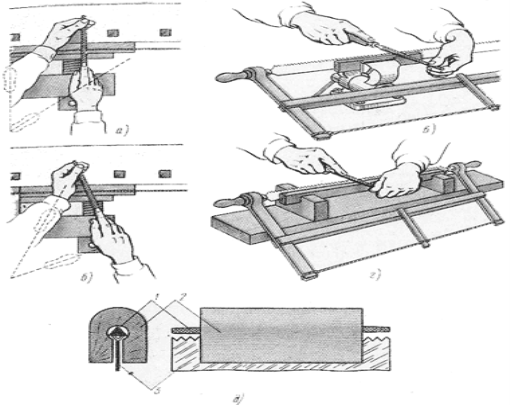
Рис. 7. Заточування й фугування пил:
а - розташування пилоточа при прямому заточенню, б - розташування пилоточа при косому заточенню, в - заточення лучкової пилки, закріпленої в лещатах, г - заточення лучкової пилки, покладеної в дерев'яну колодку, д - фугування пил;
1 - напилок, 2 - колодка, 3 - пила
У процесі пиляння зуби затуплюються, щоб відновити ріжучу здатність зубів, їх заточують напилками (мал. 7. а, г). Заточування потрібно робити рівно, без сильних натисків ( тому що це може викликати перегрів пилки) так, щоб не було заусенців, засинень і ін. Пилки для поперечного розкрою мають косе заточення, тому напилок при їхньому заточуванні тримають під кутом 60...70°. Заточивши через один зуби з одного боку, заточують пропущені зуби з іншої сторони. Вершини зубів, що заточуються, повинні перебувати на одній висоті, тому до заточення зуби вирівнюють по висоті фугуванням, у такий спосіб: у дерев'яну колодку (2) (мал. 7, д) проріз, що має, вставляють тригранний напилок 1, після чого колодку з напилком надягають на пилку (3) і, рухаючи по полотну, вирівнюють вершини зубів.
Процес пиляння
Перед роботою лучковою пилкою перевіряють площину полотна і його натяг. Полотно повинне бути прямолінійним, без перекосів. Стосовно верстата (лучка) його встановлюють під кутом 30° і перевіряють у такий спосіб: лівою рукою тримають за середину, а правою за ручку й дивляться, прищуливши одне око, на полотно пилки. Якщо воно встановлене правильно, полотно буде мати вигляд натягнутої нитки, а якщо невірно, то скручений кінець буде товстішим. Виправляють положення полотна поворотом ручки. У випадку затиску полотна в пропилі перевіряють розлучення зубів.
Дошку, яку потрібно розпиляти уздовж, укладають і закріплюють на верстаті або столі так, щоб частина, що відпилюється, виступала назовні. Потім за допомогою рейсмуса або лінійки намічаються лінію розпилу. Лівою рукою беруть пилку за кінець стійки в тятиві, а правою - за інший кінець стійки полотна, стають перед верстатом (мал. 8, а) і роблять вільні рухи "у розмах", притискаючи пилку до дна розпила при русі її вниз, а при русі нагору ( холостий хід), трохи відводячи її убік. Пиляти потрібно спокійно, рівно, без різких рухів і сильних натисків. У процесі пиляння пилку необхідно тримати вертикально, тому що при її відхиленні пропил виходить не точним.
При поперечнім розпилюванні (мал. 8, б) дошку кладуть на верстат так, щоб відрізок, що відпилюється, звисав з нього. Підтримуючи її лівою рукою, правою беруться за стійку лучкової пилки й перепилюють дошку рівно, без натиску. Перед закінченням розпилювання рух пилки слід злегка сповільнити, а відрізок, що відпилюється, притримати лівою рукою щоб уникнути облому відрізків.
Точне торцювання або розпилювання під кутом проводиться в розпилювальному ящику (мал. 8, в), у бічних стінках якого є пропили, розташовані прямо або під певним кутом.
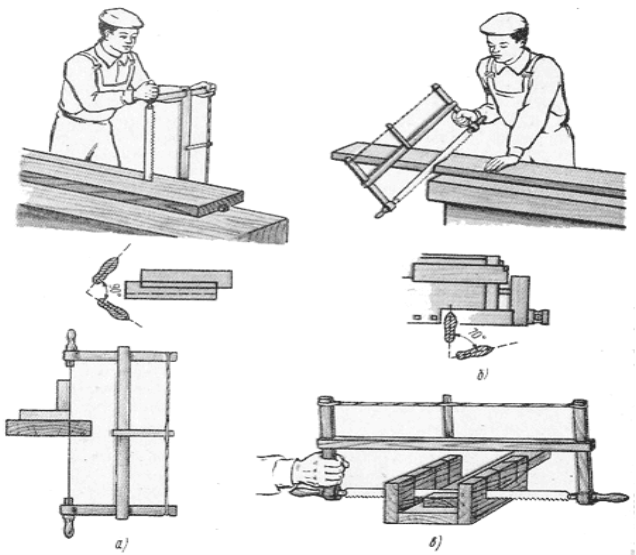
Рис. 8. Розпилювання дощок:
а - поздовжнє, б - поперечне, в - поперечне й під кутом, лучковою пилкою
Механізоване пиляння деревини
Ручне пиляння - трудомістка й малопродуктивна операція. Застосування електроінструмента для розпилювання деревини значно (в 5...10 раз) підвищує продуктивність праці й не вимагає більших фізичних зусиль. Для механізованого розпилювання деревини застосовують дискові й рідше ланцюгові електропилки. Ланцюгові електропилки (ЭП-5КМ, ЭПп ДО6, ДО-5М) служать для поперечного розкрою круглого лісу, брусів, дощок. Різальний інструмент у цих пилках - нескінченний пильний ланцюг, що приводиться в рух від електродвигуна через редуктор. Ланцюг пилки являє собою набір окремих ланок (зубів), з'єднаних між собою шарнірами
Пила ЭПп ДО6 складається з електродвигуна, редуктора, вентилятора, шини з рухливою голівкою й пружинним амортизатором, зірочок (веденої й провідної), вимикача, рукоятки, пильного ланцюга. Робоча довжина ріжучої частини пилки 445мм, швидкість руху ланцюги 5,4 м/с. Потужність 1,7 кВт, напруга 220 В.
Дискові електропилки служать для поперечного й поздовжнього розкрою дощок, брусків; а також для розпилювання під кутом при виконанні різних плотницьких робіт.
Електропилкою ИЭ-5102Б розпилюють деревину товщиною до 70мм, застосовуючи пильний диск діаметром 200мм. Її можна закріплювати на столі, верстаті й використовувати в якості стаціонарного верстата.
Електропилкою ИЭ-5106. розпилюють деревину товщиною до 45мм. Вона має однофазний колекторний електродвигун, виконаний з подвійною ізоляцією, внаслідок чого може застосовуватися в побутових умовах.
Електропилкою ИЭ-5107 (мал. 9) із частотою обертання 2940 про/хв. можна розпилювати деревину товщиною 65мм. Електропилка складається з електродвигуна 2, рукоятки 3, захисного кожуха 6, опорної плити (панелі) із сектором, пильного диска 5 діаметром 200мм і робочої рукоятки 3 з вимикачем. Для розкрою пиломатеріалів на потрібну глибину опорну панель 4 установлюють на необхідний розмір стосовно осі пильного диска. При закріпленні пилки на верстаті її можна використовувати в якості стаціонарного верстата.
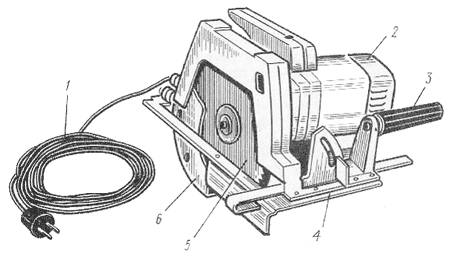
Рис. 9. Пила ручна, електрична, дискова, по дереву:
1 - кабель, 2 - електродвигун, 3 - рукоятка, 4 - панель (плита), 5 - пильний диск, 6 - огородження (кожух).
Перед роботою пильний диск треба оглянути, перевірити правильність розлучення й заточення зубів пили, відсутність тріщин на диску, а також правильність посадки його на шпиндель і кріплення гайкою. Потім перевіряють справність редуктора шляхом провертання пильного диска. Якщо пильний диск обертається легко, редуктор справний, а якщо диск рухається із труднощами, то, очевидно, загустів мастильний матеріал. Для розрідження мастильного матеріалу електропилку включають на холостий хід на 1 хв. Після перевірки роботи пилки вхолосту беруть лівою рукою передню рукоятку електропилки, а правою задню й плавно опускають пилку на оброблюваний матеріал, укріплений на верстаті, столі. Пересувати пилку по матеріалу потрібно прямолінійно й рівно, без поштовхів і перекосів. При швидкому русі пилки по матеріалу може заклинитися пильний диск, перевантажитися електродвигун, що приведе до виходу його з ладу.
При заклинюванні пильного диска в матеріалі необхідно електропилку небагато відсунути назад і тільки після звільнення пильного диска, коли він набере потрібну частоту обертання, продовжити пиляння. Якщо при заклинюванні пильний диск зупиниться, треба негайно виключити електродвигун. Пересувати пилку по матеріалу треба так, щоб пильний диск направлявся строго по розмітці. По закінченню роботи електропилку відключають від мережі, очищають гасом, змазують і кладуть на зберігання.
До роботи з електропилками допускаються робітники, що добре вивчили правила безпечних умов праці. До роботи перевіряють справність електропилки, надійність ізоляції, якість заточення пильного диска, міцність кріплення його до шпинделя, правильність установки й кріплення панелі, справність кожухів. На нерухомій частині кожуха з боку шпинделя повинен бути зазначений напрямок обертання. Електропилка повинна бути надійно заземлена. Працювати нею можна тільки в сухому приміщенні. Ручки ручних пилок повинні мати гладку поверхню, без надривів і сучків. Зберігати пилки потрібно в шафах, залишати їх на верстатах або столах заборонено.
Дайте відповіді на запитання:
- _________________________________- це процес закритого різання, що здійснюється багаторізцевими інструментами – пилками.
- Пилка – це ___________________________________________________
______________________________________________________________
- Елементи пилок:
1)__________________________________
2) __________________________________
3) __________________________________
4) __________________________________
5) __________________________________
6) __________________________________
7) __________________________________
8) __________________________________
9) __________________________________
- Кути зубців пилки для розпилювання:
1) _____________________________________________________________
2) _____________________________________________________________
3) _____________________________________________________________
 5. Лучкова пилка:
5. Лучкова пилка:
1)______________________
2) ______________________
3) ______________________
4) ______________________
5) ______________________
6) ______________________
6.Залежно від виду різання застосовують такі кути різання:
для поздовжнього —__________________________________
для змішаного — _____________________________________
для поперечного — ___________________________________
7. Призначення розводок:
а) ________________________________________________________________
б) ________________________________________________________________
8. Якість полотна пилки можна перевірити:____________________________
__________________________________________________________________
______________________________________________________________
__________________________________________________________________
9. Види ножівок:
|
№ п/п |
Зображення інструменту |
Характеристика |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

- Розводки для пилок:
|
№ п/п |
Зображення інструменту |
Назва інструменту |
№ п/п |
Зображення інструменту |
Назва інструменту |
|
|
|
|
2. |
|
|
|
3. |
|
|
4. |
|
|




1.4 Стругання деревини
Питання для вивчення
- Інструменти для ручного стругання.
- Будова рубанка.
- Підготовка інструмента до роботи.
- Види стругання. Безпека праці під час стругання.
Після розпилювання заготовки мають пропили, шорсткості, покоробленість. Усі ці дефекти усувають струганням. Крім того, при струганні заготовкам надають потрібну форму. Стругання - операція різання деревини ножами, при якій траєкторією різання є пряма, що збігається з напрямком робочого руху. Стругають деревину ручним або механізованим інструментом.
Інструменти для ручного стругання.
Рубанок (мал. 10) являє собою дерев'яний корпус 1, у який вставлений ніж 5, що закріплюється клином 4. Ніж 5 вставляють у гніздо (льоток) 3 корпуса під кутом 45°.
У підошві 8 рубанка є вузький проріз - проліт шириною 5,7...6,2мм, через яку за підошву виступає лезо ножа. При грубім струганні лезо випускають на 1...3мм, при чистому - на 0,1...0,3мм. З боків льотка 3 роблять заплічка для обпирання клина 4. Для зручного просування рубанка по матеріалу є ріг 2. Підошва 8 рубанка повинна бути гладкою й рівною. У зв'язку з тим, що підошва рубанка працює на стирання, у ній роблять вклейку з деревини твердих порід - граба, клена, ясена, бука й др.
Рубанок з одиночним ножем (мал. 10, а) застосовують для первинного стругання деревини й для стругання її після обробки шерхебелем.
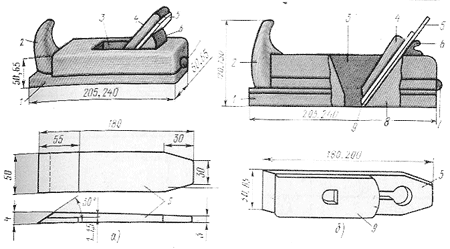
Рис. 10. Рубанки:
а - з одиночним ножем, б - з подвійним ножем;
1 - корпус, 2- ріг, 3 - улітку, 4 - клин, 5 - ніж, 6 -упор, 7кпробка, 8 - підошва, 9 - стружколом.
Рубанок з подвійним ножем (мал. 11,6) використовується для чистового стругання деревини, Ним можна також застругувати торці, що мають задири, і криві поверхні деревини. На відміну від рубанка з одиночним ножем він має крім ножа стружколом 9, яким надломлюється стружка.
Шерхебель (мал. 11) служить для первинного, грубого стругання деревини. Після стругання шерхебелем поверхня деревини виходить нерівною, зі слідами поглиблень у вигляді жолобків. Це викликане тим, що лезо ножа має овальну форму. При роботі ніж випускають до 3 мм.
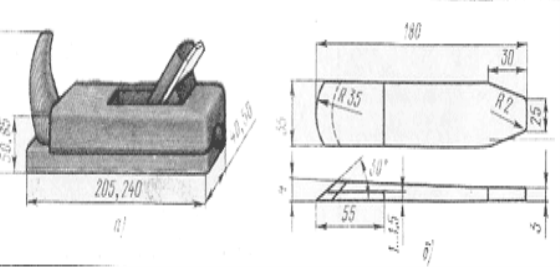
Рис. 11. Шерхебель:
а - загальний вид, б-шерхебельний ніж
Фуганок (мал. 12) служить для остаточного чистового стругання, вирівнювання більших поверхонь і прифугування окремих деталей. Він довший рубанка майже в три рази, що дозволяє стругати довгі поверхні. Ніж фуганка має довжину 200мм, ширину 65мм. Більш короткі заготовки стругають напівфуганком, який має корпус довжиною 530мм, ніж шириною 50мм і довжиною 180мм. У фуганка в передній частині знаходиться пробка для вибивання ножа з льотка. Для цього по ній треба вдарити киянкою.
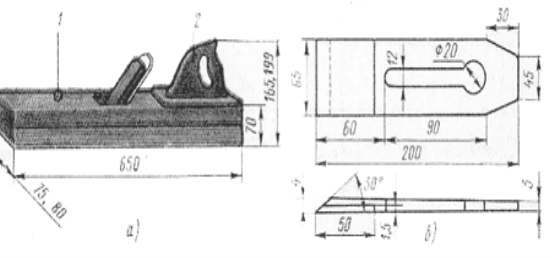
Рис 12. Фуганок:
a - загальний вид, 6 - ніж фуганка; 1 - пробка, 2 - ручка
Для зачищення деревини, що має задири застосовують рубанок з укороченим корпусом - шлифтик. Шлифтик має вузьку щілину (шириною 5мм) і збільшений передній кут (60°), внаслідок чого при роботі ним знімається тонка стружка, і поверхня деревини чистіше обробляється.
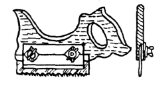
Для профільного стругання застосовують зензубель, фальдгебель, шпунтубель і інші рубанки.
Зензубелем (мал. 13) вибирають чверті, фальци й зачищають їх. Наявність у корпусі бічного отвору забезпечує вільний вихід стружки. Ножі в зензубеля за формою нагадують лопатку.

Рис. 13. Зензубель:
а - загальний вид, б - зензубель
Фальцгебель (мал. 14, а) призначений для відбору й зачищення четвертей і має на відміну від зензубеля східчасту підошву
Шпунтубелем (мал. 14, 6) вибирають пази - шпунти на крайках і пласти деталей. Він складається із двох корпусів, з'єднаних гвинтами, причому в одному з корпусів закріплюють ніж.
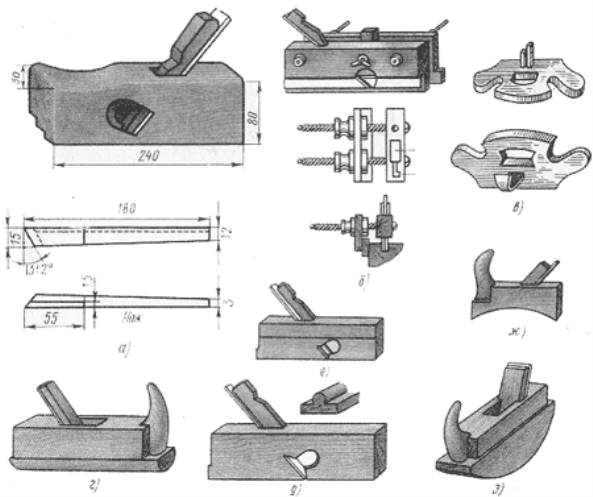
Рис. 14. Ручний інструмент для профільного стругання:
а - фальцгебель, б - шпунтубель, в - грунтубель, г - жолобник, д - штап, е - кальовка, ж - горбач із увігнутим корпусом, з - горбач із опуклим корпусом
Грунтубелем (мал. 14, в) зачищають трапецієподібні пази.
Жолобником (мал. 14, г) утворюють жолобки різної ширини або глибини з різним радіусом закруглення.
Штап (мал. 14, д) призначений для утворення закруглень на крайках.
Кальовкою (мал. 14, е) роблять профільну обробку деталей. Підошва кальовки має форму, дзеркальну (зворотну) формі профілю деталі.
Горбачем (мал. 14, ж, з) стругають увігнуті й опуклі поверхні.
Підошви корпусів рубанків і фуганків роблять із деревини граба або ясена, а верхню частину корпуса, ріг, упор, клин, ручку, пробку - із прямошаруватої деревини берези, бука або клена 1го сорту вологістю 8...10%. Деревина із гнилизною й червоточиною не допускається.
Ручне стругання
Перед роботою інструмент треба налагодити: заточити ніж так, щоб він був без заусенців, засинень і інших дефектів, міцно закріпити його в корпусі випустити лезо за підошву рівно, без перекосу. Правильність випуску леза перевіряють, піднімаючи рубанок нагору на рівень очей. Якщо лезо буде видне як вузька смуга або нитка, то ніж "досаджений" правильно (мал. 15).
Рис. 15. Налагодження рубанка:
а - положення рубанка при закріпленні або ослабленні ножа, б - положення молотка при ударі по торцю рубанка для ослаблення або закріплення ножа,
в - положення рубанка при установці або вилученні ножа, г - перевірка правильності випуску ножа за підошву корпуса "на око"
Розбирають рубанок у такий спосіб: беруть рубанок у ліву руку й, злегка вдаряючи киянкою або молотком по торцю (хвостовому), послабляють клин. При закріпленні ножа із клином ударяють киянкою по лобовій частині корпуса
Ножі точать (мал. 16) на точилах коррундовим або пісковиковим кругом. Ніж тримати прямо, без перекосів, рівномірно притискаючи його до круга. При заточенні ножа треба зберігати кут загострення, лезо повинне бути прямолінійним, без перекосів. Після заточення, наявні на лезі заусенці, зазубрини знімають бруском, роблячи ножем кругові рухи й рівномірно притискаючи його до бруска. Кут загострення перевіряють шаблоном, а прямолінійність - лінійкою або косинцем.

Рис. 16. Заточення ножів для рубанків:
а - положення ножа при заточенні його на мокрім точилі, б - заточення на абразивному бруску прямолінійними рухами, в - те ж, круговими рухами, г - положення ножа при роботі на бруску, д - перевірка заточення лінійкою;
1, 2 - неправильно, 3 - правильно; е - перевірка леза "на око".
Перед роботою оглядають оброблювану заготовку й у випадку її придатності закріплюють на верстаті так, щоб напрямок волокон збігся з напрямком стругання. Потім треба встати до верстата впівоберта, поставивши ліву ногу уздовж верстата злегка вперед, а праву стосовно лівої ноги під кутом 70°. При такому положенні ніг і невеликому нахилі корпуса вперед працювати більш зручно. Стругати потрібно рухом рук у повний розмах, рівномірно натискаючи на корпус інструмента. Правою рукою тримають хвостову частину, лівоїю– ріг.
При струганні рубанком (мал. 17, а) злегка натискають лівою рукою на передню частину, правою - на задню частину, а перед закінченням стругання, тобто наприкінці оброблюваної заготовки, слід більше натискати правою рукою, щоб не "завалити" кінець заготовки.
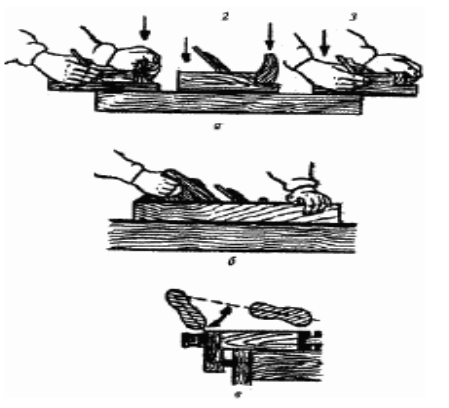
Рис.17.Прийоми стругання рубанком та фуганком.
Якщо заготовка має грубу й шорсткувату поверхню, то її спочатку обробляють шерхебелем, потім рубанком з одним ножем, а для одержання більш чистої поверхні - рубанком з подвійним ножем
При роботі фуганком (мал. 17,6) правою рукою беруть за ручку, а лівою підтримують корпус фуганка недалеко за пробкою. Простругавши фуганком одну ділянку деталі по ширині, переходять до обробки іншої ділянки.
При струганні в торець спочатку стругають із одного торця заготовки від себе до її середини, а потім з іншого торця на себе. При цьому способі стругання, отщепів і відколів на поверхні й на крайках не утворюється.
Чверті відбирають зензубелем. Спочатку роблять розмітку, потім початкове зарізання 1, відборку 2 і зачищення 3 чверті.
Крім дерев'яних рубанків, для стругання деревини застосовують рубанки з металевим корпусом (мал. 18). У корпус 1 вставлений ніж 4, що закріплюється гвинтом 3. Ріг 2 і ручку 5 роблять із деревини. Величину шару, що знімається, деревини (стружки) регулюють вильотом ножа. Для цього потрібно звільнити гвинт 3 і перемістити ніж 4 нагору або вниз на потрібну величину, а потім знову закріпити гвинт.
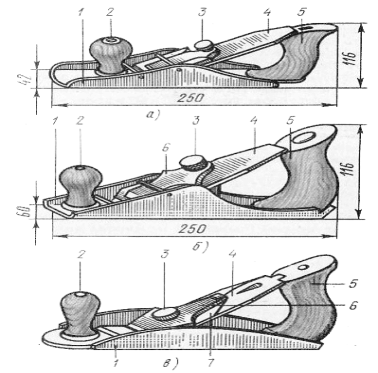
Рис. 18. Металеві рубанки:
а - шерхебель, б - рубанок з одиночним ножем, в - рубанок з подвійним ножем;
1 - корпус, 2 – ріг рукоятка, 3 - гвинт, 4 - ніж, 5 - ручка, 6 - притиск, 7 - підстава під ніж
Механізовану обробку деревини роблять ручним електрифікованим інструментом - електрорубанками ИЭ-5705, ИЭ-5701А, ИЭ-5706, ИЭ-5707А.
Електрорубанок ИЭ-5701А (мал. 19) складається з електродвигуна, що приводить в обертання через клиноремінну передачу ножовий вал. Опорними поверхнями рубанка є передня рухлива й задня нерухома панелі (лижі). У ножовому валу кріпляться два ножі.
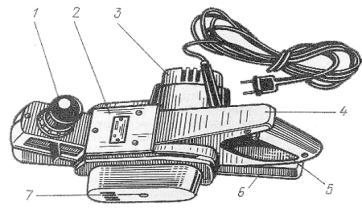
Рис. 19. Рубанок ручний електричний ИЭ-5701А:
1 - передня рукоятка, 2 - кришка, 3 - електродвигун, 4 - корпус, 5 - рукоятка з курковим вимикачем, 6 - панель (лижа), 7 - пасова передача
У рукоятці, за допомогою якої рубанок пересувається по оброблюваній поверхні, розташований курок. Глибину стругання до 2мм регулюють клином і гвинтами. Ширина стругання 75мм. Частота обертання ножового вала 12000 про/хв. Швидкість подачі до 4м/хв. Рубанок вібробезпечний, тобто не підданий вібрації при роботі.
Перед роботою потрібно перевірити правильність заточення й установки ножів. Леза ножів повинні бути одинаково випущені, і перебувати на одному рівні з нерухомою задньою панеллю. Маса ножів повинна бути однаковою. Кріпити ножі до ножового - валу потрібно міцно. Електрорубанок повинен бути заземлений, виправляти або регулювати його можна тільки після відключення від електромережі
Працюють електрорубанком у такий спосіб. Включають штепсельну вилку в мережу, після чого натиском на курок включають електродвигун і, коли ножовий вал досягне потрібної частоти обертання, електрорубанок акуратно опускають на оброблюваний матеріал. Матеріал, що підлягає обробці, повинен бути очищений від пилу, бруду, снігу. Електрорубанок потрібно подавати повільно, щоб при зіткненні з деревиною не відбулося різьбленого поштовху, рівномірно, без великих зусиль на рукоятку. Зусилля працівника повинне бути витрачене лише на просування електрорубанка. Електрорубанок просувають по матеріалу по прямій лінії, без перекосів, стежачи за тим, щоб під панелі не попадали стружка й ошурки.
Після першого проходу (якщо потрібно обробку вести повторно, або на місці, що перебуває поруч із обробленою ділянкою) електродвигун слід виключити, із виключеним електрорубанком вернутися у вихідне положення, після чого включити електродвигун і почати обробку. При роботі потрібно уважно стежити за тим, щоб електродвигун не перегрівався. Перегрів електродвигуна викликається сильним натиском на електрорубанок. Якість фрезерування (стругання) по довжині й по торцю перевіряють косинцем (мал. 20, а, б), причому обробку бруска перевіряють у декількох місцях: на кінцях деталі й у середині, а в більш довгих деталях - і в інших місцях ( між серединою й кінцями деталі). Перевірка "на око" (мал. 20, в) вимагає великої навички.
Досвідчений тесля бере брусок у руки й піднімає, установлюючи його проти світла на рівні очей. Нерівності, отримані внаслідок неякісної обробки, виявляються по легкій тіні, яка на бруску буде видатися темними плямами
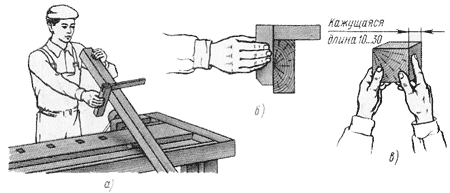
Рис. 20. Приймання перевірки якості стругання:
а - косинцем по довжині бруска, б - косинцем по торцю, в - "на око" проти світла
Якість профільної обробки перевіряють шаблонами й візуально. Поверхня деревини повинна бути гладкою, без шорсткості, задирів, виколів і вирв. При ручному струганні матеріал повинен бути добре закріплений і щільно, без прогинів, прилягати до стола верстата.
При роботі електрорубанком потрібно стежити за тим, щоб струмоведучі частини були надійно захищені, усі електричні з'єднання (штепсельна вилка й приєднання до рубанка) мали надійну ізоляцію.
До роботи з електрифікованим інструментом допускаються робітники, що пройшли курс навчання правилам експлуатації інструмента, та мають посвідчення на право роботи.
При роботі потрібно стежити за тим, щоб під різальний інструмент не попадали металеві предмети.
У сирих, мокрих приміщеннях працювати електроінструментом потрібно в гумових рукавичках і галошах, а в сухих користуватися тільки гумовими рукавичками або стояти на гумовому килимку. Включати електроінструмент у мережу можна тільки перед самим початком роботи, а по закінченню роботи його слід негайно виключити.
Дайте відповіді на запитання:
- _________________________________- це процес різання, при якому площина різання збігається з оброблювальною поверхнею.
- Будова ручного рубанка:
1)_________________________________
2) _________________________________
3) _________________________________
4) _________________________________
5) _________________________________
6) _________________________________
7) _________________________________
8)_________________________________
9) _________________________________
10) ________________________________
11) ________________________________
12) ________________________________
13)________________________________
14) ________________________________
3. На які дві групи поділяють рубанки?
1)_____________________________________________________________
2)_____________________________________________________________
 4. Поставте відповідний номер в клітинку:
4. Поставте відповідний номер в клітинку:
|
№ |
ударна кнопка |
№ |
стружколам |
|
|
клинок для кріплення ножа |
|
колодка |
|
|
ніж |
|
ручка |
|
|
різальна кромка |
|
фуганок |
5. Як підготувати стругальні інструменти до роботи?
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
6. Назвіть інструменти для стругання плоских поверхонь деревини:
1)________________________________
2) ________________________________
3) ________________________________
4) ________________________________
5) ________________________________
6) ________________________________
7) ________________________________
8)________________________________
9) ________________________________
7. Назвіть інструменти для стругання профільних поверхонь:
1)________________________________
2) ________________________________
3) ________________________________
4) ________________________________
5) ________________________________
6) ________________________________
7) ________________________________
8)_________________________________
9) ________________________________
10) _______________________________
11) _______________________________
12) _______________________________
- Дайте назву інструментам та заповніть вільні колонки в таблиці:
|
Ручний інструмент для профільного стругання. |
Ручний інструмент для стругання плоских поверхонь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 2
2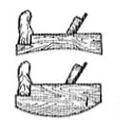 3
3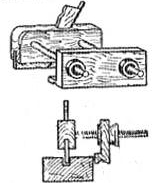 4
4 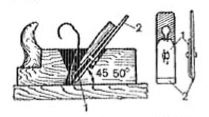 5
5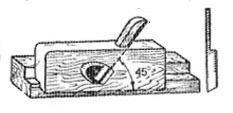 6
6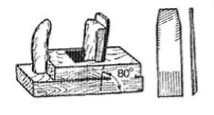 7
7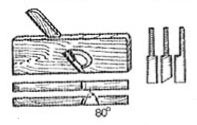 8
8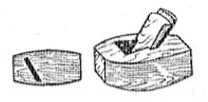 9
9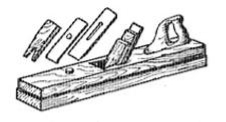
1.5 Довбання й різання деревини
Питання для вивчення
- Інструменти і пристосування для довбання.
- Види доліт і столярних стамесок.
- Технологія виконання довбання та різання деревини стамесками.
- Безпека праці під час довбання та різання деревини.
Для вибірки гнізд, пазів, шипів і інших робіт застосовують долота.
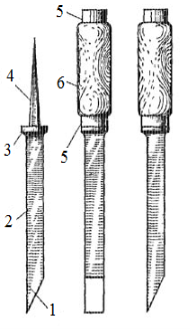
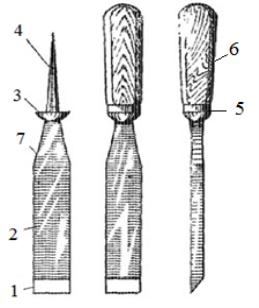
Долота бувають теслярськi (мал. 21, а) і столярні (мал. 21, б). Рукоятки 2 доліт виготовляють із деревини - дуба, клена, бука, граба, білої акації, ясена. Деревина рукоятки повинна бути без тріщин, гнилизни й червоточини вологістю до 12%. Рукоятки можуть виготовлятися з ударотривкої пластмаси
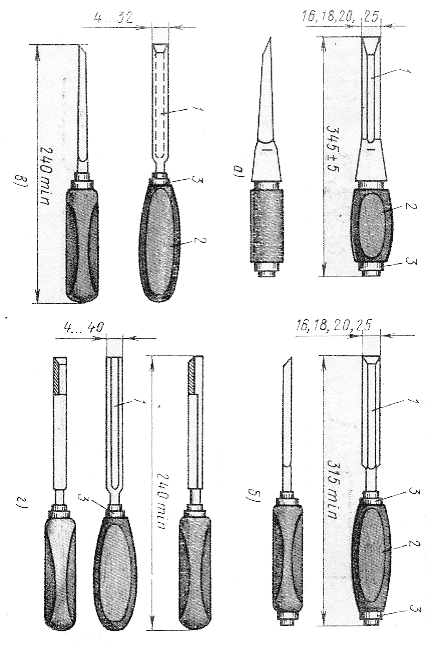
Рис. 21. Долота й стамески
а - теслярськi долота, б - столярні долота, в - плоскі стамески, г - напівкруглі стамески
Леза доліт мають однобічну заточку. Вони повинні бути добре заточені; завали й вищерблювання на ріжучих крайках неприпустимі.
Для вибірки й зачищення пазів, гнізд, шипів і зняття фасок застосовують плоскі стамески (мал. 21, в), а для вибірки закруглених шипів і обробки ввігнутих і опуклих поверхонь - напівкруглі стамески (мал. 21, г).
Рукоятки стамесок виготовляють із деревини тих же порід, що й рукоятки доліт. Вони повинні мати ковпачок. Хвостовик стамесок, доліт повинен мати форму, що забезпечує надійне кріплення полотна в рукоятці.
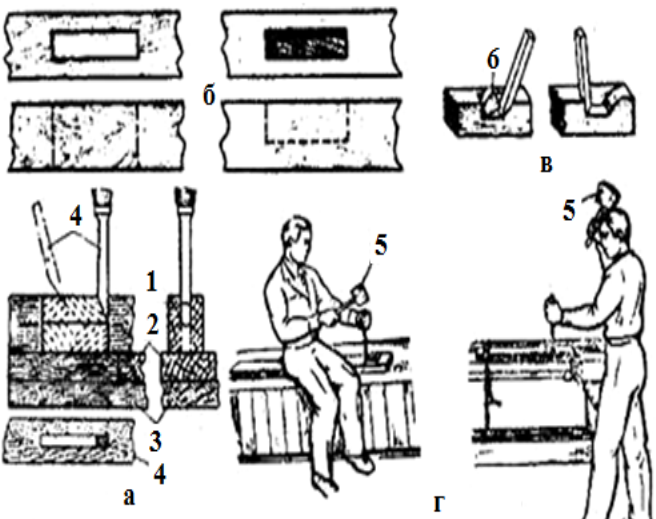
Долотами гнізда вибирають по розмітці, причому при довбанні наскрізних гнізд розмітку наносять по обидва боки деталі (мал. 22, а), ненаскрізних - з однієї сторони (мал. 22, б). Оброблювану деталь укладають на столі або верстаті й закріплюють її. При видовбуванні наскрізних гнізд щоб уникнути псування кришки стола верстата під деталь підкладають відрізок бракованої дошки. Ширина лез доліт повинна відповідати ширині обираних гнізд.
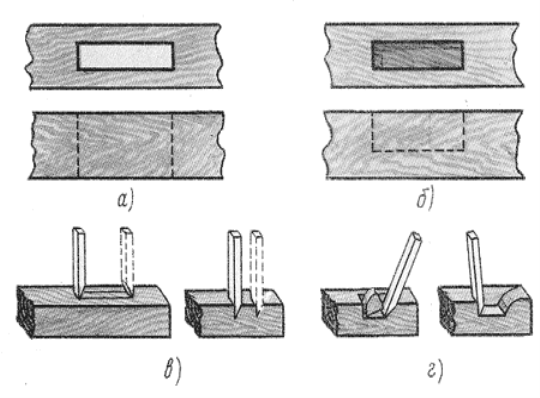
Мал.22. Довбання гнізда.
Довбання гнізда починають так: долото встановлюють фаскою, зверненою усередину, на розмічену риску й легкими ударами киянки по ручці поглиблюють його в деревину (мал. 22, в). Потім долото витягують, ставлять, трохи відступаючи, усередину гнізда (мал. 22, г) і знову вдаряють киянкою по ручці. Потім, погойдуючи його, виймають деревину й у такий спосіб продовжують довбання. При довбанні наскрізних гнізд деревину вибирають спочатку з однієї сторони гнізда, а потім, повернувши деталь, - з іншої. Робота стамескою показана на мал. 23.
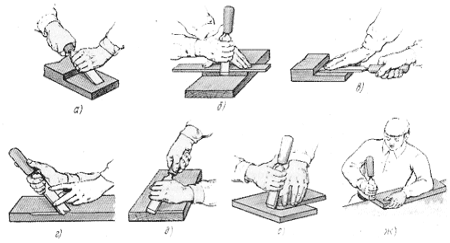
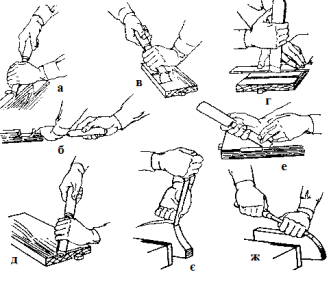
Рис. 23. Робота стамескою:
а - зачищення підтятих місць, б - поперечне підрізування, в - підрізування уздовж волокон, г - зняття часткової фаски, д - зняття фаски з торця, е - зачищення торця, ж - різання з-під плеча
Щоб уникнути одержання травм при роботі стамескою не можна різати в напрямку на себе, у висячому положенні, з упором деталі на груди й у тому випадку, коли деталь лежить на колінах. При різанні стамескою пальці лівої руки повинні завжди перебувати позаду леза.
Механізоване довбання роблять электрозадовбувачами. Ними вибирають гнізда прямокутної форми, пази й ін. На (мал. 24) показаний электрозадовбувач ИЭ-5601А. На кінці вала ротора укріплена провідна зірочка, що передає рух довбальному ланцюгу 1. До переднього щита электрозадовбувача кріпиться напрямна лінійка 8. Регулюють глибину довбання обмежником ходу. Опускання й автоматичний підйом лінійки здійснюють по напрямних стовпчиках 2.
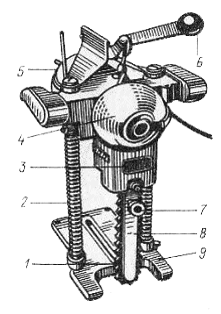
Рис. 24. Электрозадовбувач ИЭ-56 ПРО1А:
1 - ланцюг, 2- напрямний стовпчик із пружиною, 5 - щит, 4 - електродвигун, 5-кожух, 6 - важільне пристосування (рукоятка), 7-гвинт, 8 - напрямна лінійка, 9 – підставка.
Электрозадовбувачем можна вибирати пази розміром 8X40X100; 12X60X160; 16X60X160; 20X60X160мм. Швидкість різання 6,1 м/с, частота обертання 2800 об/хв. Крім цього застосовують электрозадовбувачі ИЭ-5602, ИЭ-5606.
Залежно від розміру оброблюваних гнізд, пазів установлюють потрібного розміру лінійки й ланцюги.
До роботи ланцюг заточують, після чого надягають на лінійку й зірочку. Электрозадовбувач установлюють так, щоб ланцюг перебував над обраним гніздом. Після включення електродвигуна натисканням на важільне пристосування, воно опускається разом з лінійкою й ланцюгом униз. Опускати ланцюг потрібно рівно, без поштовхів, щоб він вдовбувався в деревину рівномірно. При виході ланцюга із гнізда потрібно стежити за тим, щоб на крайках деталей не було заколів, вирв, які утворюються при швидкому вийманні ланцюга із гнізда.
Дайте відповідь на запитання:
- Долото – це ___________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
2. Будова долота:
1)____________________________________________
2) ____________________________________________
3) ____________________________________________
4) ____________________________________________
5) ____________________________________________
6) ____________________________________________
3. Кут загострення різця долота становить:__________
______________________________________________
4. Як називають вузькі долота? ___________________
______________________________________________
5. Видовбуючи наскрізні гнізда, розмітку роблять…
_________________________________________________________________
6.Ширину долота беруть залежно від … _______________________________
_________________________________________________________________
7. Прийоми довбання долотами:
1.____________________________
2. ___________________________
3. ___________________________
4.___________________________
5. ___________________________
6. _________________________
А.___________________
Б. ___________________
В. ___________________
Г. ___________________
8. Стамески – ______________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
2. Будова стамески:
1)_________________________________
2) ___________________________________
3) ___________________________________
4) ___________________________________
5) ___________________________________
6) ___________________________________
7)__________________________________
3. Кут загострення стамесок становить:_____________________________
_____________________________________________________________
4. Плоскі стамески застосовують для__________________________________
_________________________________________________________________
_________________________________________________________________
_________________________________________________________________
5. Півкруглими стамесками видовбують _________________________________________________________________
_________________________________________________________________
6. Прийоми роботи стамесками:
 а)______________________________________________________________
а)______________________________________________________________
б)______________________________________________________________
в)______________________________________________________________
г)______________________________________________________________
д)______________________________________________________________
е)______________________________________________________________
є)______________________________________________________________
ж)___________________________________________________________________
- Ручне свердління деревини
Питання для вивчення
- Призначення свердління.
- Інструмент для свердління.
- Технологія свердління отворів.
- Вимоги до якості робіт. Безпека праці під час свердління.
Круглі циліндричні отвори для круглих шипів, нагелів, болтів вибирають свердлами, які складаються з хвостовика, стрижня, різальної частини та елементів для відведення стружки. Для свердління застосовують перові, центрові, гвинтові, спіральні свердла.
Перові свердла (рис.25,д) мають жолобчасту форму: з їх допомогою вибирають отвори переважно під нагелі. Жолобок служить також для відкидання стружки. Оскільки він не може повністю відкидати стружку назовні, то для запобігання перегріву його доводиться часто виймати з отвору, який просвердлюється в деревині. Через це отвори виходять не чистими й не достатньо точними. Свердла бувають довжиною 100 – 170 мм, діаметром 3- 16 мм з градацією 1- 2 мм.
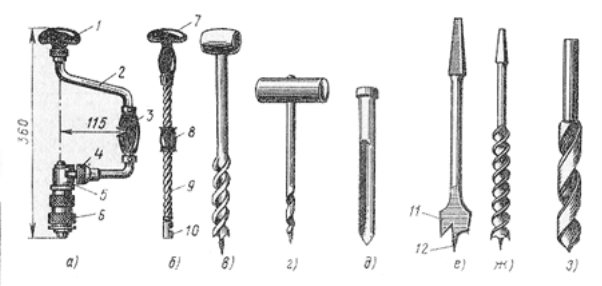
Рис. 25. Ручний свердлильний інструмент:
а - коловорот, б - сверлилка, в - бурав, г - буравчик, д - перове свердло, е - центрове свердло , ж - гвнтове свердло, з - спіральне свердло;
1 - нажимна головка, 2 - колінчатий стрижень, 3 - ручка, 4 - кільце – перемикач 5 - храповий механізм, 6, 10 - патрон, 7 – головна ручка, 8 - нарізна ручка, 9 - спіральний стрижень, 11 - підрізувач, 12 - центр.
Центровими свердлами (рис.25,е) просвердлюють наскрізні та неглибокі отвори, розташовані впоперек волокон. Просвердлювати глибокі отвори цими свердлами важко через затруднене відкидання стружки. Працюють свердлами лише в одну сторону. Свердло являє собою стрижень, який завершується внизу різальною частиною, яка складається з підрізальника, леза та направляючого центру (вістря). Діаметр центрових свердл 12–50 мм, довжина залежно від діаметра – 120–150 мм. Під час роботи цими свердлами потрібно робити нажим, бо без цього вони не будуть занурюватись у деревину.
Свердла гвинтові (рис.25,ж) застосовують для свердління глибоких отворів упоперек волокон. Кінець свердла має гвинт із дрібною різьбою. Під час свердління отвори виходять чистими, бо по гвинтових каналах стружка видаляється легко. Діаметр свердл 10–50 мм, довжина 40–1100 мм.
Спіральні свердла (рис.25,з) в залежності від форми різальної частини бувають з конічною заточкою або з центром и підрізальником. Для відведення стружки стрижень має канавки, розташовані по гвинтовій лінії. Свердла с центром і подрізувачем виготовляються діаметром 4–32 мм, а з конічною заточкою – діаметром 2–6 мм (коротка серія) та 5–10 мм (довга серія). Свердла приводяться в дію за допомогою коловорота або свердлилки. Коловорот застосовують для свердління отворів під час виконання теслярських та опалубочних робіт, а також використовують для загвинчування та вигвинчування шурупів, при склінні та інших видах робіт.
Коловорот з трещіткою (рис.25,а) являє собою колінчастий стрижень, посередині якого знаходиться ручка для обертання. На одному кінці колінчастого стрижня розташований патрон для кріплення свердл, на другому – натискна головка. Коловорот з трещіткою може обертатися вправо і вліво, напрям обертання встановлюється кільцем- перемикачем. Кулачки патрона повинні забезпечувати надійне закріплення інструментів. Коловоротом можна загвинчувати болти, шурупи, для цього в патрон вставляють відповідно гайкові торцові ключі (квадратні й шестигранні), викрутки. В коловороті можна кріпити свердла з діаметром хвостовика до 10 мм. Для загвинчування шурупів у коловорот вставляють викрутки. Коловорот, який складається з колінчастого стрижня, чотирьохкулачкового патрона, кільця- перемикача, виготовляють з конструкційної стали. Усі деталі коловорота мають захисне гальванічне покриття.
Отвори діаметром до 5 мм висвердлюють сверлилкою.
Сверлилка (рис.25,б) являє собою стрижень з гвинтовою нарізкою, на який надіта ручка. На одному кінці стрижня розташований патрон для установки свердл, а на другому – головка. Стрижень, а разом з ним і свердло, обертають шляхом переміщення вгору і вниз нарізної ручки.
Для свердління глибоких отворів використовують буравчик (рис.26,в), що являє собою стрижень з вушком для ручки, яка розташована в його верхній частині, і з гвинтовим свердлом на другому кінці (в нижній частині).
Неглибокі отвори в деревині твердих порід під шурупи сзавердлюють буравчиком (рис.25,г) з діаметром 2–10 мм. Щоб уникнути розколювання деревини, буравчик періодично витягують з отвору і чистять від стружки.
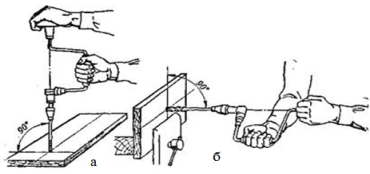
Отвори свердлами вибирають по розмітці або по шаблону, центр отвору попередньо наколюють шилом. Перед початком роботи свердло потрібно добре заточити напилком з дрібною насічкою або на спеціальному станку, а потім міцно закріпити в патроні коловорота чи свердлилки. Прийоми свердління показані на рисунку 26.
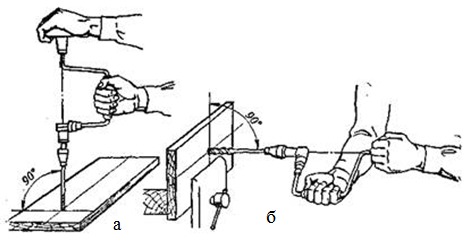
Рис.26. Прийоми свердління.
Під час работи треба слідкувати за тим, щоб вісь обертання коловорота чи свердлилки співпадала з віссю отвора. Під час свердління вертикальних отворів натискну головку коловорота тримають лівою рукою, а правою – обертають ручку.
Глибокі наскрізні отвори свердлять по розмітці з двох сторін деталі. Під час свердління отвору з однієї сторони деталі перед виходом на протилежну сторону натиск на натискну головку коловорота потрібно послабити, щоб не утворилось відколу, відщеплення або тріщини в деталі. Під деталь, у якій свердлять отвір, підкладають дошку.
Працюють коловоротом так: кладуть заготовку деталі на верстак і размічають точку отвору. Потім ручку коловорота обхоплюють пальцями правої руки, а натискну головку – пальцями лівої руки. Під час свердління лівою рукою натискають на головку, а правою – обертають колінчастий стрижень.
Коловорот чи свердлилку не можна тримати свердлом у бік працюючого. Надавлювати на натискну головку коловорота, свердлилки можна лише руками. Не можна використовувати свердла з тріщинами та іншими дефектами.
При неякісному свердлінні виникають такі дефекти: невідповідний розмір (діаметр) отвору (результат биття свердла внаслідок неправильного закріплення його в коловороті); рвана поверхня отвору ( при свердлінні тупим або не правильно заточеним свердлом).
Механізоване свердління деревини. Для механізованого свердління застосовують ручні електричні свердлильні машини, які складаються з корпуса, електродвигуна, редуктора, вимикача з курковим приводом, струмоносного кабеля і штепсельного з’єднання. На кінці шпинделя є патрон для кріплення свердл.
Для свердління отворів електричними машинами застосовують в основному спіральні свердла. Перед роботою машину ретельно оглядають і перевіряють, після цього в патрон вставляють свердло і міцно його закріплюють, а потім натиском на пусковий курок включають електродвигун. Спочатку протягом 1–2 хв. працюють у холосту; якщо електродвигун працює нормально, приступають до работи.
Під час свердління отворів натиск повинен бути рівномірним, при вибиранні наскрізних отворів наприкінці свердління з метою уникнення «заїдання» натискання варто дещо послабити.
При роботі свердлом діаметром до 9 мм швидкість подачі повинна бути не більше 0,7 м/хв. Якщо при вмиканні електродвигун не працює, значить відсутня напруга або зіпсований вимикач. У разі зайвого нагрівання редуктора потрібно перевірити наявність мастильних засобів. Якщо у разі дотику до поверхні корпусу свердлильної машини «б’є» током, перевіряють заземлення.
Дайте відповідь на запитання:
- Свердління – _________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
2. Різальним інструментом для свердління є ____________________________
3. Види ручних свердел:
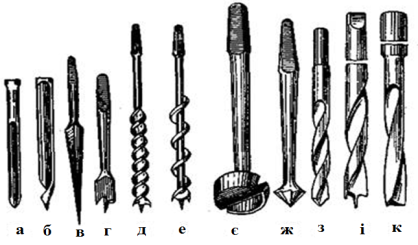
а)_______________________________
б)_______________________________
в)_______________________________
г)_______________________________
д)_______________________________
е)_______________________________
є)_______________________________
ж)______________________________
з)_______________________________
і)_______________________________
к)_______________________________
4. Свердління коловоротом буває:
а)_________________________
б)_________________________
5. ____________________________________— це металевий стержень, який в робочій частині має поздовжній жолобок, що закінчується гострим звуженим кінцем — лезом. Одна кромка жолобка (різальна) загострена на всю довжину, друга — тільки спрямовує і центрує свердло.
6. ____________________________________— свердло має форму тригранника. Його застосовують для висвердлювання отворів під шурупи.
7. ____________________________________— свердло, що являє собою стержень, 2/3 довжини якого є гвинтом, що закінчується двома різцями.
8. ____________________________________— має стержень, робоча частина якого закінчується стальною циліндричною коробкою з діаметральною перегородкою. Нижня кромка стінки коробки підрізує деревину по колу, а діаметральна перегородка — плоским різцем.
9. ____________________________________— в робочій частині має вигляд конуса з поздовжніми канавками на бічній поверхні в напрямку до центра. Зенкувальне свердло застосовують для конічного розсвердлювання верхньої частини готових отворів під головки шурупів. Діаметри цих свердел 10—30 мм.
10. ____________________________________— подібне до ложкового і тільки закінчується завитком, який утворює центруючий кінець у вигляді штопора. Цим свердлом легше працювати, ніж ложковим, бо його кінець, угвинчуючись в деревину, втягує за собою гвинтоподібну канавку стержня, яка частково викидає стружку.
11. ____________________________________— свердло, в робочій частині має вигляд лопатки з шилоподібним центром і дорожником, що підрізає деревину по колу висвердлюючого отвору і плоского різця, який знімає підрізану деревину по колу у вигляді гвинтової стружки. Радіус дорожника дещо більший від радіуса різця, і це дає можливість висвердлювати отвори з досить чистими стінками.
Це свердло працює тільки обертаючись в один бік при натискуванні на нього зверху. Його використовують для висвердлювання неглибоких отворів, бо воно стружки не викидає. Діаметри цих свердел 12—50 мм.
- ____________________________________— свердло, що має аналогічну будову і розміри, що і центрове, але тільки з однією спіраллю. Воно викидає стружку і застосовується там, де й гвинтове.
Основні операції ручної обробки деревини.
Тематичне оцінювання.
1. Пиляння – це процес:
А) різання деревини впоперек волокон, що здійснюється багато різцевими інструментами;
Б) відкритого різання, що здійснюється багато різцевими інструментами;
В) різання деревини вздовж волокон, що здійснюється багато різцевими інструментами;
Г) закритого різання, що здійснюється багато різцевими інструментами.
2. Полотно пилки можна направляти:
А) бруском;
Б) нігтем;
В) суглобом великого пальця лівої руки;
Г) суглобом великого пальця правої руки.
3. Стругання – це процес:
А) різання при якому площина різання збігається з оброблювальною поверхнею;
Б) різання при якому отримують широку стружку;
В) різання при якому можна вибрати фальці та чверті;
Г) різання багатоступінчастим інструментом до чистової обробки.
4. Стругання деревини ручними інструментами здійснюється:
А) проти напрямку волокон;
Б) за напрямком волокон;
В) під кутом 45![]() до напрямку волокон;
до напрямку волокон;
Г) всі відповіді вірні.
5. Після стругання можуть виникнути такі дефекти, як:
А) вирівнювання;
Б) поперечні смуги;
В) ворсистість, задири, виколи;
Г) хвилястість.
6. Щоб запобігти зашліфовуванню леза різця при русі інструменту назад частину колодки:
А) повністю піднімають;
Б) трішки піднімають;
В) трішки опускають;
Г) притискають до оброблювальної поверхні.
7. Працюючи стамескою не можна:
А) підтримувати деталь рукою поза лезом;
Б) стругати у напрямку від себе;
В) притискати деталь до бруска;
Г) підтримувати деталь рукою перед лезом.
8. Довбання виконують натисканням на торець ручки:
А) Ваш варіант:_______________________________________________
Б) двома руками;
В) лівою рукою;
Г) правою рукою.
9. Полотно пилки повинно бути установлено в одній площині (без перекосів), туго натягнуте і встановлене під кутом…
А) 20-35° до станку пилки;
Б) 10-15° до станку пилки;
В) 35-45° від станка пилки;
Г) 10-15° від станка пилки.
10. Щоб полегшити хід пилки в пропилі її зубці:
А) змащують;
Б) розводять;
В) загострюють;
Г) вирівнюють.
11. Деревину слід шліфувати:
А) вздовж волокон;
Б) впоперек волокон;
В) круговими рухами;
Г) «точковим» притиранням.
12. Шліфування проводять:
А) шліфувальною шкіркою;
Б) абразивним кругом;
В) шліфувальним бруском
Г) шліфувальною пастою.
Тема2. Прості столярні з’єднання, їх виготовлення
- Види пиломатеріалів і способи їх отримання
Питання для вивчення
- Пиломатеріали.
- Види пиломатеріалів.
- Способи отримання пиломатеріалів.
Пиломатеріали одержують в результаті поздовжнього розпилювання круглих колод або кряжів на лісопильних рамах, стрічкопильних верстатах (стрічкових пилорамах), дискових пилорамах.
Основним робочим органом лісопильної рами є рамка з натягнутими в ній пилками, які здійснюють зворотно-поступальні рухи. У стрічкопильних верстатах пила має вигляд стрічки, що здійснює обертові рухи. На дискових пилорамах пиляння виконують круглі пилки, які обертаються горизонтально.
За формою та розмірами поперечного перерізу пиломатеріали поділяють на: пластини, четвертини, бруси, дошки, бруски, обаполи (рис. 27). Раніше поширеними пиломатеріалами були необрізні та обрізні шпали.
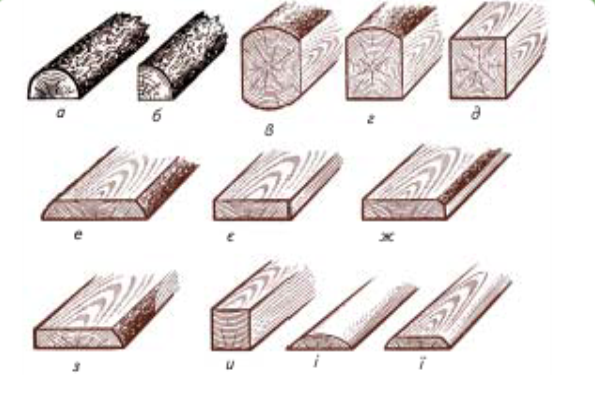
Рис. 27. Види пиломатеріалів:
а- пластина; б- четвертина; в- брус двокантовий; г- брус трикантовий; д- брус чотирикантовий; е- необрізна дошка; є- обрізна дошка; ж- обрізна дошка з тупим обзелом; з- обрізна дошка з гострим обзелом; и- брусок; і,ї- обапіл
Пластини (рис. 27, а) утворюються при поздовжньому розпилюванні колод або кряжів на дві рівні частини.
Четвертини(рис. 27, б) отримують шляхом поздовжнього розпилювання
колод або кряжів на чотири рівні частини.
Бруси (рис. 27, в–д) — пиломатеріали товщиною і шириною понад 100 мм; бруси можуть бути квадратної та прямокутної форми.
Дошки (рис. 27, е–з) отримують при поздовжньому розпилюванні колод або кряжів уздовж кількох паралельних між собою площин. Дошкою називають сортимент, ширина якого більше ніж удвічі перевищує товщину.
Дошки, бруски товщиною до 35 мм вважають тонкими, а понад 35 мм — товстими. Залежно від того, з якої частини колоди виготовлено дошки, їх поділяють на серединні, центральні та бічні. Серединну дошку 1 вирізують із середньої частини колоди, вона містить серцевину (рис. 28, а).
Центральні дошки 2 є парними і містять половину серцевини (рис. 28, б). Бічні дошки 3, 4, 5 вирізують з бічних частин колоди, залишаючи два обаполи 6.
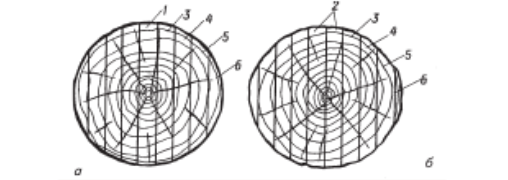
Рис. 28. Розпилювання колод на дошки:
а- серединні; б- центральні
Дошки, одержані після розпилювання колоди, мають геометрично неправильну форму: ширина дощок, відповідно до збіжності стовбура, зменшується в напрямку від окоренка до вершини, а бічні сторони дошки покриті корою і мають форму круглої частини стовбура. Залежно від подальшої обробки дошки поділяють на обрізні та необрізні.
Обрізними називаються дошки, в яких крайки обрізані по всій довжині з обох боків або на частині, більшій за половину довжини. Необрізні — це такі дошки, в яких крайки зовсім не обрізані або обрізані на частині, меншій за половину довжини. Якщо в дощок частина крайки залишиться необрізаною, то ця частина крайки називається обзелом (рис. 27, ж, з).
Бруски (рис. 27, и) — це пиломатеріали товщиною не більше 100 мм і шириною, що не перевищує подвійної товщини. Бруски отримують при поздовжньому розпилюванні колод чи кряжів, але найчастіше — дощок по широкій стороні.
Обапіл (рис. 27, і, ї) — це бічна частина колоди чи кряжа, що залишається після розпилювання. В обапола один бік плоский, а другий — заокруглений (природна поверхня колоди чи кряжа).
- Конструктивні елементи виробів.
Питання для вивчення
- Конструктивні елементи столярних виробів.
- Устаткування для складання вузлів і груп.
- Безпека праці під час складання вузлів і груп.
Складання столярних виробів є багатоступеневим процесом і залежить від складності конструкції виробу та його конструктивних елементів.
Кожен виріб складається з таких конструктивних елементів: деталей, вузлів, груп.
Під деталлю розуміють елемент виробу, який виготовлено без
застосування збірних операцій.
До деталей відносяться: бруски, розкладки, нащільні рейки, штапики, а до
елементів деталі — її частини: пласть, кромка, торець, кальовка, фаска,
зм’якшення, заокруглення, галтель, фалець, чверть.
Деталі можуть бути масивними, тобто виготовлені із цільної деревин, і
клеєними.
Вузли являють собою рамки, коробки та інші конструкції, в яких деталь є
самостійним конструктивним елементом.
Група — з’єднання складових частин виробу. В групу входять вузли і
деталі. Виріб може збиратися із ряду груп, вузлів, деталей.
Столярні вироби мають наступні основні конструктивні частини: бруски,
рамки, щити, коробки.
Брусок — проста деталь, яка буває різних розмірів, перерізу і форми.
Він може бути із одного куска деревини і клеєним (тобто зібраним по
ширині, товщині і довжині з окремих відрізків деревини).
При виготовленні вікон, дверей використовують бруски малих перерізів.
Вони можуть бути вертикальні, горизонтальні, серединні, що виготовляють із цілого куска деревини, а бруски великих перерізів (через можливість їх короблення) виготовляють із частин склеєних між собою.
Рамка складається із чотирьох брусків, що утворює квадрат або
прямокутник. Деякі рамки мають, крім того, внутрішні бруски — серединки.
Рамки з’єднуються за допомогою шипового з’єднання на одинарний відкритий наскрізний шип або на шип з півпотемком або потемком, а рами воріт із товстих брусків — на подвійний або потрійний відкритий наскрізний шип.
При виготовленні столярно-меблевих виробів застосовують переважно
рамки прямокутної форми. Дуже рідко (для особливих будівель) роблять вікна, фрамуги багатокутними.
Коробка складається із 4-рьох стінок, які з’єднані між собою за
допомогою шипового з’єднання. Коробки з’єднують на прямий шип, або в «ластівчин хвіст». Для збільшення міцності коробки обладнують серединками.
У коробках роблять (заглушку) дно. Коробка, яка має дно називається ящиком, скринькою. Ящики застосовують в основному при виготовленні меблів.
Щити виготовляють різних конструкцій. Їх виготовляють масивними
(дощатими ) або пустотілими (для внутрішніх щитових дверей).
При склеєні масивних щитів, щоб запобігти короблення, необхідно їх
набирати із вузьких ділянок (деталей) шириною до 30 мм. з підбиранням
напрямку волокон. При склеюванні деталей по ширині однойменні (заболонні) пласті з’єднувальних деталей повинні бути повернуті в протилежні сторони, а однойменні кромки — одна до одної.
Крім того, щоб не допустити короблення щитів, їхнє з’єднання
доповнюють шпонками, рейками вклеєними і наклеєними.
Щити зі шпонками призначені для дверей тимчасових будівель,
підвіконних дощок тощо.
Крім дощатих виготовляють щити багатошарові, які склеєні із трьох або
п’яти одношарових щитів із взаємно перпендикулярними напрямками волокон.
Дощаті щити склеюють: на гладку фугу, в чверть, на рейку в паз і
гребінець, на «ластівчин хвіст».
Із масивних щитів роблять вхідні двері, столярні перегородки, фільонки
для балконних дверей.
Столярні перегородки являють собою щит, набраний із ділянок і
облицьований з двох пластей одним або двома шарами шпону. Пустотілі щити, являють собою раму облицьовану з двох сторін фанерою або твердою деревоволокнистою плитою заповнену всередині гофрірованою фанерою або сотами, що виготовлені із паперу або відходів твердої ДВП, фанери.
Заповнювати щити можуть також рейки з зазором 30-40 мм.
Здебільшого деталі спочатку складають у вузли, після обробки вузлів (іноді і опорядження) — у групи, і вже потім деталі, вузли і групи — у вироби.
Як видно з рисунка, залежно від конструкції виробів ця послідовність може бути порушена. Звичайно, прості вироби доцільніше складати з окремих деталей відразу у вироби. Вироби з великою кількістю деталей складати відразу нераціонально, бо це дуже важко і малопродуктивно, Тому процес складання поділяють на самостійні складальні операції.
Для складання будь-якого виробу важливе значення має точність виготовлення кожного елемента. Точно виготовлені деталі складають у вузли за допомогою столярних з'єднань і клею. При складанні рамок або коробок клей наносять на стінки шипів і провушин. Нанесення клею тільки на один бік з'єднуючого елемента не забезпечить високої міцності, тому що одна деталь з другою з'єднується не накладанням, а всуванням. При цьому ребрами гнізда або торцями шипа зчищається велика кількість клейового розчину, і це ослаблює з'єднання.
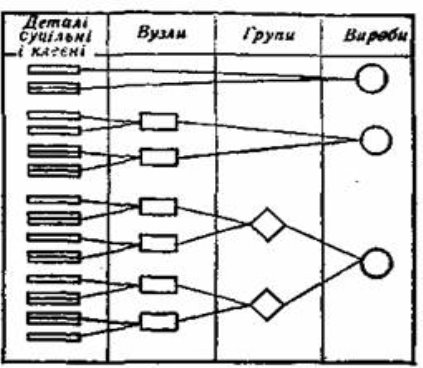
Рис. 29. Конструктивні елементи виробу
Якщо складений вузол додатково кріпиться гвинтами, металевими кутниками та іншими скріплювальними елементами, то його спочатку обтискують, а потім скріплюють. Для обтискування вузлів при складанні їх застосовують верстати з ручним і механізованим приводом — вайми. Конструкції складальних вайм залежать від конструкції вузлів, які на них складатимуться.
Устаткування для складання вузлів і групп.
Для обтискування вузлів і груп при складанні їх застосовують складальні вайми з гвинтовим, важільним, кривошипним, кулачковим і поршневим механізмами. Ці вайми складаються з пристроїв для фіксації спряжуваних деталей і обтискного механізму, який приводиться в рух електродвигуном або стисненим повітрям.
Вайми з гвинтовим і важільним механізмами малопродуктивні, тому вони широко не застосовуються на підприємствах.
Складальні вайми з кривошипним або з ексцентриковим механізмом значно продуктивніші. Вони працюють від електродвигуна. В цих ваймах кривошипний механізм надає руху обтискному бруску, через нього зусилля передається на деталі, з яких складається рамка чи коробка. З боку упорного бруска вайма має пружинний або гумовий амортизатор, який при незначних відхиленнях у розмірах брусків запобігає зминанню їх.
Складальні вайми з кулачковим обтискним механізмом працюють подібно до вайм з кривошипним механізмом і мають аналогічну будову.
Складальні вайми з пневматичним обтискним механізмом найбільш поширені у меблевому виробництві. Вони мають просту будову, плавний хід і простий механізм керування. У пневматичних ваймах обтискують деталі за допомогою пневмоциліндрів або мембранних камер, в яких стиснуте повітря тисне на поршень (у пневмоциліндрі) або на мембрану (в камері). Поршень або шток мембрани зв'язані з обтискним бруском, що тисне на складуваний вузол — рамку чи коробку.
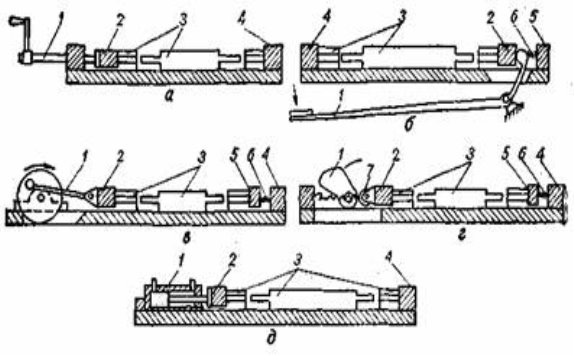
Рис.30. Схеми механізмів стискування в складальних ваймах:
а — ручний гвинтовий механізм, б — педальний, в — кривошипний, г — кулачковий; д — пневматичний; 1 — гвинт, педаль, кулачок, поршень пневмоциліндра, 2 — передній притискний брусок, 3 — деталі рамки, 4 — задній упорний брусок, 5 — притискний брусок, 6 — пружина, що відтягує притискний брусок, 7 — ролик
Зібрані на клею вузли можна обробляти на верстатах тільки після певної видержки — повного висихання або затверднення клейового шва. Недотримування цього правила може призвести до порушення міцності і форми вузла.
Загальне зусилля Р для обтискування вузлів при посадці шипів в гнізда і щільного з'єднання їх визначають за формулою
Р = Р1 + Р2
де Р1 — зусилля для посадки шипів у гнізда, Н; Р2 — зусилля для обтискування заплечиками шипів спряжуваних деталей, Н. Зусилля Р1 можна приблизно визначити за формулою
Р1 = qfF,
де q — нормальний питомий тиск на бічну поверхню шипа при посадці його в гнізда, МПа; f — коефіцієнт тертя при посадці; F — сумарна бічна поверхня всіх шипів, що є на одному кінці з'єднуваних брусків, см2.
Бічна поверхня окремого плоского шипа дорівнює 2bl, де b — ширина щічки шипа, мм; l — довжина щічки шипа, мм.
Поверхню круглого шипа визначають за формулою πdl, де d — діаметр шипа, мм; l — довжина шипа, мм.
Величину Р2 визначають за формулою Р2 = F3p, де F3 — сумарна площа заплечиків шипів на одному кінці з'єднаних деталей, см2; р — допустимий питомий тиск для стискування поперек волокон деревини (для сосни — 3МПа, для бука і берези — 4МПа, для дуба і ясеня — 5МПа).
Таблиця 1. Значення qі f для різних порід деревини при вологості 10 % і натягу 0.3 мм
|
Порода деревини |
Нормальный питомий тиск q на поверхні шипа, МПа |
Коефіцієнт тертя |
||
|
гри складанні з клеєм |
при складанні без клею |
при складанні з клеєм |
при складанні без клею |
|
|
|
|
|
|
|
Сосна 40—45 13—16
Бук і береза 50—55 15—18 0,1—0,2 0,3—0,4
Дуб і ясень 55—62 17—22
Значення нормального тиску на бічну поверхню шипа з боку стінок гнізда залежить від натягу і породи деревини. Значний вплив на величину q і на коефіцієнт тертя шипа / має застосування клею, від чого залежать ступінь зволоження поверхневого шару деревини і зміни його пластичності. За даними проф. В. М. Михайлова для випадку, коли вологість деталей становить 10 %, а максимальний натяг у шипових з'єднаннях 0,3 мм, величину q можна брати за табл. 1. В цій же таблиці наведено значення коефіцієнта тертя шипа в гнізді.
Зібрані вузли (рамки, коробки) або облицьовані щити обробляють на верстатах, тобто здійснюють повторну обробку. Вид верстата, його конструкцію і пристосування вибирають залежно від форми і розмірів вузла, щоб забезпечити якнайвищий ступінь механізації обробки.
Обробку вузлів на верстатах здійснюють в такій самій послідовності, що й обробку деталей, тобто спочатку створюють чистові бази, від яких потім встановлюють решту розмірів. Наприклад, зняти провиси рамок можна на фугувальних або рейсмусових верстатах, але найраціональніше цю операцію виконувати на трициліндрових шліфувальних верстатах. Обробку рамок по периметру здійснюють на фрезерних верстатах по упорному кільцю на шаблоні.
Проте в сучасній меблевій промисловості рамки застосовуються дуже рідко, їх замінили облицьованими щитами з деревностружкових плит. Обробка цих щитів по периметру здійснюється на форматно-обрізних верстатах, а зняття провисів з їх кромок — на стрічкошліфувальних або трициліндрових шліфувальних верстатах.
- Основні види й призначення з'єднань елементів
Питання для вивчення
- З'єднання деревини за шириною.
- З'єднання деревини за довжиною.
- Основні схеми використання з'єднання деревини
З'єднання по ширині. При з'єднанні вузьких дощок одержують щити потрібних розмірів. З'єднання може проводитися різними способами з вузьких дощок або рейок на гладку фугу, у чверть, на рейку, у паз і гребінь прямокутний і трикутний і в "ласточкин хвіст" (мал. 31).
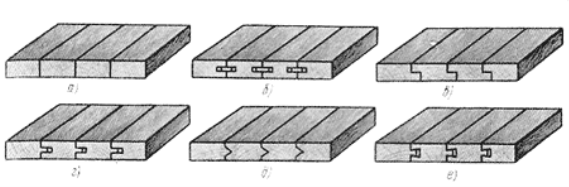
Рис. 31. З'єднання дощок у щити:
а - на гладку фугу, 6 - на рейку, в - у чверть, г - у паз і гребінь, д - у паз і трикутний гребінь, е - в "ласточкин хвіст".
При з'єднанні на гладку фугу (мал. 31, а) кожну дошку або рейку, що з'єднується в щит, називають ділянкою, а шов, утворений при з'єднанні ділянок - фугою. Щоб уникнути жолоблення, ділянки по напрямку волокон підбирають таким чином, щоб крайки, що з'єднуються, були однойменні, т.є заболонь до заболоні, серцевина до серцевини, а сусідні шари взаємно протилежні.
Для одержання якісної ділянки крайки її фугують строго під прямим кутом до пластини. Якщо при з'єднанні крайок суміжних ділянок не виявляється просвітів, то прифугування виконане якісно.
При з'єднанні на рейку (мал. 31, б) по крайках ділянок вибирають пази, у які вставляють рейки, що з'єднують між собою ділянки. Ширина паза й товщина рейки повинні становити (в3) товщини ділянки
При з'єднанні у чверть (мал. 31, в) у ділянках, що з'єднуються, вибирають по всій довжині чверті. Глибина й ширина чверті звичайно становлять половину товщини ділянки
З'єднання в паз і гребінь (мал. 31, г, д) роблять шляхом добору: а - зі шпонками, б - з наконечником у паз і гребінь, в - з уклеєною рейкою в торець, г - з уклеєною трикутною рейкою, д - з наклеєною трикутною рейкою по всій довжині крайки. З однієї сторони ділянки паза, а з іншого - гребеня. З'єднання в паз і гребінь використовують при виготовленні дощок для покриття підлог, обладнання підшивних стель, виготовлення підвіконних дощок, обшивок і ін. Шипи в "ласточкин хвіст" (мал. 31, е) застосовуються в ящикових з'єднаннях
Щоб щити не жолобилися, їх з'єднують на шпонки (мал. 32, а), а кріплять наконечниками в паз і гребінь (рис, 32, б) із вклейкою рейки в торець. Уклеєні рейки можуть бути прямокутні (мал. 32, в), трикутні (мал. 32, г) і наклеєні (мал. 32, д).
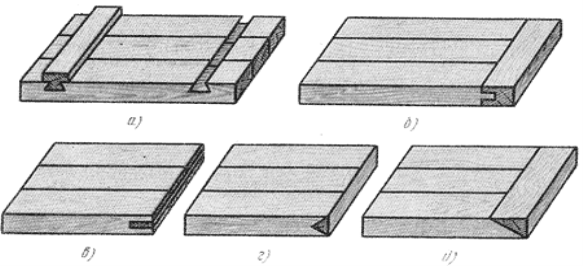
Рис. 32. З'єднання, застосовувані при складанні щитів
З'єднання по довжині. По довжині відрізки з'єднують різними способами: впритул, у паз і гребінь, на "вус", зубчасте клейове
З'єднання, у чверть, на рейку (мал. 33). Найбільш міцним, є зубчасте з'єднання клейове (мал. 33, д).
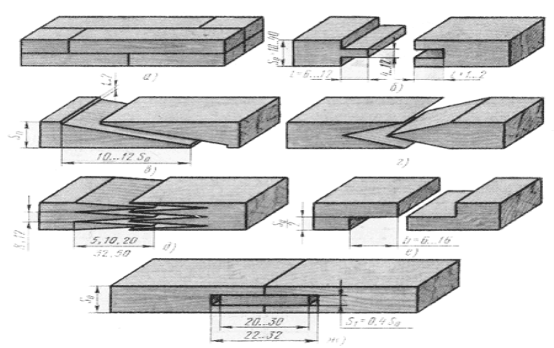
Рис. 33. З'єднання брусків по довжині:
а - впритул, б - у паз і гребінь, в - на "вус", г, д - на зубчасте клейове з'єднання, е - у чверть, ж - на рейку
З'єднання відрізків більших розмірів по довжині для одержання деталей потрібних розмірів називається зрощуванням. Зрощування проводиться впівдерева, косим прирубом, прямим і косим накладним натяжним замком і впритул. При зрощуванні впівдерева (мал. 34, а) довжина з'єднання робиться рівної 2...2,5 товщини бруса. З'єднання скріплюють нагелями ( при будівництві брущатих будинків і ін.).
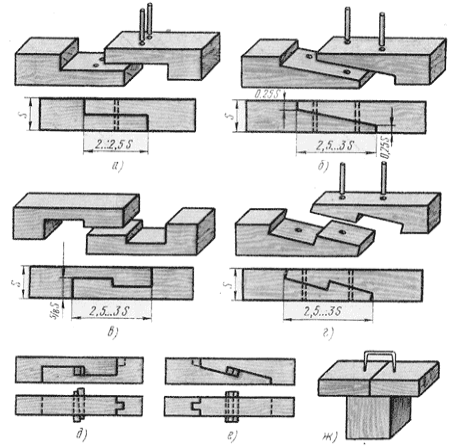
Рис. 34. Зрощування:
a - впівдерева, 6 - косим прирубом, в - прямій накладній замок, г - косою накладній замок, д - прямій натяжний замок, е - косою натяжний замок, ж - впритул.
З'єднання косим прирубом з підрізуванням торця (мал. 34, б) робиться рівним 2,5...3 товщини бруса й кріпиться нагелями
З'єднання прямим або косим накладним замком (мал. 34, в, г) використовується в конструкціях, у яких виникають розтяжні зусилля.
З'єднання в прямим або косим натяжним замком (мал. 34, д, е) є міцними, однак їх виготовлення складне, крім того, при всиханні деревини послабляються клини, тому для відповідальних дерев'яних конструкцій застосовувати натяжні замки не рекомендується
Зрощування впритул (мал. 34, ж) проводиться в тих випадках, коли два бруси своїми кінцями лягають на опору. Кінці брусів з'єднують впритул, а потім кріплять скобами.
- Кутові з'єднання.
Питання для вивчення
- Врубка впівдерева
- Хрестоподібні з'єднання.
- З'єднання по висоті.
З'єднання брусів, колод під кутом застосовують при зведенні брускових або рубаних стін, обладнанні верхньої й нижньої обвязок у каркасних будинках і інших дерев'яних конструкціях. Основними видами плотничных з'єднань є з'єднання впівдерева, напівлапу, шипове кутове сковороднем
Врубка впівдерева (мал. 35, а) виконується шляхом вирубки або зрізання половини товщини на кінцях брусів, що з'єднуються. Після вирубки кінці з'єднують під прямим кутом.
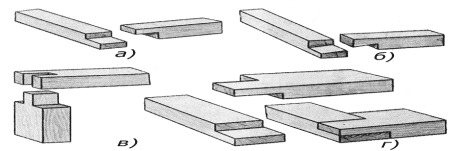
Рис. 35. З'єднання брусів під кутом:
а - впівдерева, б - у напівлапу, в - шипове з'єднання, г - кутове сковороднем З'єднання в напівлапу (мал. 35, б) виходить при зарізанні на кінцях брусів похилих площин.
Оброблені кінці брусів щільно з'єднують. Врубка кутовим сковороднем виконується так само, як і врубка впівдерева, але додатково в одному із брусів випилюється частина деревини (мал. 35, г).
Хрестоподібні з'єднання.
Цей вид з'єднання брусів (мал. 36) застосовують при будівництві мостів і виготовленні інших дерев'яних конструкцій. Такі з'єднання виконують впівдерева, втреть і у чверть дерева, а також з карбом одного бруса
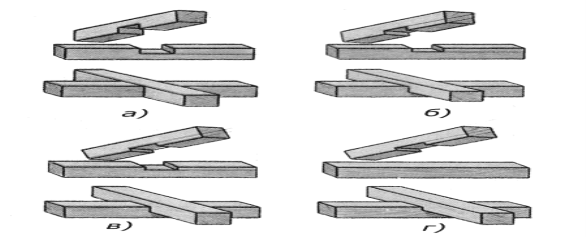
Рис. 36. Хрестоподібне з'єднання брусів
З'єднання по висоті.
З'єднання елементів по висоті називається нарощуванням. Його застосовують при виготовленні стовпів, щогл і ін. Нарощувати колоди й бруси можна впритул з потайним шипом (мал. 37, а), впритул з наскрізним гребенем (мал. 37, б), впівдерева із кріпленням болтами (мал. 37, в). Впівдерева із кріпленням смуговою сталлю (мал. 37,г), впівдерева із кріпленням хомутами (мал. 37, д), косим прирубом із кріпленням хомутами (мал. 37, е), застосовуваним у відповідальних спорудженнях, впритул з накладками й кріпленням болтами (мал. 37, ж). Довжина, стиків робиться звичайно рівної двом або трьом товщинам брусів, що з'єднуються, або двом або трьом діаметрам колод, що з'єднуються,
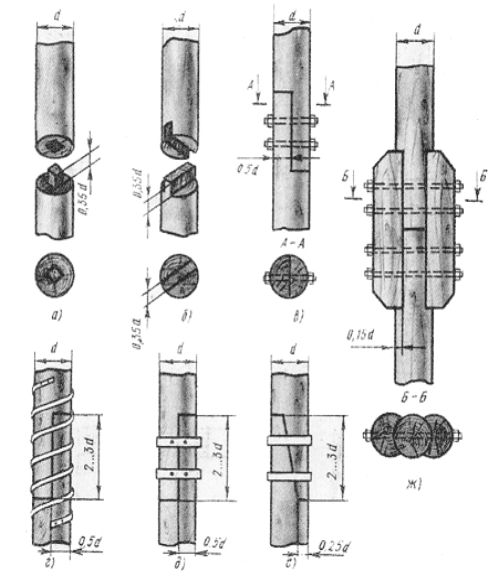
Рис. 37. З'єднання колод при нарощуванні:
а - впритул з потайним шипом, б - впритик з наскрізним гребенем, в - впівдерева із кріпленням болтами, г - впівдерева із кріпленням смуговою сталлю, д - впівдерева із кріпленням хомутами, е - косим прирубом із кріпленням хомутами, ж - впритул з накладками й кріпленням болтами.
Дайте відповідь на запитання:
- Назвіть способи споювання щитів згідно малюнку:
а)________________________________________________________
б) ________________________________________________________
в) ________________________________________________________
г) ________________________________________________________
д) ________________________________________________________
е) ________________________________________________________
ж) ________________________________________________________
з) ________________________________________________________
и) ________________________________________________________
і) ________________________________________________________
к) ________________________________________________________
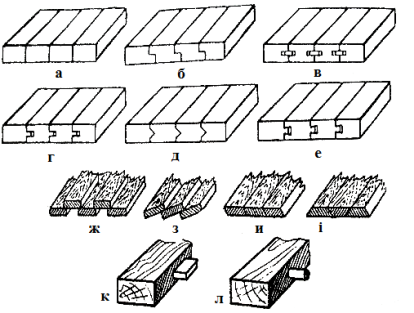 л) ________________________________________________________
л) ________________________________________________________
- Найпростіші способи зрощування:
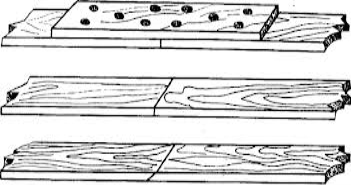
_______________________
_______________________
_______________________
- Назвіть схеми з’єднання дощок по кромці і довжині згідно малюнку:
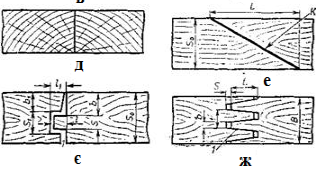
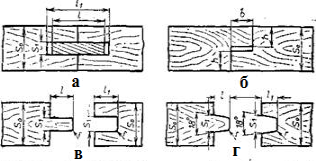 а. _______________________ б. ______________________
а. _______________________ б. ______________________
в. _______________________ г. ______________________
д. _______________________ е. ______________________
є. _______________________ ж. ______________________
- Дайте назву зрощуванню навантажених деталей врубками:
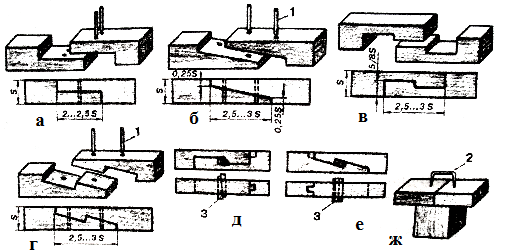
а. _______________________ б. ______________________
в. _______________________ г. ______________________
д. _______________________ е. ______________________
ж. ______________________
- Нарощування використовують при:______________________________
__________________________________________________________________________________________________________________________
- Шипове з’єднання характеризується наявністю: ____________________
_____________________________________________________________
-

 Кутові з’єднання брусків поділяють на:
Кутові з’єднання брусків поділяють на:
![]()
![]()
![]()
- Шипові з'єднання.
Питання для вивчення
- Кутові кінцеві з'єднання.
- Кутові серединні з'єднання.
- Кутові ящикові з'єднання.
Шипове в'язання брусків виходить шляхом зарізання на одному бруску шипу, а на іншому вушка або гнізда. Шипове в'язання брусків - основний вид з'єднань при виготовленні столярних виробів; при цьому всі з'єднання робляться на клеї. З'єднання брусків може бути виконано на один, два й більш шипи, причому збільшення числа шипів збільшує площу склеювання.
Шипові з'єднання дерев'яних деталей можуть бути кутові кінцеві, кутові серединні й кутові ящикові.
Кутові кінцеві з'єднання
Елементи кутових кінцевих з'єднань виконують так, щоб забезпечити
найбільшу міцність конструкції, враховуючи напрям діючих сил, розміщення річних шарів деревини та ін. Так, якщо на рамку діють вертикальні сили, то доцільно шипи виготовити у вертикальних брусках, а вушка або гнізда — в горизонтальних.
З'єднання на шип відкритий наскрізний одинарний (КК-1) зображене на
малюнку 38 а. Товщина одинарного шипа (S1) і ширина заплечика (S2) в цьому
з'єднанні визначається за формулами:
S1 = 0,4S0; S2 = 0,5(S0 — S), де S0 — товщина деталі.
Більш міцним з'єднанням цієї групи є з'єднання на відкритий наскрізний
подвійний КК-2 і трійний КК-3 шипи.
Товщина подвійних шипів (S1 і S2) визначається за формулою:
Sр = S2- 0,2S0, де S0 — товщина деталі.
Розрахунок шипа з півпотемком здійснюється аналогічно до розрахунку
з'єднання КК-1. Такий вид з'єднання застосовують у тих випадках, коли
необхідно запобігти псуванню зовнішнього вигляду виробу.
З'єднання на шип з півпотемком (рис. 38 е, є) можуть бути з глухим КК-6 і
наскрізним КК-7 шипами. Визначення товщини шипа і ширини заплечика
здійснюється так само, як і в з'єднанні на шип відкритий наскрізний (КК-1).
Глухий або наскрізний шип (КК-8). Такі з'єднання прості у виготовленні.
Для цього у заготовках висвердлюють отвори відповідного діаметра,
вставляють в них шканти на клею і спряжені деталі витримують під тиском.
Діаметр шканта визначається за формулою:
d = 0,4S0, де S0 — товщина з'єднуваних деталей.
З'єднання «на вус» розрізняють із глухим круглим (КК-9), із вставним
плоским глухим (КК-10) і з вставним плоским наскрізним (КК-11) шипами.
Такі з'єднання характеризуються естетичним зовнішнім виглядом, але разом з тим невеликою міцністю і складністю у виготовленні. Товщину шипа (S1) з'єднань КК-10 і КК-11 визначають за формулою:
S1 = 0,4S0, де S0 — товщина з'єднуваних деталей.
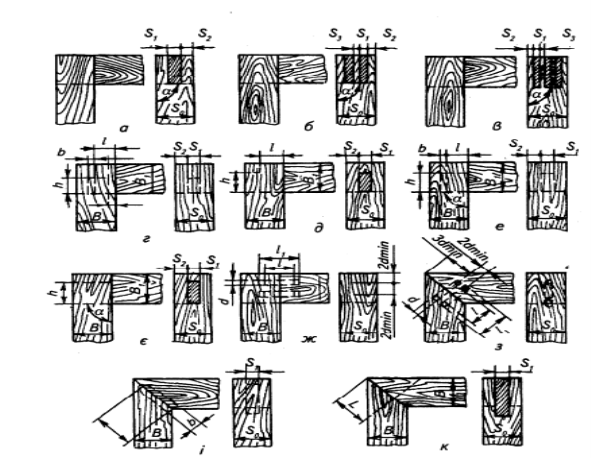
Мал.38. Кутові кінцеві з'єднання:
а — на шип наскрізний одинарний УК-1;
б — те саме, подвійний УК-2;
в — те саме, потрійний УК-3;
г — на шип з півпотемком наскрізний УК-4;
д — на шип з потемком наскрізний УК-5;
е — шип з потемком наскрізний УК-6;
є — те саме, наскрізний УК-7;
ж — на шипи круглі вставні ненаскрізні і наскрізні УК-8;
з — на «вус» з вставним ненаскрізним круглим шипом УК-9; і — те
саме, з плоским шипом УК-10; к — на «вус» із вставним наскрізним
плоским шипом.
Кутові серединні з'єднання
З'єднання на шип одинарний глухий КС-1 (мал. 39 а) просте у
виготовленні і міцне. Воно може бути також і наскрізним КС-3 (мал. 39 в).
Товщину шипа і ширину заплечика у цих з'єднаннях визначають так як і для
кутового кінцевого з'єднання КК-1.
У з'єднаннях типу КС-1 і КС-2 (мал. 39 б) застосовують також і подвійні
шипи. Товщину шипа (S,) у таких випадках визначають за формулою:
Si = 0,2S0.
З'єднання на шип подвійний наскрізний КС-4 (мал. 39 г) використовується
у тих складальних одиницях, де вимагається більша міцність, ніж у з'єднаннях КС-1, КС-2 і КС-3.
З'єднання у паз і гребінь не наскрізний глухий КС-5 (мал. 39 д) просте у
виготовленні і забезпечує достатню міцність.
З'єднання у паз глухий КС-6 (мал. 39 е) поступається міцністю і стійкістю
з'єднанню КС-5. Ширина паза цього з'єднання дорівнює товщині з'єднуваної деталі.
З'єднання на круглі вставні шипи (шканти) КС-7 (мал. 39 є) можуть бути
наскрізними і глухими.
У з'єднаннях КК-8, КК-9 і КС-7 застосовують вставні круглі шипи
(шканти) таких діаметрів: 4, 6, 8, 10, 12, 14, 16, 20, 25 мм.
З'єднання на шип «ластівчин хвіст» КС-8 (мал. 39 ж) забезпечує достатню
міцність з'єднуваних деталей і застосовується там, де недоцільно
використовувати відкритий шип. 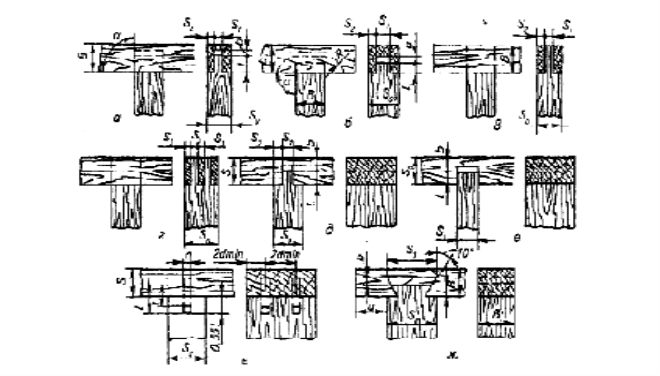
Мал.39. Кутові серединні (таврові) з'єднання:
а — на шип одинарний ненаскрізний УС-1;
б — те саме, в паз УС-2;
в — на шип одинарний наскрізний УС-3;
г — на шип подвійний наскрізний УС-4;
д — в паз і гребінь ненаскрізний УС-5;
є — в паз ненаскрізний УС-6;
є — на шипи круглі вставні ненаскрізні УС-7;
ж — на шип «ластівчин хвіст» ненаскрізний УС-8
Кутові ящикові з'єднання
Кутові ящикові з'єднання застосовують при виготовленні ящиків,
шкатулок тощо.
З'єднання на прямий відкритий шип КЯ-1 забезпечують достатню
міцність і застосовуються у скритих вузлах виробу. Товщина шипа і ширина заплечика у цьому з'єднанні рівні між собою. Їх величина встановлена стандартом і становить: 6, 8, 10, 12, 14, 16 мм.
З'єднання на відкритий шип «ластівчин хвіст» КЯ-2 застосовують для
збільшення міцності виробу. Таке з'єднання складніше у виготовленні. Його можна виконувати також і на шип «ластівчин хвіст» у півпотай.
З'єднання на круглий вставний відкритий шип (шкант) КЯ-3
застосовують у тих вузлах, які не підлягають розтягу. Діаметр шканта (d) залежить від товщини (S0) з'єднуваних деталей і становить: d = 0,4S0.
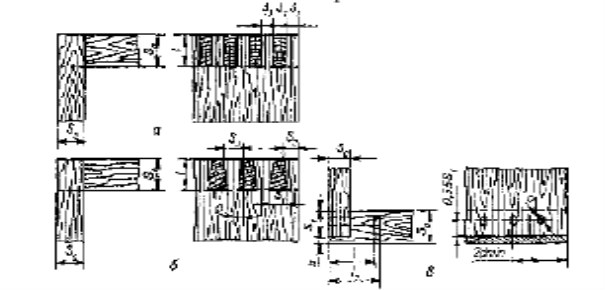
Мал. 40. Кутові ящикові з'єднання:
а — на прямий відкритий шип УЯ-1;
б — на відкритий шип «ластівчин хвіст» УЯ-2;
в — на відкриті круглі вставні шипи УЯ-3.
Слід пам'ятати
– Щоб збільшити міцність з'єднання і виробу в цілому, виготовляють два, три і більше шипів.
– Виготовлення елементів шипового з'єднання розпочинають із розмічання заготовки. Для цього необхідно підготувати лінійку, кутник, рейсмус і олівець.
– Від точності розмічання залежить якість з'єднання. Шипи, провушини і гнізда розмічають одним настроюванням рейсмуса.
– Розміри шипа та гнізда (провушини) мають бути однаковими. Коли шип входить у гніздо або провушину, його поверхні повинні щільно, без зазорів прилягати до їх бічних площин.
– Випилювання шипів та запилювання провушин виконують дрібнозубою
пилкою. При випилюванні шипа пропил має пройти із зовнішнього боку
розмітки, а при запилюванні провушини із внутрішнього.
– Заплечики шипа відпилюють з нахилом пилки всередину на 1...2°. Нахил
забезпечує щільне прилягання заплечика до деталі. При нещільному приляганні заплечиків, їх припасовують.
– Середину провушини видовбують долотом. Послідовність видовбування гнізда показано на малюнку.
– При виготовленні столярних виробів застосовують різноманітні з'єднання, які підвищують їх естетичність та міцність. Найбільшого поширення набули шипові з'єднання. Шипове з'єднання складається з двох елементів — шипа і провушини або шипа і гнізда. Товщина шипа ![]() повинна дорівнювати 0,4 товщини бруска
повинна дорівнювати 0,4 товщини бруска ![]() , При одинарному шипі:
, При одинарному шипі: ![]() = 0,4
= 0,4 ![]()
Ширина заплечика: ![]()
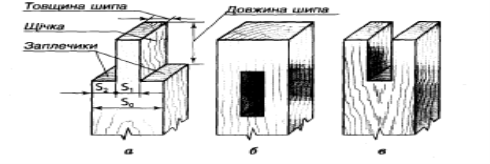
Мал. 41. Елементи шипового з'єднання:
а — шип; б — гніздо; в — провушина
Згідно зі стандартами, шипові з'єднання бувають кутові кінцеві, кутові
серединні і кутові ящикові.
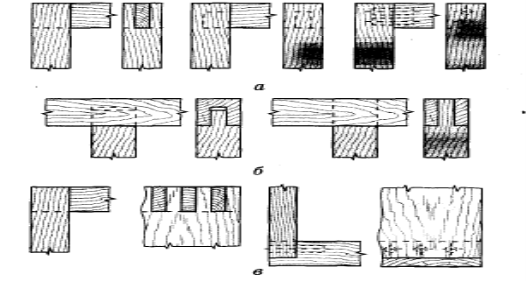
Мал.42 Шипові з'єднання:
а — кутові кінцеві; б — кутові серединні; в — кутові ящикові
Роздатковий матеріал
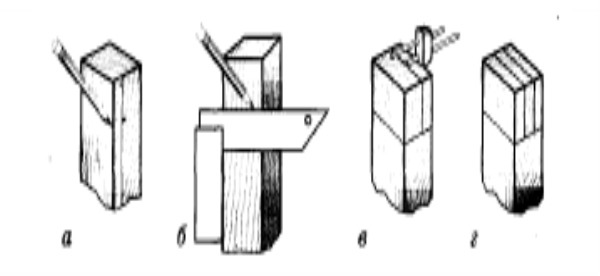
Розмічання елементів шипового з'єднання:
а — намічання довжини лінійкою;
б — нанесення ліній розмітки кутником;
в, г- розмічання товщини шипа та ширини провушини рейсмусом
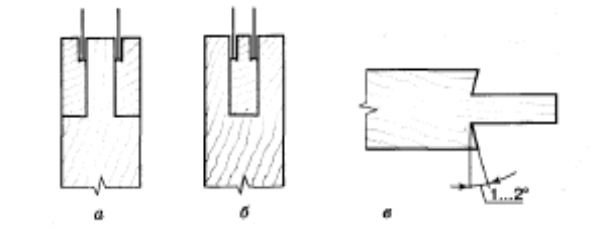
Запилювання шипового з'єднання:
а — шипа; б — провушини; в — заплечиків
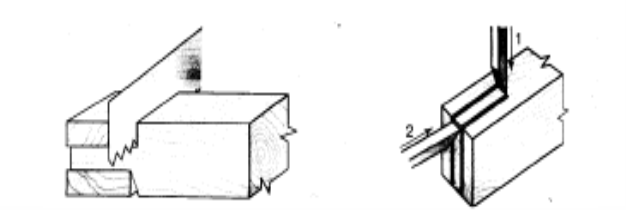
Припасування шипа Положення долота при
з провушиною видовбуванні провушини
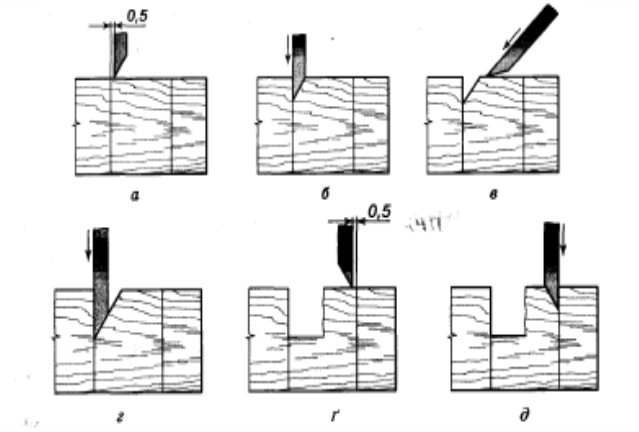
Послідовність видовбування гнізда
Правила безпечної праці долотом
1. Працювати дозволяється тільки добре загостреним та справним
інструментом. Ручки інструментів не повинні мати сколів, тріщин, надломів.
2. Долота треба ставити на верстак у спеціально обладнані гнізда,
розміщувати на верстаку лезами від себе так, щоб вони не виступали за краї
кришки.
3. Забороняється різати інструментом, впираючись грудьми або колінами у
заготовку. Ні в якому разі не розміщувати руку та не утримувати нею заготовку
попереду леза інструмента.
4. При видовбуванні отворів забороняється здувати дрібні відходи, оскільки
можна запорошити або травмувати очі.
5. Передавати інструмент можна лише ручкою вперед.
6. Щоб не порізатися, не можна перевіряти якість загострення леза
пальцями.
7. Зберігати інструменти у відведених для них місцях.
- З'єднання елементів на нагелях, цвяхах, шурупах
Питання для вивчення
- З'єднання на нагелях.
- З'єднання цвяхах.
- З'єднання шурупах.
Елементи дерев'яних конструкцій можуть з'єднуватися безврубочним способом на нагелях, цвяхах, шурупах, болтах
Нагельні з'єднання. Нагель являє собою дерев'яний або сталевий стрижень циліндричної або пластинчастої форми. З'єднують деталі нагелями й ставлять їх по кресленнях з розміткою по шаблону (кондуктору).
Передній кінець нагелів повинен бути оброблений на усічений конус (знята фаска). Відстані між осями циліндричних нагелів уздовж волокон S (мал. 43), поперек волокон & і від крайки елемента 5з для сталевих нагелів повинні бути не менш Sf=d &=3,5U; 5з = 3 (d- діаметр нагеля), а для дубових нагелів Si = 5d; S2=3d; S3 = 2,5J.
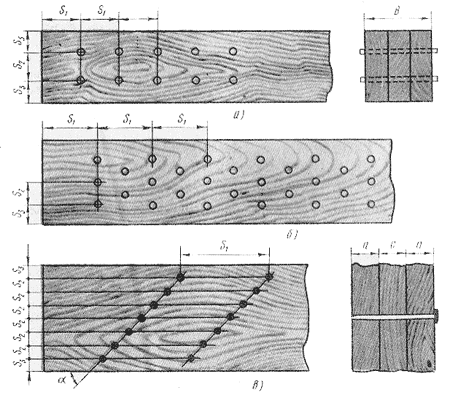
Рис. 43. Схема відстані:
а - у прямий ряд, б - у шаховому порядку,
У випадку якщо товщина пакета елементів, що з'єднуються, S<10з, ухвалюють для сталевих нагелів: Si=6d; S2=3d; 5з = 2,5, а для дубових - Si-4d;S2-S3-5d.
Нагелі слід розташовувати у два поздовжні ряди.
У з'єднаннях розтягнутих елементів на нагелях, повинне бути встановлено не менш трьох стяжних болтів з кожної сторони стику.
Отвори під нагелі просвердлюють відразу через усі дерев'яні елементи, що з'єднуються, попередньо стягнуті болтами або іншими пристосуваннями.
Отвори для нагелів, болтів повинні забезпечити їхню щільну посадку.
Діаметри отворів для неробочих (стяжних) болтів повинні бути більше діаметрів цих болтів на 1...2мм. Відхилення у відстанях між центрами отворів для нагелів повинні бути не більш: для вхідних отворів ±2мм, для вихідних отворів поперек волокон ±5мм, для вихідних отворів уздовж волокон ±10мм.
Дубовими пластинчастими нагелями з'єднують елементи складених балок, що працюють на вигин і стиск із вигином. При відсутності дуба нагелі можна виготовляти з антисептованої деревини берези. Напрямок волокон деревини пластинчастих нагелів повинен бути перпендикулярно площині згуртовування.
З'єднання на цвяхах застосовують у дерев'яних конструкціях - балках, панелях, перегородках, щитах, фермах і ін. У цвяхових з'єднаннях конструкцій, виготовлених з деревини твердих листяних порід, цвяхи діаметром більше 6мм потрібно забивати в попередньо просвердлені отвори діаметром, рівним 0,9 діаметра цвяха. Довжина отвору повинна становити не менш 0,6 довжини цвяха.
Цвяхи діаметром 2...2,5мм, застосовувані в конструкціях з деревини модрини, забивають поблизу крайок і торців елементів (на відстані 40мм) у попередньо просвердлені отвори. Цвяхи діаметром до 3,5мм включно забивають на відстані від крайки й торця елемента більш 40мм без просвердлювання отворів. Цвяхи діаметром більш 3,5мм забивають у заздалегідь просвердлені отвори. Глибина просвердлених отворів повинна бути рівна довжині цвяха, а діаметр повинен становити 0,9 діаметра цвяха.
Відстані між осями цвяхів ( уздовж волокон) для збивання дерев'яних елементів (дощок) повинні бути наступними (мал. 43, в): 5d - при товщині елемента, що пробивається, c >10f і Si=25d - при товщині елемента, що пробивається, c = 4d (d - діаметр цвяха). Відстань Si для елементів, що не пробиваються наскрізь цвяхами, незалежно від товщини береться рівним 15 діаметрам або більш (Si>15d). Відстань уздовж волокон від цвяха до торця повинна бути не менш Si.
Відстань між осями цвяхів поперек волокон деревини при забиванні цвяхів по прямій становить Si = аd, а при забиванні в шаховому порядку або по косій під кутом 45° відстань між поздовжніми рядами може бути зменшене до 3d. Відстань 5з від поздовжньої крайки елемента до крайнього цвяха повинне бути не менш аd.
Забивати цвяхи в несучих конструкціях треба по шаблону, кондуктору. У конструкціях, де цвяхи працюють на висмикування, довжина затисненої частини цвяха повинна бути не менш двох товщин дерев'яного елемента, що пробивається, і не менш 10 діаметрів цвяха.
У цвяхових з'єднаннях при зустрічнім забиванні, цвяхи не повинні пробивати наскрізь усі дошки. При наскрізнім забиванні кінці цвяхів слід загинати поперек волокон (з натягом).
Ще допускається відхилення у відстані між центрами цвяхів з тієї сторони, з якої їх забивають, становить ±2мм. Забивати цвяхи треба в здоровішу частину деревини, минаючи сучки й тріщини. Для забивання й висмикування цвяхів використовується плотницький молоток МПЛ.
Шурупи являють собою металеві стержні циліндричної форми з нарізкою в нижній частині. Голівки шурупів бувають напівкруглого, потайного, або напівпотайного видів.
У столярних виробах шурупи використовують для кріплення нащільників. Шуруп у деревину загвинчують до відмови викруткою або электрошурупокрутом.
У деревину твердих порід шурупи закручують у заздалегідь просвердлені отвори. Діаметр отвору повинен становити 0,9 діаметра не нарізаної частини шурупа, а довжина отвору - до 3/4 довжини шурупа.
Болтові з'єднання застосовують в основному в несучих конструкціях, балках, фермах, мостах. Розміри їх визначаються розрахунком.
- Загальні відомості про склеювання деревини.
Питання для вивчення
- Види склеювання.
- Вибір клею і приготування клейових розчинів.
- Приготування робочих розчинів казеїнових клеїв.
- Приготування робочих розчинів синтетичних (смоляних) клеїв.
- Підготовка поверхні деталей до склеювання та нанесення клейових розчинів на них.
Склеювання є основним видом з'єднання деталей в столярно-меблевому виробництві, внаслідок якого можна виготовити деталі будь-яких розмірів і форм.
Основними видами склеювання є:
склеювання брусків або дощок площинами в блоки для виготовлення деталей великого перерізу (рис.44.а);
склеювання дощок кромками в щити для збільшення ширини (рис.44.б);
склеювання тонких пластин деревини (шпону) з одночасним-гнуттям для виготовлення гнутих (гнутоклеєних) деталей (рис.44.в);
облицьовування, тобто обклеювання деталей з деревини малоцінних порід тонким шпоном більш цінних порід деревини (рис.44.г)
склеювання брусків, клеєної фанери або шпону в пустотілі щити з різним наповненням (рис.44.д);
з'єднання деталей у вузли і вироби при складанні їх (рис.44.е);
пресування дрібної деревини (стружок, тирси та ін.), змішаної в клеєм, в різні деталі й вузли.
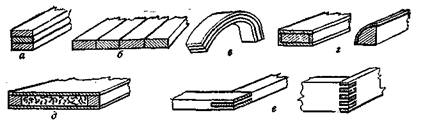
Рис.44. Основні види склеювання деревини
Технологічний процес склеювання складається з таких операцій:
підготовка до склеювання деталей і шпону;
підготовка клейового розчину;
нанесення клейового розчину на деревину;
запресовування склеюваних деталей і витримування їх у стисненому стані до схоплювання клею;
витримування склеєних деталей після розпресовування.
Нанесений на поверхні деталей клей проникає в міжклітинні і внутрішньо-клітинні простори деревини, застигає там і внаслідок цього ніби зшиває склеювані поверхні тонкими ниточками (ворсинками). При цьому між склеюваними поверхнями утворюється дуже тонкий шар клею (0,08—0,15 мм). При товщині клейового шва меншій за 0,08 мм його міцність знижується, і таке склеювання називають «голодним». При товщині понад 0,15 мм міцність також знижується, тому що змащені клеєм ворсинки не доторкуються, а товстий клейовий шар з часом розтріскується.
Міцність клейових з'єднань залежить від рівномірності нанесення клейового шару, від щільності прилягання склеюваних площин, а також від якості клею. У лабораторних умовах міцність склеювання визначають розриванням склеєних зразків на спеціальних розривних машинах. У виробничих умовах міцнить склеювання визначають розколюванням склеєних зразків деревини стамескою по шву.
Розрізняють чотири характерні розколи: по деревині, по деревині — клею, по клею — деревині і по клею.
Розкол по деревині означає, що клейовий шов міцніший, ніж деревина. Розкол по деревині — клею також свідчить про високу міцність клейового шва, бо більш ніж половина площі склеювання розкололась по деревині, а менше — по клею. Розкол по клею — деревині свідчить про низьку міцність клейового шва, тому що більш ніж половина площі склеювання розкололась по клею і менше — по деревині. Розкол по клею свідчить про низьку міцність склеювання. Такий клей ні в якому разі застосовувати не можна.
Для високоякісного склеювання слід правильно вибрати вид клею, приготувати клейовий розчин; рівномірно нанести його на деревину і точно дотримуватись режимів склеювання.
Вибір клею і приготування клейових розчинів
На сучасних меблевих підприємствах для виробництва меблів широко застосовують клей на основі синтетичних смол: термореактивних (сечовино- і меламіноформальдегідних і фенолформальдегідних) та термопластичної смоли (полівінілацетату), а також білкові клеї з глютину (кістковий, міздровий, риб'ячий) і казеїну. Крім того, для приклеювання до деревини пластичних мас і тканини застосовують деякі марки гумових клеїв.
Приготування робочих розчинів глютинових клеїв. Глютинові клеї надходять на виробництво у вигляді плиток, стружок і галерти. Приготовляючи клейовий розчин з плиткового клею, плитки вміщують в посуд з водою на 6—12 год для розбухання. Співвідношення води і клею в розчині беруть залежно від сорту і виду клею, а також від виду склеювання.
Для якості клейового розчину велике значення мають його концентрація, в'язкість і густина.
Концентрацією клейового розчину називають процентний вміст у розчині товарно-сухого клею. Концентрація товарно-сухого клею в розчині міздрового клею для склеювання брусків має становити ЗО—35 %, для облицьовування — 35—40 %, кісткового для брусків 35—40 %, для облицьовування 45—50 %. Для облицьовування беруть клей густіший, щоб не було «пробиття» його на лицьовий бік шпону.
Кількість плиткового або стружкового клею GK для приготування потрібної кількості клейового розчину заданої концентрації визначають за формулою, кг,
![]()
де k — задана концентрація розчину, %; N — потрібна кількість клейового розчину, кг; W1 — вологість товарно-сухого клею, що становить 15—17 %; W2 — вологість наявного клею, %,
Звідси кількість води GB яку треба додати до клею, визначають, кг:
GB = N – GK
Після набухання плиткового клею (стружкового і галерти без набухання) його варять при температурі 70 .80 °С в клеянці або котлі з подвійними стінками. Варити клей довго при температурі вищій за 80 °С не рекомендується, тому що за таких умов знижується його клейкість. Якщо клей пінитиметься, то його треба прокип'ятити протягом 5—10 хв і зняти піну. Розчин придатний для вжитку, якщо при помішуванні в ньому немає згустків. Під час роботи температура робочого розчину має бути 60 .80 °С, тому весь посуд повинен мати подвійні стінки", між якими налито гарячу воду, що підтримує відповідну температуру клейового розчину. Глютинові клеї слід приготовляти в кількості, потрібній не більш ніж на один-два дні, бо вони застигають. В разі застигання клейового розчину його знову підігрівають. Міцність склеювання глютиновими клеями становить 6—8 МПа.
Приготування робочих розчинів казеїнових клеїв.
Незважаючи на те що казеїнові клеї дедалі менше застосовуються на сучасних меблевих підприємствах (у зв'язку з харчовим значенням їхньої сировини), ми коротко ознайомимось із способом приготування їх робочого розчину.
У меблевому виробництві застосовують готові вапнякові клеї ОБ і «Екстра», що надходять у вигляді порошкоподібної маси, яка складається з казеїну, вапна кальцинованої соди, фториду натрію, мідного купоросу і гасу.
Для приготування розчину в посуд наливають потрібну кількість води і, безперервно перемішуючи, додають порошок клею. Перемішування триває до повного розчинення порошку (30—60 хв) і утворення однорідної сметаноподібної маси. Залежно від потрібної в'язкості на 1 частину маси клею беруть 1,7—2,3 частини маси води кімнатної температури (18 .20 °С). У гарячій воді клей розчиняти не можна, бо казеїн скручується і втрачає свою клейкість. Клейовим розчином казеїнового клею можна користуватись не більш ніж 6 год. Міцність склеювання — 8—10 МПа. Для приготування розчину застосовують механічні клеєзмішувачі.
Приготування робочих розчинів синтетичних (смоляних) клеїв.
До розчиненої смоли відповідної марки добавляють затверднювач, який викликає хімічну реакцію. Для гарячого склеювання затверднювачем є хлорид амонію (NH4C1), якого беруть 0,2—1,5 % від маси смоли, а для холодного — 10 %-на щавлева кислота в межах 1,5—2,8 % або 40 %-на молочна кислота в межах 4—6 % (остання для клею М-60).
Вязкість смоляних клеїв має бути в межах ЗО—300 с по ВЗ-4. Для зниження в'язкості у клей добавляють певну кількість води, а для підвищення її додають деревну муку або інший наповнювач.
Оптимальна кількість затверднювача для різних смол залежно від їхніх властивостей зазначена в інструкціях щодо склеювання або встановлюється дослідним шляхом. Життєздатність синтетичних клеїв невелика (2—6 год) і залежить від температури клейового розчину. Навіть при незначному підвищенні температури (25 °С) строк життєздатності клейового розчину значно зменшується. Тому готові розчини клеїв доцільніше тримати в посудині з подвійними стінками, простір між якими заповнений холодною водою, що подовжує строк життєздатності клею.
Щоб не допустити виходу («пробиття») клейового розчину через шпон, а також для зменшення його витрат сечовиноформальдегідні клеї перед застосуванням спінюють. Для цього при змішуванні смоли із затверднювачем до смоли добавляють речовину, яка сприяє утворенню піни (найчастіше 0,5—1 % порошкового альбуміну від маси смоли). Змішування цих компонентів відбувається в спеціальних змішувачах з решітчастими лопатями, що роблять біля 300 об/хв протягом 30 хв. Більшість смол спінюється при атмосферному тиску, а для смоли МФ-17 потрібний надлишковий тиск близько 0,2 МПа, якого досягають подачею стиснутого повітря в герметично закритий котел. Після спінювання клейової піни стае в 3—4 рази більше, ніж було клейового розчину. Спінений клей має малу розливність, що дає можливість економно витрачати його.
Підготовка поверхні деталей до склеювання та нанесення клейових розчинів на них.
Для якісного склеювання клейовий розчин наносять на добре підготовлену рівну і гладеньку поверхню, щоб склеювані сторони добре прилягали одна до одної. Шорсткість поверхні має бути в межах 7—8-го класу (ГОСТ 7016—82). Такої поверхні можна досягти фрезеруванням деталей на верстатах з діаметрами ножових валів 120—150 мм, що обертаються із частотою 5000—6000 об/хв при швидкості подачі 8—10 м/хв. Цинублення, яке раніше широко застосовувалось перед склеюванням й облицьовуванням, не рекомендується, бо воно призводить до потовщення клейового шару, що надто знижує міцність склеювання.
Клейовий розчин здебільшого наносять тільки на одну із склеюваних деталей. І тільки при склеюванні шипових з'єднань, а також торців і деревостружкових плит клей наносять на обидві склеювані деталі рівномірним шаром з невеликим запасом на витискання.
Відомі три способи нагрівання клейових швів: нагрівання через деревину, попереднє нагрівання деревини і безпосереднє нагрівання клейового шва.
При нагріванні через деревину тепло від нагрівача проходить через шар деревини у клейовий шов. Чим товстіший шар деревини, тим більше часу треба на його прогрівання. Цей спосіб може бути ефективним тільки для приклеювання тонких деталей або листових матеріалів. Зокрема, він широко застосовується при облицьовуванні, оскільки товщина шпону 0,6—1,0 мм.
Попереднє нагрівання деревини, або акумулювання тепла в деревині, полягає в тому, що одну або обидві склеювані деталі перед нанесенням клею нагрівають, а потім стискують їх. Нагріта деревина передає тепло клейовому шву, який внаслідок підвищення температури твердне. Для швидкого нагрівання деревини температура нагрівачів має бути близько 200 °С. При вищій температурі починається руйнування поверхні деревини (термодеструкція), при нижчій — зменшується кількість накопиченого тепла або збільшується час попереднього нагрівання. Цей спосіб можна застосовувати для деталей не менш ніж 10 мм завтовшки.
Безпосереднє нагрівання клейового шва — найефективніший спосіб. Його здійснюють за допомогою струмів високої частоти (СВЧ). Для цього склеювані деталі вміщують між металевими обкладками-електродами, до яких підводять струм високої частоти. Між електродами утворюється високочастотне поле, яке проникає у склеюваний матеріал. Це поле взаємодіє з молекулами й атомами матеріалу, спричинює зміщення їх позитивно і негативно заряджених частин. Оскільки поле змінне, то зміщення частин відбувається то в один, то в другий бік Високочастотні коливання частин всередині матеріалу відбуваються з переборюванням внутрішніх сил, що зрівноважують систему. Затрачена на це енергія виділяється у вигляді тепла.
Для перетворення струму промислової частоти у струм високої частоти застосовують високочастотні генератори.
Цей спосіб порівняно дорогий і не дістав широкого застосування.
- Режими склеювання
Питання для вивчення
- Температура і вологість повітря.
- Тривалість пресування і тиск.
- Обладнання для склеювання.
- Організація робочого місця та техніка безпеки при склеюванні.
Процес склеювання складається з операцій, які треба виконувати послідовно за певних умов. Сукупність правил, які вказують, як і за яких умов здійснюється склеювання, називається режимом склеювання.
Основними факторами режиму є кількість клею, яку наносять на одиницю площі склеюваних поверхонь, температура приміщення, температура деревини, температура клейового розчину, час видержки до запресовування (відкритої і закритої), тиск, температура при . пресуванні; час видержки у пресі.
Залежно від виду клею витрати його можуть бути різними. Встановлено, що доброї якості склеювання можна досягти при витраті клейових розчинів, г/м2:
Колагенових (глютинових) 200—350
Казеїнових 160—280
Карбамідних (К-17, МФ, М-60, М-70) 140—200
Фенолоформальдегідних 160—250
При склеюванні шипових з'єднань напівторцевих поверхонь, а також при склеюванні з одночасним гнуттям витрати клейового розчину слід збільшити на 50 %. При такій нормі витрат товщина клейового шару становить 0,08—0,15 мм, а це забезпечує високу міцність склеювання.
Вологість і температура деревини. На міцність склеювання великий вплив має вологість деревини. Найвищу міцність склеєних деталей маємо при вологості в межах 8—10 %, а шпону — 6 %. Склеювати деталі різної вологості не варто, бо при висиханні вони жолобляться, на більш вологому боці утворюється увігнутість, а в клейовому шві — внутрішні напруження.
Нормальною температурою деревини вважають 18 .25 °С. ІІри нижчій температурі колагенові клеї швидко драгліють, а синтетичні холодного тверднення — повільно тверднуть. При дуже нагрітій деревині колагенові клеї будуть дуже довго залишатися рідкими і під пресом можуть легко витискуватись, а при облицьовуванні навіть просочуватись крізь шпон. Синтетичні клеї можуть передчасно тверднути ще до запресування, що надзвичайно знижує міцність склеювання.
|
Таблиця 2. Режими склеювання деревини |
|||
|
|
Показник режиму для |
||
|
Елемент режиму |
глютинового клею |
казеїнового клею |
синтетичного клею |
|
Температура приміщення, °С |
18 .25 |
12 .22 |
16 .22 |
|
Температура клейового розчину, °С |
60 .80 |
12 .22 |
18 .22 |
|
Відносна вологість повітря, % |
65 |
65 |
65 |
|
Намазування клейового розчину: |
|
|
|
|
при однаковому напрямку волокон |
|
|
|
|
деревини |
— |
Одностороннє |
— |
|
при різних напрямках волокон |
|
|
|
|
деревини |
— |
Двостороннє |
— |
|
Тривалість відкритого і закритого |
|
|
|
|
просочування, хв |
До 1 |
4—6 |
До 20 |
|
Тривалість витримки під пресом, год |
|
|
|
|
деталі з хвойних порід |
4—5 |
3—4 |
2—3 хв |
|
деталі з твердих листяних порід |
5—6 |
4—5 |
3—4 хв |
|
Тиск при запресовуванні, МПа |
0,3—0,8 |
0,3—0,5 |
0,5—1,2 |
|
Оптимальна товщина клейового шару мм |
|
|
|
|
0,08—0,15 |
0,08—0,15 |
0,08—0,15 |
|
|
Тривалість витримки деталей після розпресовувания перед дальшою обробкою, год |
24—48 |
20—24 |
2—4 |
|
Витрати клейового розчину в товар но-сухому обчислюванні, г/м2 |
200—350 |
160—280 |
140—250 |
|
В'язкість клейового розчину при температурі 18 .20 °С по віскозиметру ВЗ-4, с Життєздатність робочого розчину при температурі 18 .20 °С, год |
60—300 |
60—300 |
60—300 |
|
Застиг — підігріти |
3—4 |
3-6 |
|
|
Вологість деревини, % |
8±2 |
8±2 |
8±2 |
|
Клас шорсткості поверхні деревини |
|
Не нижче 8-го |
|
Примітка. При підвищенні температури плит преса до 90 .120 С тривалість витримки значно скорочується (до 5—10 хв)
Температура і вологість повітря.
Для нормальних умов праці і для якісного склеювання колагеновими клеями температура в приміщенні має бути 18 .25 °С, а синтетичними — 16 .22 С. Для казеїнових клеїв вона може бути в межах 16 .25 °С.
Вологість повітря в приміщенні для склеювання має бути 50— 60 %. Видержка перед запресовуванням поділяється на періоди відкритого і закритого просочування. Під відкритим періодом розуміють проміжок часу від намазування до з'єднання склеюваних поверхонь, під закритим — проміжок часу від з'єднання склеюваних поверхонь до створення тиску. Тривалість відкритого і закритого просочування залежить від виду клею та його концентрації, від температури деревини, клейового розчину, навколишнього повітря і прокладок.
Тривалість пресування і тиск.
Пресування роблять для того, щоб склеювані поверхні щільно прилягали одна до одної і рівномірно зволожувались клейовим розчином по всій поверхні. Крім того, під тиском клейовий розчин краще проникає у відкриті пори деревини. Пресування слід проводити перед початком тверднення клею. Тривалість видержки у пресі залежить від виду клею, температури плит преса і швидкості прогріву клейового шва. В окремих випадках він становить для синтетичних клеїв 5—10 хв (при нагріванні клейового шва до 90 .120 °С), а без підігріву для всіх клеїв — 2—6 год.
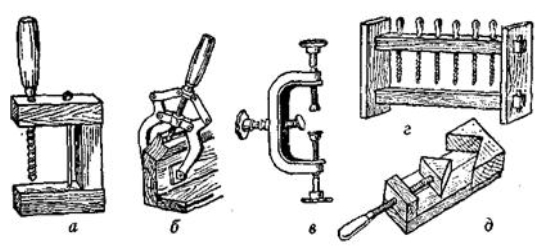
Мал.45. Струбцини:
а — звичайні гвинтові, б— важільні, в — для кромок, г — хомутові, д — кутові {дерев'яні і металеві)
Тиск при склеюванні має бути 0,3—1,2 МПа. Тривалість видержки після розпресовування до повторної обробки має становити не менш ніж 24 год, а для деталей великих розмірів — навіть 48 год.
Отже, оскільки режим склеювання залежить від ряду факторів, то для кожної конкретної партії клею в лабораторії підприємства складаються відповідні режими (табл. 2). Розроблені режими вивішують на робочих місцях склеювальників або облицювальників.
Обладнання для склеювання
Для щільного прилягання склеюваних поверхонь при наявності певного обладнання або пристроїв створюють відповідний тиск (0,3—1,2 МПа). Залежно від розмірів і форми склеюваних деталей застосовується й різне устаткування.
Найпростішими пристроями є звичайні дерев'яні та металеві струбцини різних форм і конструкцій (рис.45). Найпростішими з них є П-подібні, що складаються з трьох брусків і гвинта. Для зміцнення їх паралельно із середнім бруском (поруч з ним) ставлять металевий болт. Для стискування деталей, що з'єднуються на «вус», застосовують кутові струбцини — дерев'яні або металеві. Проте при застосуванні звичайних струбцин дуже багато часу витрачається на загвинчування та розгвинчування, тому створено ряд швидкодіючих струбцин.
Для склеювання ділянок дощок у щити застосовують прості металеві стискачі або вайми. У ваймах сторони рейок, на які ставлять ділянки дощок, мають бути рівними, а упори — перпендикулярними до них. При одночасному склеюванні кількох ділянок застосовують пристрої, які притискують всі площини ділянок до рейок.
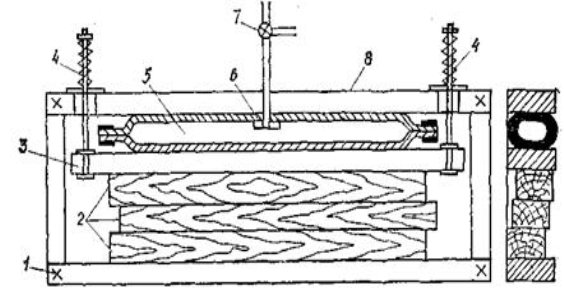
Рис.46 Пневматично-шланговий прес (вайма)
Для склеювання ділянок у щити чи блоки вигідно застосовувати пневматичні шлангові преси або вайми, конструкції яких можуть бути різноманітними і залежать від їх призначення.
На мал.46 подана схема шлангового преса для склеювання ділянок дощок у блоки. Між нерухомо закріпленою балкою 8 та рухомою балкою 3 розташований шланг 5, виготовлений із відрізка звичайного пожежного рукава з щільно заробленими кінцями, шланг з'єднаний через ніпель 6 та кран 7 з сіткою стиснутого повітря. В неробочому стані кран сплющений балками під тиском пружин 4. Блок 2, який підлягає склеюванню, встановлюють між рухомою балкою 3та упорною 1. При наповнюванні стиснутим повітрям шланг приймає циліндричну форму і, відсуваючи балку 3, стискує склеювальний блок.
Для облицьовування та складання вузлів, груп і виробів застосовують спеціальне устаткування.
Організація робочого місця та техніка безпеки при склеюванні
Тільки за умов правильної організації робочого місця можна мати високоякісні клейові з'єднання. Склеювання необхідно здійснювати на верстаті або на столі відповідної висоти з плоскою рівною кришкою. Верстат чи стіл треба розміщувати біля вайм або інших стискних пристроїв на відстані, яка дає змогу вкладати склеювані ділянки без додаткових переходів.
На робочому місці має бути:
достатній запас підготовлених до склеювання деталей (якщо здійснюється склеювання вузлів, то деталі подаються комплектно);
достатня кількість правильно приготовленого клейового розчину;
необхідні пристрої для обтискування склеюваних вузлів та нанесення клейового розчину;
необхідні різальні і вимірювально-перевірні інструменти для підготовки деталей при склеюванні, перевірки розмірів і кутів склеюваних виробів.
Робоче місце має бути чистим і освітленим, одяг і руки робітника-склеювальника — чистими. На робочому місці необхідно мати обтиральні матеріали для видалення витиснутого клею.
Під час роботи клей тримають в клеянках з подвійними стінками і дном. При вживанні глютинових клеїв між стінками клеянки наливають гарячу воду, а синтетичних — холодну. Глютинові і синтетичні клеї краще приготовляти в оцинкованому або емальованому посуді, а казеїнові — у фарфоровому. Посуд для клею і пензлі після роботи миють гарячою водою, але без мила. Для видалення залишків смоляного клею посудину нагрівають до 80 °С, після чого постукують по її стінках, і твердий клей відпадає від неї.
Оскільки температура в клеїльних цехах підвищена (20 .30°С), а синтетичні клеї досить токсичні, то в цих цехах має діяти підсилена вентиляція. Двері до інших цехів треба щільно закривати щоб не створювати протягів.
Дайте відповіді на запитання:
- Назвіть кутові кінцеві з’єднання брусків згідно малюнку:
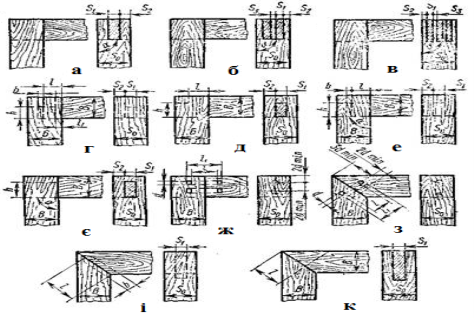
а. ______________________ е. ______________________
б. ______________________ є. _______________________
в. ______________________ ж. ______________________
г. ______________________ з. _______________________
д. ______________________ і. _______________________
к. ______________________
2. Назвіть серединні зєднання брусків:
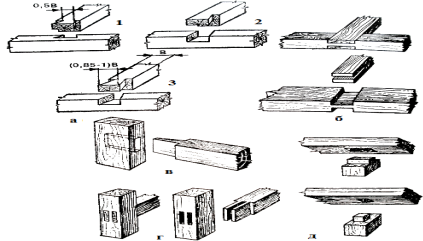
а. ________________________________
б. ________________________________
в. ________________________________
г. ________________________________
д. ________________________________
3. Назвіть кутові серединні (таврові) з’єднання брусків і щитів згідно малюнку:
а. ______________________ б. _____________________
в. ______________________ г. _____________________
д. ______________________ е. _____________________
є. ______________________ ж. _____________________

4.Шипом – називається __________________________________________
____________________________________________________________
5.Види шипів:
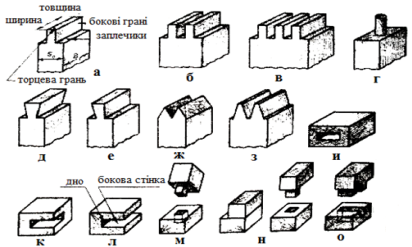
а. ______________________ б. _____________________
в. ______________________ г. _____________________
д. ______________________ е. _____________________
є. ______________________ ж. _____________________
з. ______________________ и. _____________________
к. ______________________ л. _____________________
м. ______________________ н. _____________________
о. ______________________
6. Скріплення деталей за допомогою нагелів і шкантів :
а)_____________________________________________________
б) ____________________________________________________
в) ____________________________________________________
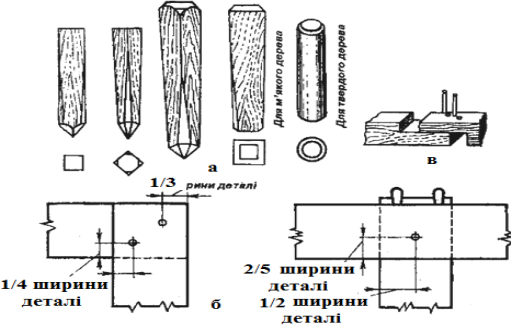
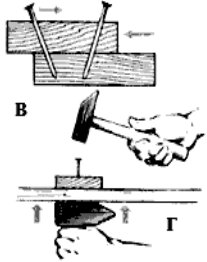
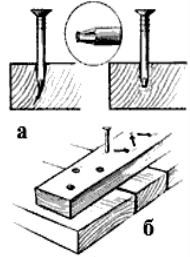 7.Скріплення деталей за допомогою цвяхів:
7.Скріплення деталей за допомогою цвяхів:
а)________________________________________________________
б) ________________________________________________________
в) ________________________________________________________
г) ________________________________________________________
8. Кутові з’єднання брусків з кріпленнями:
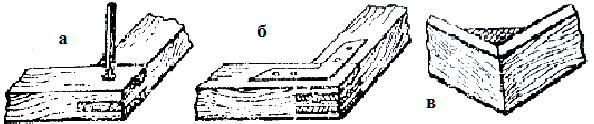
а)_______________________________________________________
б) _______________________________________________________
в) _______________________________________________________
9. Склеювання – це процес _________________________________________
____________________________________________________________________________________________________________________________________
10. Оберіть правильну відповідь.
При склеюванні дерев’яних деталей клей наносять:
А) на одну склеювану поверхню заготовки;
Б) на дві склеювані поверхні заготовки.
11.Основні види склеювання деревини:
|
№ п/п |
Зображення з’єднання |
Назва |
Призначення |
|
|
|
склеювання брусків
|
|
|
|
|
склеювання дощок |
|
|
|
|
склеювання шпону
|
|
|
|
|
облицювання
|
|
|
|
|
склеювання брусків з різним поповненням |
|
|
|
|
з'єднання деталей у вузли |
|






12.Режимом склеювання називають __________________________________
__________________________________________________________________________________________________________________________
13.Основними факторами режиму склеювання є:
1. ______________________________________
2. ______________________________________
3. ______________________________________
4. ______________________________________
5. ______________________________________
6. ______________________________________
Столярні з’єднання і склеювання деревини.
Тематичне оцінювання.
- Споювання – це?
А) з’єднання по ширині кромками в щити або площинами в блоки;
Б) з’єднання відрізків по довжині різними способами;
В) з’єднання відрізків по довжині, які експлуатують у вертикальному положенні;
Г) з’єднання по ширині різними способами.
- Нарощування використовують при…?
А) подовженні на зубчастий шип;
Б) подовженні стояків і стовпів;
В) подовженні по кромці в прямокутній паз і гребінь;
Г) подовженні в чверть по кромці.
- Щоб розмітити деталі брусків, на внутрішніх краях яких буде відібрана фаска або кальовка, потрібно…?
А) передбачити меншу ширину шипа з боку відбирання;
Б) передбачити меншу довжину шипа з боку відбирання;
В) передбачити менші ширину і довжину шипа з боку відбирання;
Г) передбачити більші ширину і довжину шипа з боку відбирання.
- До таврового з’єднання брусків відноситься…?
А) на «вус» з вставним не наскрізним круглим шипом;
Б) на шип з півпотемком наскрізний;
В) на шип з потемком наскрізний;
Г) на шип «ластівчин хвіст» ненаскрізний.
- До кутового кінцевого відноситься з’єднання …?
А) на «вус» з вставним не наскрізним круглим шипом;
Б) на шип «ластівчин хвіст» ненаскрізний;
В) на шипи круглі вставні ненаскрізні;
Г) в паз ненаскрізний.
- До яких дощок належить подана на рисунку стругана (фрезована) дошка:
 А) з прямокутнім пазом;
А) з прямокутнім пазом;
Б) на гладку фугу;
В) до фальцьованих;
Г) до вагонки.
- Які види профілів гнуто-клеєних заготовок призначені для виготовлення стільців
А) шпон;
Б) лотки;
В) царги і проножки;
Г) галтель.
- Як називають виступ на торці бруска, який заходить у відповідне гніздо або вушко?
А) нагель;
Б) шкант;
В) шпонка;
Г) шип.
- Назвіть подане на рисунку серединне з’єднання брусків:
 А) вушком;
А) вушком;
Б) наскрізним одинарним шипом;
В) потайним шипом;
Г) наскрізним напівсковороднем.
- B’язки брусків, на кромці яких вибирають паз, ширину шипа і довжину вушка, або гнізда, роблять …?
А) більшими на глибину паза;
Б) меншими на глибину паза;
В) меншими на подвійну глибину паза;
Г) більшими на подвійну глибину паза;
- За якої вологості можна склеювати деталі із деревини?
а. 25...30 %;
б. до 15 %;
в. більше 30 %;
г. будь-якої вологості;
д. правильної відповіді немає.
12. Який технологічний процес відбувається під час складання виробу?
а. з’єднання деталей цвяхами;
б. з’єднання деталей у виріб;
в. з’єднання деталей шурупами;
г. з’єднання деталей будь – яким способом;
д. правильної відповіді немає.
Тема 3. Конструкції основних столярних і столярно – будівельних виробів.
- Прості прямолінійні вироби.
Питання для вивчення
- Лиштви.
- Плінтуси.
- Підвіконня.
Лиштви, плінтуси, підвіконня
Деталі дерев'яні фрезеровані - лиштви, плінтуси, розкладки (мал. 47) - виготовляють із деревини хвойних і листяних порід вологістю (12 + 3)%.

Рис. 47. Деталі дерев'яні фрезеровані для лиштв:
а - плінтус, б- поручень, в - лиштву, г - обшивка, д - розкладка, е - підвіконна дошка з фаскою, ж - підвіконна дошка із закругленою крайкою
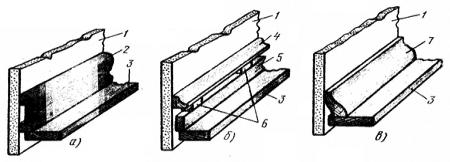
Мал. 48. Схема установки плінтусів:
а, б, в - прокладка щілинного плінтуса;
1 - стіна, 2, 7 - плінтуси, 3 - дошка підлоги, 4 - розкладки, 5 - брусок
Для щільного прилягання лиштви до стін або перегородок кріплять із напуском не менш чим 10...20мм. До брусків коробки їх кріплять цвяхами зі злегка втопленими капелюшками. Кількість цвяхів залежить від довжини лиштви. Лиштви, виготовлені з деревини коштовних порід або призначені під прозору обробку, кріплять шурупами. У кутах лиштви з'єднують на "вус". Лиштви, установлювані в одному приміщенні, повинні мати однаковий профіль. Вертикальні і горизонтальні лиштви встановлюють під прямим кутом. Правильність установки лиштв перевіряють схилом і косинцем. Установлюють лиштви в приміщенні після оштукатурювання стін і до обклеювання їх шпалерами.
Зазори, утворені між підлогою, стіною або перегородкою, закривають плінтусами (мал. 48). До установки плінтусів у кам'яних стінах, перегородках свердлять отвори діаметром 15, глибиною 50мм і із кроком 1...1,25м на висоті від підлоги 25...35мм, потім у ці отвори забивають пробки із сухої деревини, після чого зачищають підлогу й стіни від сміття, бруду. Плінтуси прирізають на "вус", підганяють по місцю й закріплюють. Зазори в місцях примикання плінтусів до підлоги, стін підмащують шпаклівкою. Плінтуси 2, 7 установлюють на дошки підлоги 3 і кріплять до стіни 1.
У житлових і суспільних будинках установлюють дерев'яні підвіконні дошки (підвіконня), які залежно від профілю обробки лицьових крайок можуть бути з фаскою або заокругленою крайкою. Підвіконня виготовляють із деревини хвойних порід довжиною 0,7...2,8м; шириною 0,15...0,45м, товщиною 34 і 42мм.
На місце підвіконня встановлюють так, щоб поверхня їх мала ухил усередину приміщення не менш 1%.
Нижню поверхню підвіконня до установки антисептують пастою й з боку кладки ізолюють теплоізоляційним матеріалом. В одному приміщенні підвіконня повинні бути встановлені горизонтально на одному рівні. Торці підвіконь, що зашпаровуються в цегельні стіни, попередньо обробляють антисептиком і обертають гідроізоляційним матеріалом.
- Види, призначення й способи виготовлення опалубки й інвентарних лісів
Питання для вивчення
- Опалубка.
- Види опалубки.
- Виготовлення опалубки.
Опалубка. При будівництві будинків і споруджень із монолітного бетону й залізобетону застосовують опалубку. Опалубка являє собою форми, у які укладають арматуру й бетонну суміш або одну бетонну суміш із метою одержання необхідних будівельних конструкцій. Форма й внутрішні розміри опалубки повинні відповідати заданим по проекту розмірам і формі залізобетонних і бетонних конструкцій
Опалубка повинна мати точні розміри відповідно до робочих креслень, бути міцною, твердою. Вона не повинна деформуватися під впливом технологічних навантажень і перешкоджати зручності установки арматури й ущільненню бетонної суміші. По своїй конструкції опалубка повинна забезпечити дотримання геометричних розмірів бетонуючих елементів, можливість швидкого її монтажу і демонтажу, зручність ремонту й заміни негідних елементів, мінімальне зчеплення з бетоном. опалубка, що гріє (термореактивна) повинна забезпечувати рівномірну температуру на опалубці - щиті, причому температурні перепади не повинні перевищувати 5°С.
Опалубка не повинна мати отворів і щілин. При заповненні бетонною сумішшю вона не повинна пропускати цементне молоко. Дерев'яна опалубка може бути використана для бетонування до 30 раз. Повторне використання опалубки називають оборотом. Рекомендується застосовувати інвентарну опалубку, яка легко збирається й розбирається. Розбирати опалубку потрібно обережно, для того, щоб не поламати й не зіпсувати дошки, щити.
Застосування інвентарної опалубки у вигляді щитів підвищує її оборотність. Інвентарна опалубка має уніфіковані розміри, тому її можна використовувати для бетонування різних будівельних конструкцій, що мають розміри, які відповідають основному модулю
Стяжні болти, тяжі й інші елементи кріплення повинні бути інвентарними, легко встановлюватися й зніматися
Для збільшення оборотності інвентарної опалубки (мал. 49), а також одержання після бетонування більш гладкої поверхні опалубку обтягують поліетиленовою плівкою 1, яку кріплять притискними брусками або приклеюють до поверхні опалубки-щита 2. Плівка має гладку поверхню й водонепроникна, зчеплення її з бетоном практично досить мало. При розбиранні опалубки плівка майже не одержує ушкоджень
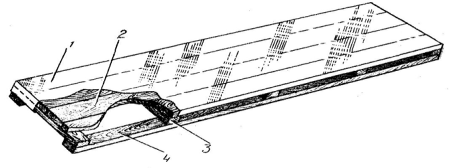
Рис. 49. Опалубка із плівковим покриттям:
1 - поліетиленова плівка, 2 - щит (палуба) з дощок, 3 - поперечні бруски, 4 - поздовжні бруски
Види опалубки. Залежно від конструкцій зведених будинків застосовують різні види опалубки. Розбірно-переставна мілкощитова інвентарна уніфікована опалубка застосовується для бетонування різнотипних монолітних конструкцій, у тому числі криволінійного обрису. Розбірно-переставну крупнощитову опалубку використовують при зведенні великорозмірних масивних конструкцій, стін; горизонтально-ковзну (катучу) - при обладнанні тунелів, колекторів, водоводов і ін.; об'ємно-переставну - при зведенні житлових і суспільних будинків.
Найбільш часто використовується дерев'яна розбірно-переставна опалубка, що складається з окремих щитів (мал. 50) і підтримуючих балок, прогонів і ригелів та рам. У деяких випадках, опалубку підтримують лісом, що зроблений зі стійок, розкосів і др.
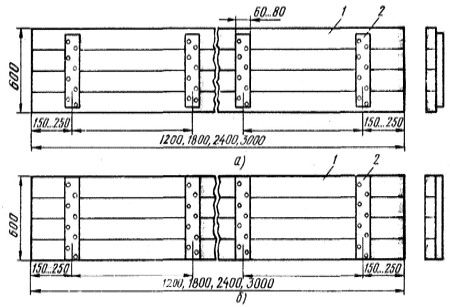
Рис. 50. Уніфіковані щити:
а - для фундаментів, стін, колон, плит, перекриттів, б - для дерев'яних стрічкових фундаментів
Матеріал для опалубки. Вологість деревини для виготовлення підтримуючих елементів (стійки й ін.) повинна бути не більш 22%, а для палуби - не більш 18%. Для виготовлення підтримуючих елементів опалубки дозволяється застосовувати круглі лісоматеріали й пиломатеріали.
Дошки опалубки, що безпосередньо прилягають до бетону, повинні мати фрезеровану поверхню й ширину до 150мм, а дошки горизонтально-ковзної опалубки - ширину не більш 120мм.
Сучки, що загнили, гнилі, тютюнові, червоточина неприпустимі, тому що зменшують міцність дощок. Дошки із гнилизною, що порушує міцність деревини, також не слід застосовувати, сучки, що випадають, зашпаровують пробками на водостійкому клеї.
Скріплюють дерев'яні частини опалубки цвяхами діаметром 2...6 і довжиною 50...150мм, сталевими болтами, скобами, виготовленими зі сталі діаметром 12...19мм, довжиною 250...300мм, а також дротом діаметром 3...4мм.
Виготовлення опалубки. Елементи опалубки виготовляють у спеціальних цехах (мал. 51), у які входять відділення по виготовленню деталей опалубки й відділення по складанню елементів опалубки з готових деталей.
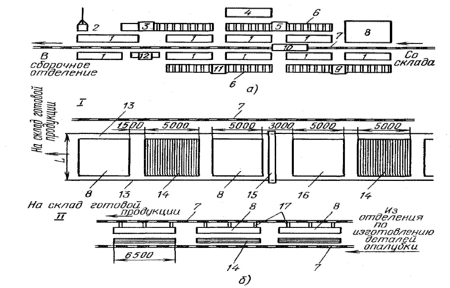
Рис. 51. Схема розташування встаткування в опалубному цеху:
а - відділення по виготовленню деталей опалубки, б - відділення по складанню елементів опалубки з готових деталей;
1 - стелажі для матеріалів і заготовок, 2 - лєнточнопильний верстат, 3 - універсальний верстат для нарізки дрібних деталей, 4 - місце для обрізки відходів, 5 - круглопильний верстат для поздовжнього розкрою, 6 - роликовий конвеєр, 7 - вузькоколійний шлях, 8 - верстати, 9 - круглопильний верстат для поперечного розкрою, 10 - вагонетка, 11 - фугувальный верстат, 12 - рейсмусовий верстат, 13 - підкранові колії, 14 - місце складування матеріалів, заготовок, 15 - кран, 16 - приміщення для заточки інструментів, 17 - похилі бруси (напрямні) для спуску готових щитів зверстаків.
У відділенні по виготовленню деталей опалубки (мал. 51, а) розміщені круглопильні верстати 9 і 5 для розкрою пиломатеріалів по довжині й ширині, фугувальный 11 і рейсмусовий 12 верстати, на яких обробляють площини й крайки заготовок
Для виготовлення дрібних деталей установлюють універсальні верстати 3, а для випилювання профільних елементів опалубки - лєнточнопильні верстати 2. У відділенні повинен бути набір ручного електрифікованого інструменту для обробки громіздких деталей. На круглопильних верстатах працює ланка, що складається із двох робітників, а на інших видах устаткування - по одному робітнику. Деталі з відділення по виготовленню деталей опалубки у відділення по складанню елементів опалубки подаються на вагонетках по вузькоколійному шляху 7.
У відділенні по складанню елементів опалубки (мал. 51, б) є дві лінії, з яких одна призначена для виготовлення дрібних щитів, а інша - великопанельних щитів. Великопанельні щити збирають на верстатах (мал. 52), на яких розташовані упори 1 ( для сутичок) і 2 ( для дощок опалуби), а також гнізда 3 ( для ребер) і 4 ( для сутичок). На цьому верстаті щити збирають із заздалегідь заготовлених дощок і брусків. Після складання на поверхні щитів розмічають і свердлять отвори для болтів.
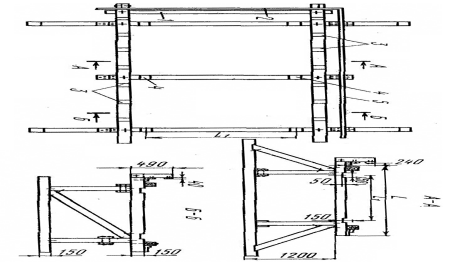
Рис. 52. Верстат для виготовлення великопанельних щитів:
а - схема верстата, б - спосіб загнучкі цвяхів, в - знімне гніздо конструкції Н.П.Шахова;
1- завзятий брусок для торця дощок щита, 2 - сталева смуга для загинання цвяхів, 3 - завзята лінійка (рейка) для зшивних планок, 4 - рейки, що утворюють гніздо для зшивних планок щита, 5 - кришка верстата, 6 - завзятий брусок для дощок щита, 7 - цвяхи, 8 - дошки щита, 9 - зшивна планка круглопильного верстата на необхідний розмір
Дрібні щити збирають на верстатах, показаних на мал. 53, у шаблонах. Гуртувати щити потрібно міцно. Лицьова сторона щитів, що примикає до бетону, повинна бути оброблена, і не мати заколів. Зшивні планки 9 прибивають до дощок 8 цвяхами 7, причому цвяхи повинні бути добре загнуті й втоплені в деревину, готові щити знімають із верстатів і по похилих брусах 17 (див. мал. 53) подають до вагонетки й везуть на склад
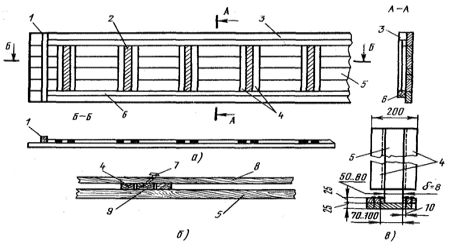
Рис. 53. Верстат для виготовлення дрібних щитів розбірно-переставної опалубки:
1 - упор для сутичок, 2 - упор для дощок палуби, 3 - гнізда для ребер, 4- гнізда для сутичок, 5оупор для ребер і дощок опалубки (L - довжина щита, d - відстань між осями сутичок). Поверхня каркасу й фанера перед склеюванням очищають від пилу, бруду й др.
Зразкові рішення шаблонів для складання елементів опалубки наведені на мал. 54. Хомути для опалубки колон, рамок під опалубку колон збирають із заздалегідь виготовлених деталей. Широке поширення у виготовленні опалубки одержали фанерні щити, що представляють собою рамку - каркас із дерев'яних брусків, на яку клеями підвищеної водостійкості наклеюють водостійку фанеру. На оброблюваній поверхні брусків не повинно бути шорсткості або задирів.

Рис. 54. Шаблони для виготовлення конструктивних елементів опалубки:
а - для виготовлення рамок під опалубку колони, б - для виготовлення галузей хомутів колон;
1 - планка рамки, 2 - планки, що визначають внутрішні контури рамки, 3 - упор, 4 - сталеві смуги для загинання цвяхів, 5 - клин, 6,8, - завзяті бруски, 7 - клиновий упор, 9 - завзяті бобишки для планок.
Склеюють щити в шаблоні на верстаті в приміщенні температурою 20°С. Для кращого приклеювання фанери, до каркаса її кріплять цвяхами довжиною 45...60мм із кроком 125...200мм. Після складання щити витримують у приміщенні з температурою 16...20°С. протягом 48год, а при температурі приміщення 21...25°С - 45 год.
Робочі й торцеві поверхні фанерного щита опалубки повинні бути захищені покриттям з полімерних матеріалів, паперово-шаруватого пластику, склопластику. Лицьові сторони щитів покривають спеціальним змащенням, а інші поверхні оброблюють два рази олійною фарбою.
- Виготовлення й складання віконних блоків
Питання для вивчення
- Класифікація віконних блоків.
- Віконні блоки з роздільними рамами.
- Віконні блоки зі спареними рамами.
- Склопакети.
Вікна дерев'яні для житлових і суспільних будинків підрозділяються на дві серії: зі спареними плетіннями й дверними полотнами (серія З) і з роздільними плетіннями й дверними полотнами (серія Р).
Віконні блоки випускають із нерівними й рівними стулками, із кватирками й фрамугами. Віконні блоки зі спареними й роздільними плетіннями роблять із напливом (розтину по притворах вікон дані на мал. 55). Розміри віконних прорізів для житлових і суспільних будинків відповідають модулю 1М, рівному 100мм.

Рис. 55. Вікна для житлових і суспільних будинків:
а - розтину по притворах вікон серії З, б - розтину по притворах вікон серії Р;
1 - проріз для відводу води, 2 - ущільнювальні прокладки
Для житлових будинків розміри вікон серій С и Р наступні:
висота - 560, 860, 1160, 1460, 1760мм;
ширина- 570, 720, 870, 1170, 1320, 1470, 1770, 2070мм;
розміри балконних дверей: висота - 2175, 2375мм, ширина - 720, 870мм.
Для суспільних будинків розміри вікон серій С и Р наступні:
висота - 1160, 1760, 2060мм;
ширина - 870, 1170, 1320, 1470, 1770, 2070, 2370, 2680мм;
розміри балконних дверей: висота - 2735мм, ширина - 870, 1170 ( для обох серій), 1774 ( для серії З) і 1778мм ( для серії Р).
У віконних блоках зі спареними плетіннями товщина зовнішньої й внутрішньої стулок однакова.
Для підвищення міцності кінцеві кутові з'єднання в балконних стулках, що відкриваються і фрамугах, жалюзі кріплять металевими косинцями. Куточки встановлюють на чотирьох кутах стулок фрамуг, жалюзі висотою більш 1,5м або шириною більш 0,8м, на двох верхніх кутах при ширині стулок фрамуг і жалюзі від 0,6 до 0,8м; на двох верхніх кутах зовнішніх стулок, балконних дверей роздільної й спареної конструкції; на чотирьох кутах стулок фрамуг, кватирок, клапанів, а жалюзі всіх розмірів при кутових з'єднаннях на зубчасті шипи.
Для відводу дощової води в нижніх брусках коробок і в горизонтальних імпостах під широкими стулками, фрамугами й полотнами роблять прорізи шириною 12мм, розташовувані на відстані 50мм від вертикальних брусків, коробка, імпости, а під кватирковими стулками - один проріз по середині кватирки. Стулки серії з висотою більш 1400м при ширині більш 600мм, а також висотою більш 1000мм при ширині більш 900мм навішують на три петлі
Для зниження повітропроникності по периметру притвору в плетіннях установлюють ущільнювальні прокладки з вовняного шнура, пінополіуретану й ін. Прокладки повинні бути пружними, міцними, світлостійкими й морозостійкими. Пінополіуретанові прокладки приклеюють мастикою підвищеної водостійкості (КН-2, № 88). Вовняний шнур кріплять до наплаву дрібними оцинкованими цвяхами довжиною 10...15мм із кроком 150...200мм.
Віконні блоки дерев'яні зі спареними стулками, що обертаються на середніх осях (мал.56), підрозділяються на два типи: обертові на середніх горизонтальних осях средньопідвісні ОСГ. А додатково вентиляційні клапани, що також мають (мал. 56, а), вікно без клапана й фрамуги (мал. 56, б) або верхні фрамуги (мал. 56, в), і вікна зі стулками, що обертаються на середніх вертикальних осях средньоповоротні ОСВ.

Рис.56. Вікна дерев'яні спарені з обертовими стулками на середній горизонтальній осі типу ОСГ:
а - вікно із клапаном, б - вікно без клапана й фрамуги, в - вікно із фрамугою;
1 - брусок коробки, 2 - ущільнювальна прокладка, 3 - клапан,
4 - вертикальний імпост, 5 - бруски спарених стулок, 6 – скло.
У житлових і суспільних будинках у районах з розрахунковою температурою повітря нижче -30°Із застосовують вікна (мал. 57) з однокамерними клеєними склопакетами у внутрішні й склом в зовнішніх стулках. Для житлових будинків віконні блоки мають висоту 860, 1460мм, ширину 570, 720, 870, 1170, 1320, 1470, 1770 і 2070мм, балконні двері - висоту 2175мм і ширину 720 і 870мм. Для суспільних будинків віконні блоки мають висоту 1160, 1760 і 2060мм, ширину 870, 1170, 1320 і 1470мм, балконні двері - висоту 2375 і 2755мм, ширину 870 і 1170мм.
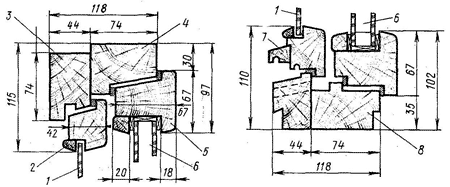
Рис. 57. Віконні блоки зі склопакетами й склом:
1 - стекло, 2 - розкладка по склу, 3 - брусок зовнішньої коробки, 4 - брусок внутрішньої коробки, 5 - брусок внутрішньої стулки, 6 - склопакет, 7 - відлив, 8 - брусок нижньої коробки
Внутрішні стулки вікон зі склопакетами висотою більш 1350мм при ширині більш 600мм і висоті більш 1000мм і шириною більш 850мм навішують на три петлі. Для шкління внутрішніх стулок і балконних дверей застосовують клеєні однокамерні склопакети, а для шкління зовнішніх стулок і балконних дверей - шибка товщиною 2,5...3мм для житлових будинків і товщиною 3...4 ммд для суспільних. Послідовність установки склопакетів і опорних, розпірних і бічних прокладок показана на мал. 58. Розпірні прокладки мають розмір 5 X В X 50мм, а опорна прокладка робиться розміром 5 X В X100, де В - товщина склопакета.
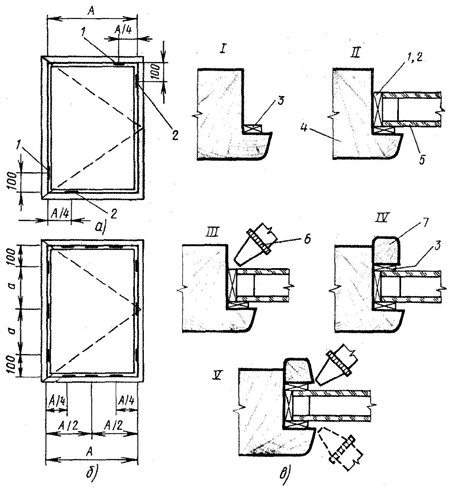
Рис. 58. Установка склопакетів у віконні блоки, послідовність робіт з установки склопакетів:
а - розташування опорних і розпірних прокладок, б - розташування бічних прокладок;
I - наклейка бічних прокладок, II - установка склопакету, розпірних й опорних прокладк, III - нанесення пістолетом шару, що не твердіє герметичної мастики вздовж торців стклопакетів, IV - установка бокових прокладок і штапиків, V- ущільнення зазорів мастикою; 1 - розпірна прокладка, 2 - опорна прокладка, 3 - бічна прокладка, 4 - віконне плетіння, 5 - склопакет, 6 - пістолет, 7 - штапик.
Клеєні склопакети складаються із двох або трьох плоских листів скла, з'єднаних по контуру таким чином, що між ними утворюється герметично замкнена камера із прошарком осушеного повітря. Склопакети бувають трьох типів: однокамерні (двошарові) без рамки, що обрамляє, СПК1 (мал. 59, а), однокамерні (двошарові) з рамкою, що обрамляє, СПКР1 (мал. 59, б), двокамерні (тришарові) без рамки, що обрамляє, СПК2 (мал. 59, в). Склопакети випускаються висотою (довжиною) 400...2550мм, шириною 400... мм і товщиною до 46мм. Товщина скла у склопакетах повинна бути не менш 3мм.

Рис. 59. Типи склопакетів:
а - однокамерний СПК1, біоднокамерні СПКР1, в - двокамерний СПК2:
1 - скло, 2- розпірна рамка, 3 - вологопоглинач, 4 - мастика,
5 - вулканізуючий герметик, 6 - повітряна прослойка, 7 -дегідраційна щілина.
Склопакети повинні бути герметичними. Розпірні рамки, що обрамляють, виготовляють із алюмінієвої стрічки. Внутрішня порожнина розпірної рамки для абсорбування пари вологи з повітряного проміжку внутрішньої порожнини заповнюється технічним силікагелем або цеолітом. Герметизація пакетів проводиться шляхом нанесенн на бічну поверхню мастики, що не твердіє, і заповнює торці пакета вулканизуючим герметиком.
Застосування склопакетів знижує вартість робіт з шкління, поліпшує звуко- і теплоізоляційні властивості вікон. Однокамерні склопакети можуть застосовуватися для скління будинків при температурі зовнішнього повітря до - 40°С, а двокамерні - до - 50°С.
Вікна й балконні двері з потрійним склінням призначені для житлових і суспільних будинків, збудованих у кліматичних зонах з розрахунковою температурою зовнішнього повітря - 31 °С і нижче.
Вікна й балконні двері виготовляють із роздільно-спареними плетіннями й дверними полотнами: одне плетіння зовнішнє - одинарний, а два внутрішні - спарених (мал. 60).
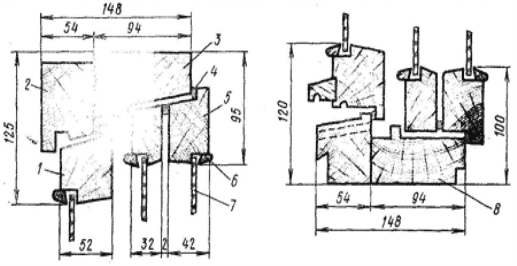
Рис. 60. Вікна дерев'яні з потрійним шклінням для суспільних будинків (розтину по притворах вікон):
1 - бруски зовнішньої стулки, 2 - брусок зовнішньої коробки, 5 - брусок внутрішньої коробки, 4 - ущільнювальна прокладка, 5 - внутрішні спарені плетіння, 6 - розкладки по склу, 7 - скло, 8 - нижній брусок внутрішньої коробки.
Віконні й балконні блоки для житлових будинків мають висоту 560, 860, 1160, 1460, 1760мм, ширину-570, 720, 870, 1170, 1320, 1470, 1770, 2070мм; а для суспільних будинків - висоту 1760, 2060, 2755мм, ширину 870, 1170, 1320, 1470, 1770, 2070, 2370, 2680мм.
Для відводу дощової води в нижньому бруску зовнішньої коробки є отвори діаметром 10мм, розташовані на відстані 50мм від вертикальних брусків коробок і імпостів.
Внутрішні стулки висотою більш 1400мм і шириною більш 600мм, висотою більш 1000мм і шириною більш 900мм, а також полотна балконних дверей навішують на три петлі.
Для скління вікон і балконних дверей житлових будинків застосовується скло товщиною 2,5...3мм, суспільних будинків - товщиною 3...4мм.
- Виготовлення й складання дверних блоків
Питання для вивчення
- Класифікація дверних блоків.
- Дверні блоки фільончасті.
- Дверні блоки щитові.
- Монтаж виробів.
Двері по конструкції розрізняють рамкові й щитові. Рамкові двері складаються з обв'язки (брусків) і заповнювача (фільонки). У зв'язку з тим, що виготовлення рамкових дверей трудомісткий процес й, крім того, потрібен пиломатеріал підвищеної сортності, витрата деревини у два рази більше, чим на двері щитової конструкції, застосування їх обмежується.
Щитові двері (мал. 61) являють собою рамку, заповнену серединками різних конструкцій, облицьовану по обидва боки фанерою або твердою деревоволокнистою плитою 5 товщиною 3...4мм. Полотна дверей мають гарні звукоізоляційні якості, міцні, формостійкі, гігієнічні й зручні в єксплуатації.

Рис. 61. Щитові двері:
а - загальний вид, б – розтин середніх притворів полотен двопільних щитових дверей, в – розтин дверних полотен по крайках;
1 - полотно, 2 - нащільник, 3 - розкладка по склу, 4 - скло, 5 - облицювання,
6 – обкладка.
По призначенню розрізняють зовнішні й внутрішні двері, а по зовнішньому вигляду - глухі й зсклені. Виготовляють двері з обкладкою 6 або без неї. Дверні блоки можуть бути одно- і двопільні, праві й ліві.
Щитові двері можуть бути із суцільним, мілкопустотним і стільниковим заповненням полотна. Двері зовнішні й вхідні у квартиру робляться із суцільним заповненням серединки. Полотна дверей виготовляють товщиною 40мм.
Дверні блоки для внутрішніх дверей виготовляють без порога, а зовнішні можуть бути з порогом або без нього.
Двері дерев'яні зовнішні для житлових і суспільних будинків (мал. 62) залежно від призначення поділяються на вхідні й тамбурні (Н), службові (З), люки й лази (Л). Двері типу Н виготовляються щитовими або рамковими, а типів С і Л - щитовими полотнами. Щитові двері можуть виготовлятися з рейковою обшивкою. Двері типів Н і С роблять однопольними, двопільними, заскленими або глухими, з порогом або без нього. Нижні частини полотен дверей захищають дерев'яними планками товщиною 16...19мм, смугами декоративного паперово-шаруватого пластику товщиною 1; 3...2,5мм або надтвердих деревоволокнистых плит товщиною 3,2...4 мм або тонкою оцинкованою сталлю. Для скління використовують скло товщиною 4...5мм.
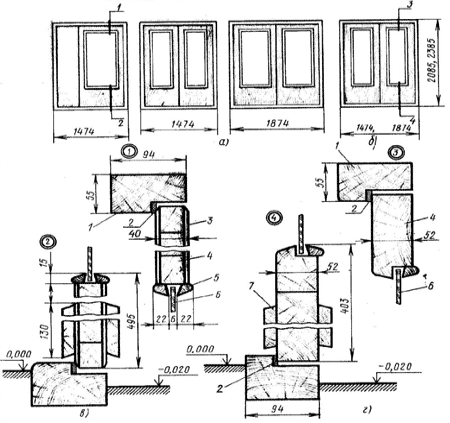
Рис. 62. Двері дерев'яні зовнішні для житлових і суспільних будинків:
а - щитові, б - рамкові, в - розтин щитових дверей, г - розтин рамкових дверей;
1 - брусок коробки, 2 - ущільнювальна прокладка, 3 - облицювання із твердих деревоволокнистих плит, 4 - полотно дверей, 5 - розкладка по склу, 6 - скло, 7 - захисна планка.
Технологічний процес виготовлення щитових дверних блоків складається з наступних основних операцій: виготовлення рамок і заповнювача (серединки щита); заповнення рамок; розкрою лицювального матеріалу; склеювання щитів дверей; обробки щитів по периметру; постановки обкладок і розкладок; виготовлення дверної коробки; навішення дверей у коробку; обробки дверного блоку.
Рамки, використовувані в якості каркаса, виготовляють із оброблених брусків розтином 40...60Х32...34мм. Бруски рамки в кутах з'єднують на шип або впритул кріплять скріпками.
Для виготовлення засклених дверей роблять дві рамки: зовнішню й внутрішню, причому розтин брусків внутрішньої рамки повинне бути таким же, як розтин брусків зовнішньої рамки.
У якості матеріалу для виготовлення заповнювача серединки застосовують маломірні пиломатеріали й відходи виробництва, які йдуть на виготовлення брусків і рейок для суцільних і розріджених серединок, відходи фанери й твердої деревоволокнистої плити товщиною 3...4мм ( для стільникового заповнення й заповнення у вигляді ламаної смуги). Рейки для серединок повинні бути окорені й без гострого обзела й гнилі.
Щити із суцільним заповненням виготовляють у такий спосіб. Після складання рамки на неї накладають облицювання (фанеру або тверду деревоволокнисту плиту), попередньо намазану клеєм, і прикріплюють до рамки дрібними цвяхами довжиною 20...25мм. закріплену облицьовану рамку перевертають і весь внутрішній простір заповнюють рейками товщиною, відповідній до товщини рамки. При укладенні рейок треба стежити за тим, щоб вони були щільно притиснуті одна до іншої, а стики рейок розташовувалися врозбіжку. Після заповнення рамки рейками її накривають зверху іншим листом лицювального матеріалу (попередньо намазаного клеєм), який прикріплюють дрібними цвяхами із чотирьох кутів. При виготовленні щита з розрідженим заповненням рамки заповнюють не суцільно, а із проміжками. У щитах зі стільниковим заповненням гнізда роблять розміром не більш 40X40мм, тому що при більших розмірах гнізд лицювальний матеріал втягується. При застосуванні некаліброваних рейок заповнення ( неоднакової товщини), а також при використанні клеїв з малим сухим залишком у дверей виходить хвиляста поверхня. Тому рейки заповнення повинні мати однакову товщину, а в поперечних брусках рамки (каркаса) полотна двері прорізають пази або висвердлюють отвори діаметром 10мм для виходу пари, що утворюється в процесі пресування при полімеризації клею.
Після заповнення рамки щити для дверей склеюють у холодних механічних або гарячих гідравлічних пресах. У першому випадку, склеювання щитів, становить 6...12год, у другому - до 15хв.
Після склеювання в гарячому гідравлічному пресі щити витримують протягом 12...24год, потім передають на обробку по периметру й постановку обкладок і розкладок.
Обробка щитів дверей по периметру й постановка обкладок і розкладок містять у собі опиловку щита, вибірку паза під обкладку, шліфування поверхонь, установку на клеї обкладок по периметру й розкладок по склу (у засклених дверях).
Опиловку щита дверей і вибірку паза під обкладку роблять на круглопильных і фрезерних верстатах або на форматному кінцевирівнювальному верстаті, потім ставлять по периметру обкладки й після відповідної витримки, необхідної для схоплювання клею, шліфують площини на трициліндровому шліфувальному верстаті, потім у засклених дверях ставлять на шпильки розкладки по склу.
Деталі коробки виготовляють у такий спосіб. Розкроюють пиломатеріал по довжині й ширині, отримані заготовки фрезерують (фугують) на фугувальних верстатах, а потім обробляють із чотирьох сторін на чотирибічному поздовжньо-фрезерному верстаті зі створенням чверті, після чого на шипорізних верстатах ріжуть шипи у вертикальних брусках і вушка в горизонтальних брусках. До зарізання шипів у брусках, дефекти, що мають місце, зашпаровують. Після цього в одному з вертикальних брусків залежно від виду навішення (правого й лівого) вибирають гнізда під петлі й ставлять напівпетлі, а в іншому бруску коробки вибирають гнізда для постановки планки під замок. Збирають коробки в складальному верстаті (ваймі) на клеї й нагелях.
Установка (вгонка) дверного полотна в коробку полягає в припасуванні полотна до коробки, навішенні полотна на раніше встановлені напівпетлі, зачищенню прогинів і інших нерівностей. Перед навішенням двопільних дверей відбирають фальци по створах дверей на фрезерному верстаті, а потім дверні полотна складають разом і навішують у коробку. Зазор у місцях створу, необхідний для шару фарби, повинен бути не більш 2мм. Перекривають його шляхом установки нащільників на клеї й шурупах. Навішують двері в коробку на робочому місці, а при великому обсязі виробництва - на конвеєрах. При навішенні необхідно ретельно підганяти двері до чверті. Навішені двері не повинні пружинити при відкриванні й закриванні. Перекіс дверей після навішення може бути не більш 2мм. вони повинні вільно обертатися на петлях.
Навішують кожне полотно дверей на дві або три петлі, причому стрижні верхньої й нижньої петель повинні бути на одній вертикальній осі.
При установці замків з ручками вісь ручки повинна збігатися з віссю серцевини замка. Гніздо під замок вибирають по шаблону в кілька прийомів. Планки замків і личинки врізають в лице з поверхнею брусків коробки дверей.
Двері, облицьовані фанерою або твердою деревоволокнистою плитою, офарбовують олійними фарбами (білилом) або емалями.
- Загальні відомості про виробничий процес.
Питання для вивчення
- Прохідні операції.
- Позиційні операції.
- Технологічний процес.
- Граничні розміри.
Сукупність робіт, виконуваних працюючими, за допомогою знарядь виробництва й у строгій послідовності, у результаті яких з лісоматеріалів виходять вироби, називається виробничим процесом.
Виробничий процес охоплює всі види робіт з обробки лісоматеріалів: сушіння, розкрій, склеювання, фрезерування. А також зарізання шипів і вушок, свердління, довбання, шліфування, складання й обробку. Крім цього до виробничого процесу відносяться також роботи із транспортування лісоматеріалів і інших матеріалів, заготовок, деталей, роботи з укладання їх і др.
Під технологічним процесом розуміють сукупність виконуваних робіт, при яких лісоматеріал одержує якісні зміни й змінює свої розміри й форму. Транспортні, складські роботи й роботи з контролю в технологічний процес не входять. Технологічний процес є частиною виробничого процесу.
У технологічний процес входить ряд стадій обробки. У свою чергу, кожна стадія обробки ділиться на ряд технологічних операцій.
Технологічні операції виконує один робітник або група робітників на одному робочому місці. Технологічними операціями є сушіння, розкрій, фрезерування деревини й ін. Технологічні операції можуть бути прохідними й позиційними.
Прохідна операція являє собою процес, при якому заготовка обробляється під час її безперервного переміщення повз різальний інструмент (поздовжньо-фрезерні верстати). Якщо заготовка, закріплена на верстаті, не пересувається, а в процесі обробки одержує рух інструмент, то така операція називається позиційної ( свердлення отворів на свердлильних верстатах).
Під робочим місцем розуміють частина виробничої площі, оснащеної механізмами (пристосуваннями, верстатом, бойком) і матеріалами, необхідними для виконання виробничої операції.
Виробничим циклом називається час, потрібний для обробки виробу, від початку потрапляння лісоматеріалів у виробництво до моменту виходу готового виробу. Сумарний час, витрачений на обробку деталей, виробів, тобто на всі технологічні операції, називається технологічним циклом.
Потік являє собою рух оброблюваних деталей у виробничому процесі.
Технологічний процес виробництва виробів розробляється для кожного підприємства виходячи з наявного устаткування, матеріалів, виробничих площ, кваліфікації працюючих. На кожну деталь, складальну одиницю або виріб установлюють порядок і час їх обробки. При розробці переліку операцій по обробці деталей одночасно визначають устаткування, на якому буде виконуватися та або інша операція.
Порядок черговості виконання операцій, характеристика устаткування, інструмента, пристосувань, застосовуваних при виконанні цих операцій, режим обробки, а також витрати праці із вказівкою кваліфікації робітників заносяться в технологічну карту. Карти становлять на кожну деталь, складальну одиницю, виріб. При розробці технологічного процесу слід урахувати сучасні вимоги до порядку побудови процесу: він повинен бути прямолінійним, тобто устаткування в цеху повинно бути розташоване у відповідній послідовності по ходу виконання технологічних операцій, для того, щоб заготовки оброблялися в певному напрямку без поворотних і петлеподібних рухів.
Для виконання операції по обробці підбирають устаткування, що відрізняється високою продуктивністю, верстати з механізованою подачею, магазинним завантаженням, великою частотою обертання, з підвищеними швидкостями подачі. Параметри верстатів, ліній повинні відповідати запроектованому технологічному процесу виробництва. Робоче місце повинне бути організоване так, щоб на ньому було зручно працювати, рухи були мінімальними і не викликали надмірної напруги й втоми. Матеріал, що підлягає обробці, повинен перебувати на такій висоті, щоб працівникові не потрібно було нахилятися за ним.
Удосконалювання технологічного процесу й організації праці створює умови для механізації й автоматизації виробництва, які повинні охоплювати не тільки технологічні, але й транспортні операції.
Потокова лінія являє собою ряд верстатів, установлених у порядку черговості виконуваних операцій і працюючих узгоджено з певним заданим ритмом по єдиному технологічному процесу.
У напівавтоматичній лінії на відміну від потокової верстати зв'язані між собою транспортними засобами. Крім цього напівавтоматичні лінії можуть мати автоматичні механізми, що їх укладають. При роботі такої лінії частина виробничого процесу вимагає особистої участі людини.
В автоматичній лінії всі верстати зв'язані між собою транспортними засобами, і їх керування здійснюється єдиною автоматичною системою. У цій лінії обробка заготовок і їх пересування від верстата до верстата здійснюються автоматично, без участі робітників.
При механізації й автоматизації процесу виготовлення столярно-будівельних виробів підвищуються вимоги до якості продукції, яка залежить від точності обробки й складання деталей, виробів з деревини, міцності, щільності й взаємної рухливості частин, що сполучаються у вироби. Деталі повинні мати задані кресленням розміри.
Розміром називається числове значення лінійної величини в обраних одиницях виміру.
Граничний розмір - це два гранично припустимі розміри. Між ними повинен перебувати, або, яким може бути рівний дійсний розмір. Граничний розмір, може бути найбільший або найменший. Найбільшим граничним розміром, є - більший граничний розмір. Найменшим розміром - із двох граничних розмірів, найменший розмір. При номінальній товщині бруска вікна 42мм із граничним відхиленням 0,5мм найбільший граничний розмір становить 42 + 0,5 = 42,5мм, а найменший - 42 - 0,5 = 41,5мм.
Номінальний розмір - це розмір, щодо якого визначають граничні розміри і який служить початком відліку відхилень.
Дійсним є розмір, установлений шляхом безпосереднього виміру із припустимою погрішністю. Обробку заготовки потрібно вести так, щоб дійсний розмір, наближався до номінального розміру. Допуск - це різниця, між найбільшим і найменшим граничними розмірами.
При з'єднанні між деталями може утворюватися зазор або натяг. Якщо в шиповому з'єднанні розміри гнізда більше розмірів шипу, то між ними утворюється зазор, а якщо розміри шипу трохи більше розмірів гнізда, то при з'єднанні між ними утворюється натяг. Величини зазору й натягу в з'єднанні визначають ступінь посадки.
Інформація для самостійного вивчення
Типи й призначення деревообробних верстатів
Деревообробне устаткування розділяють на верстати загального призначення й верстати для спеціальних виробництв.
До верстатів загального призначення відносяться верстати для розкрою дощок, брусків, щитів; фрезерування по площині й профілю; нарізання шипів і вушок; свердлення отворів; нарізання пазів і гнізд; остаточної механічної обробки й др.
До верстатів для спеціальних виробництв відносяться верстати для виготовлення столярно-будівельних деталей, виробів і др.
Деревообробне устаткування розрізняють також по ступеню універсальності. На універсальних верстатах виконують різні роботи, наприклад: розкрій пиломатеріалів по довжині й ширині, фрезерування, свердління й др.
По кількості операцій верстати діляться на одно- і багатоопераційні, а залежно від кількості оброблюваних сторін - одно, двох, і багатошпиндельні.
По ступеню механізації верстати діляться: напівмеханізовані й повністю механізовані. У напівмеханізованих верстатів механізований процес обробки, але подача ручна, у механізованих - механізовані процеси обробки, але відсутня автоматизація. У напівавтоматичних верстатів автоматизована частина головних операцій, а в автоматичних - усі операції.
Конструктивні елементи деревообробних верстатів
Обладнання деревообробних верстатів залежить від їхнього призначення. Однак, різнячись по обладнанню, верстати мають конструктивні елементи однакового призначення - станини, столи або каретки для базування деталей, складальні одиниці для закріплення різального інструменту, надання йому або заготовці робочих рухів.
Елементи верстатів розділяють як основні так і допоміжні. Основні органи виконують функції по обробці деревини (різання) і подачі матеріалу до інструмента (ножові й пильні вали, що подають вальці, конвеєри). До допоміжних органів відносять обладнання для заточення різального інструменту, настроювання й змащення верстатів, видалення відходів.
Деревообробні верстати складаються з рухових, передатних і виконавчих механізмів. До рухових механізмів відносяться електричні, гідравлічні й пневматичні приводи. Передавальний механізм передає рух від рухового до виконавчого механізму (механізми різання й подачі).
Верстат складається з наступних основних частин: станини, столів, механізмів різання й подачі, приводу, огороджень, приладів контролю, обліку. Станина - металева підстава, на якій розташовуються всі механізми й деталі верстата. Конфігурація й розміри станини залежать від призначення й конструкції верстата
Столи призначені для підтримки й напрямку оброблюваного матеріалу. Вони бувають нерухомі, що нахиляються, пересувні, переставні. Механізми різання (шпинделі) служать для кріплення різального інструменту. Розміщуються вони звичайно на супортах, які бувають рухомі й нерухомі.
Механізм подачі. Процес різання здійснюється двома способами: різальний інструмент насувається на матеріал (торцювальні, ціпово-довбальні верстати) або матеріал подається до різального інструменту (поздовжньо-фрезерні верстати). Матеріал у верстат може подаватися вручну або механічно.
Допоміжні механізми. Для правильної подачі матеріалу у верстат застосовують напрямні лінійки, косинці, притиски, ролики.
Щоб уникнути вібрації матеріал притискають до лінійки пружинними притисками (поздовжньо-фрезерний чотирибічний верстат).
Привід механізмів різання або подачі здійснюється в основному від електродвигунів. На більшості верстатів привід приводиться в дію від індивідуальних електродвигунів шляхом з'єднання електродвигуна через муфту зі шпинделем і ін. Привід здійснюється ремінною й ланцюговою передачею механізму, що подається від електродвигуна.
Круглопилкові верстати
Круглопилкові верстати застосовують для поперечного й поздовжнього розкрою пиломатеріалів, заготовок, плиткових матеріалів (фанери, деревоволокнистих плит).
Круглопилкові верстати для поперечного розкрою бувають торцювальні, маятникові, шарнірно-маятникові ЦМЭэ ЗА й торцювальні із прямолінійним переміщенням пилки ПЦА40. Найбільша ширина пиломатериалів, що розкроюється на верстатах ЦМЭэ ЗА й ЦПА40 - 400мм, найбільша товщина -120 і 100мм відповідно. При розкрої пиломатеріалів на верстатах ЦМАа ЗА застосовують круглі пилки діаметром до 500мм, а на верстатах ЦПА 40- до 400мм. Частота обертання пил на цих верстатах 3000 об/хв..
При роботі на круглопилкових верстатах для поперечного розкрою потрібно особливо строго дотримуватись правил техніки безпеки. Відрізки коротше 500мм торцюють у шаблонах. Пильний диск обладнують автоматично діючим огородженням так, щоб зуби пилки відкривалися на товщину матеріалу, що розпилюється. При роботі на верстаті робітник повинен перебувати на відстані не менш 300мм від пильного диска.
До круглопилкових верстатів, для поздовжнього розкрою, відносяться верстати: з механічною подачею ЦА-2А, прирізний однопильний ЦДК4-3 і пятипильный ЦДК5-2 і ін. Для розкрою обаполів і товстих дощок на тонкі дошки використовують ребровий верстат ЦР-4А.
Прирізний верстат з гусеничною подачею ЦДК4-3 (мал. 63) служить для поздовжнього розкрою дощок, брусків, щитів і інших і є основним видом устаткування при виробництві столярно-будівельних виробів. Пиломатеріали у верстат подаються гусеничним ланцюгом 8, що приводиться в рух від електродвигуна через редуктор. Оброблюваний матеріал до конвеєра притискається роликами із пружинами, що перебувають на супорті 4. Для захисту від зворотного викиду матеріалу є проти викидне обладнання. На цьому верстаті можна розпилювати пиломатеріали довжиною від350мм, шириною до 315мм. Швидкість подачі до 60 м/хв
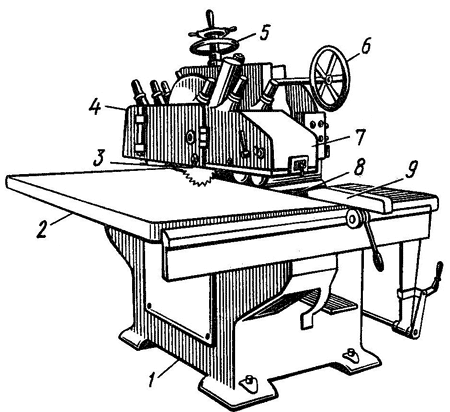
Рис. 63. Прирізний верстат з гусеничною подачею ЦДК4-3:
1 - станина, 2 - стіл, 3 - пильний механізм, 4 - супорт, 5, 6 -маховики, 7 - кожух, 8 - гусеничний ланцюг, 9 – лінійка.
Прирізний верстат ЦДК5-2 призначений для точного й одночасного розкрою дощок і брусків декількома пилками. Залежно від товщини матеріалу, що розкроюється, і діаметра пил пильного механізму, розташованих на станині, супорт із приводними роликами встановлюють на потрібну висоту.
Механізм подачі має варіаторний привід, що дозволяє плавно змінювати швидкість подачі в межах 8...60 м/хв. На верстаті розкроюють матеріали довжиною до 450мм, шириною до 250 мм, товщиною 6...100 мм. Пильний вал обертається із частотою 2900 про/хв..
Різальний інструмент для круглопилкових верстатів.
Для роботи на круглопильних верстатах використовують круглі пилки (рис 64), що представляють собою диск, по периметру окружності якого насічені зуби. Пилки випускаються двох типів: тип 1 - для поздовжнього й тип 2 - для поперечного розпилювання. Кожний тип пил випускається у двох виконаннях. Пилки типу 1 виконання 1 виготовляють діаметром 200...1500мм, виконання 2 - діаметром 160...250мм. Пилки типу 2 виконання 1 виготовляють діаметром 360...1500мм, а виконання 2 - діаметром 125...1500мм. Товщина пил усіх типів становить 1...5,5мм. Пилки діаметром до 250мм застосовують на фрезерних верстатах, діаметром до 500мм - на круглопильних верстатах, діаметром до 700мм - на педально - торцювальних верстатах.
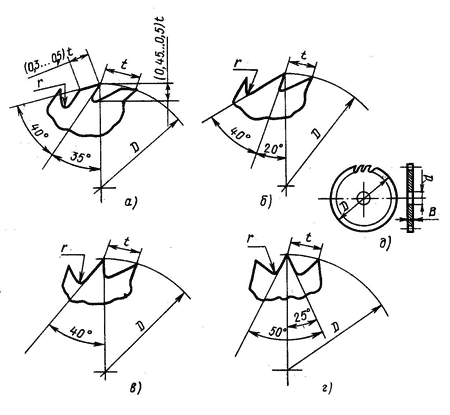
Рис. 64. Профілі зубів плоских пилок:
а - пила для поздовжнього розпилювання, виконання 1, б - пила для поздовжнього розпилювання, виконання 2, в - пилка для поперечного розпилювання, виконання 1, г - пила для поперечного розпилювання, виконання 2, д - загальний вид пилки;
D - діаметр пилки, t - крок зубів пилки, г - радіус закруглення, рівний 0,15...0,20мм.
Пилки для поперечного розкрою деревини мають двостороннє косе заточення, що дозволяє пиляти ними в обидва боки. Зуби пил для поздовжнього розкрою мають пряме заточення, тому ними можна пиляти тільки в одну сторону. Щоб уникнути заїдання пил у матеріалі роблять розлучення або плющення зубів. При розлученні кожний зуб відгинають приблизно на 1/3 його висоти. Величина розлучення зубів залежить від породи й вологості деревини. Розлучення зубів круглих пилок для поздовжнього й поперечного розкрою діаметром до 500мм становить 0,3...0,5мм на сторону, а діаметром більш 500мм - 0,5...0,7мм на сторону.
Вершини зубів пив повинні перебувати на одній дузі. Для вирівнювання вершини зубів фугують. Для додання пильному диску стійкості під час роботи його проковують, у результаті чого послабляється середня зона диєна, а пильна крайка натягається. Після проковування пилки заточують так, щоб профіль зубів залишався незмінним.
При більш високих вимогах до якості розпилювання використовують пилки круглі стругальні діаметром 160...400м, товщиною 1,2...3,6мм. Пилки випускаються одно- і двохконусні для поздовжнього розкрою й двохконусні для поперечного розкрою. Для розкрою деревини й деревних матеріалів використовують пилки дискові дереворіжучі із пластинами із твердого сплаву. Ці пилки більш стійкі в работі.
Робота на верстатах.
Пиломатеріали на заготовки необхідної довжини розкроюють на круглопилкових верстатах для поперечного розкрою. Верстати облаштовують столом з роликами й завзятою лінійкою. Розкроюють дошки по розмітці або по упорах з урахуванням економії деревини, вирізуючи неприпустимі пороки й викроюючи в першу чергу довгі відрізки, стежачи за тим, щоб дошки щільно прилягали до лінійки, тому що при нещільнім приляганні виходить косий різ. Верстат обслуговують двоє робітників, причому один робітник займає місце безпосередньо біля верстата, а другий ліворуч від нього. Він допомагає першому перекладати дошки зі штабеля на стіл. При розкрої пересувають дошку до упору, після чого перший робітник, притискаючи її лівою рукою до напрямної лінійки, правою рукою насуває пилку й перепилює. Насувати пильний диск потрібно плавно, без ривків.
По ширині пиломатеріали розкроюють на круглопилкових верстатах для поздовжнього розкрою. Поздовжній розкрій можна вести по лінійці й по розмітці. При масовому виробництві пиломатеріали розкроюють по лінійці, яку встановлюють паралельно пильному диску. На верстаті працюють двоє робітників. Верстатник подає дошки у верстат, а другий робітник забирає їх або подає верстатникові для повторного розкрою. Поздовжній розкрій ведуть на заданий розмір по ширині заготовки 1 (мал. 65), для чого напрямну лінійку 4 установлюють від пильного диска на відстані, рівній ширині заготовки плюс половина розлучення зубів пилки 2. Коли відрізки розкроюють не на заданий розмір, а на інші розміри по ширині, користуються закладками.
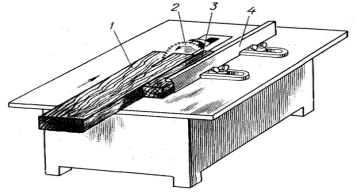
Рис. 65. Розкрій пиломатеріалів на різну ширину із застосуванням закладок:
1 - матеріал, що розпилюється, 2 - дискова пилка, 3 - закладка, 4 - напрямна лінійка.
При поздовжньому розкрої дошку потрібно подавати рівномірно, без поштовхів і ривків і періодично перевіряти правильність розмірів заготовок. При поперечному розкрої дощок, якщо спостерігається косина пропилу по ширині, потрібно відрегулювати напрямну лінійку (порушена її прямолінійність). Якщо утворюється косина пропилу по товщині дошки, порушена перпендикулярність осі пильного вала до поверхні стола! Рвані торці на заготовках виходять в основному при битті пильного вала.
На прирізному верстаті непаралельний пропил виходить при непрямолінійній установці напрямної лінійки. Пропил з порушенням прямого кута між пластиною і крайкою, виходить, через порушення перпендикулярності пильного вала до площини ланок гусеничного ланцюга.
Поздовжньо-фрезерні верстати
Після розкрою пиломатеріали мають нерівну, шорсткувату поверхню, покоробленность і інші дефекти, що усуваються фрезеруванням. У процесі фрезерування потрібно крім усунення дефектів одержати вивірену поверхню, орієнтуючись на яку можна було б вивірити й інші поверхні. Для поздовжнього фрезерування використовують фугувальні, рейсмусові й чотирибічні поздовжньо-фрезерні верстати.
Фугувальні верстати. На фугувальних верстатах обробляють поверхні заготовок по площині й у кут фрезеруванням. Їх випускають із ручною й механічною подачею. Станини фугувальних верстатів роблять чавунними литими, на них монтують електродвигун приводу ножового вала, передній і задній столи, між якими обертається ножовий вал. Ножовий вал має два або чотири тонкі ножі, що закріплюються за допомогою клинового обладнання. Величина виступу ножа над крайкою стружколомателя 1...1.5мм.
Передній стіл робиться довше заднього, що забезпечує більш точне фугування. Столи встановлюють так, щоб задній стіл перебував на рівні виступаючих ріжучих крайок ножів вала, а передній нижче на товщину стружки, що знімається з заготовки. Фугувальний однобічний верстат з механічною подачею СФК6-1 має автоподатчик конвеєрного типу з безступінчастим приводом подачі. На верстаті обробляють заготовки шириною до 630мм, максимальна глибина шару, що знімається, 6мм. Частота обертання ножового вала 5100 об/хв швидкість подачі 20м/хв..
Фугувальні верстати з автоматичною подачею двосторонні застосовують для одночасного фрезерування в заготовок пластів і крайок. На відміну від однобічних верстатів, двосторонні верстати крім горизонтального вала обладнані вертикальною ножовою голівкою, якою фрезерують крайку заготовки. До вертикальної голівки й горизонтального валу заготовки подаються автоподавачем.
Працюють на верстаті в такий спосіб: робітник оглядає заготовку обох пластей, після чого кладе її на передню плиту стола й правою рукою бере за торець, насуває на ножовий вал, притримуючи щільно лівою рукою до моменту, коли передній кінець заготовки пройде ножовий вал, після чого лівою рукою притискає заготовку до задньої плити. Обробляють заготовки з увігнутої сторони. Подавати їх на ножовий вал треба рівномірно, без ривків, поштовхів. Фрезерують заготовки до утворення чистої поверхні.
Якість обробки перевіряють так: складають фуговані заготовки обробленими крайками або пластями й, якщо між ними немає просвітів (зазорів), обробка вважається задовільною.
Ножовий вал фугувальних верстатів повинен мати огородження, що відкривається лише при проході заготовки, що автоматично закривається після її обробки. Короткі заготовки обробляють за допомогою притискної колодки.
Рейсмусові верстати призначені для обробки заготовок на заданий розмір по товщині й створення в них строго паралельних площин. Верстати випускаються однобічними з одним ножовим валом для фрезерування заготовок з однієї сторони й двосторонніми із двома ножовими валами - для одночасної обробки двох площин.
Обробка заготовок, що мають значно пожолоблену поверхню, без попереднього фугування не дає якісної поверхні, тому що під натиском валиків, що подають, заготовка спочатку вирівнюється, а по виходу з верстата знову займає первісну форму.
Схема однобічного рейсмусового верстата наведена на (Рис.66). Стіл 1 верстата переміщається нагору й униз піднімальним механізмом, що приводяться в рух від електродвигуна. Установлюють стіл залежно від товщини оброблюваних заготовок. Нижній вал, що обертається в шарикопідшипниках, приводиться в рух через клиноремінну передачу від електродвигуна, Заготовки подаються у верстат за допомогою механізму, що подає, він складається з валиків, з яких верхній 4 має рифлену поверхню. Рифлений валик може бути цільним або секційним. Нижні гладкі валики 9, на які опирається оброблюваний матеріал, повинні виступати над плитою не більш 2мм, причому величина виступу регулюється. Перед ножовим валом установлюється притискна колодка 5, що виконує функції стружколома, що й одночасно притискає матеріал. За ножовим валом розташована притискна колодка 7, що запобігає вібрації оброблюваного матеріалу. Перед валиками, що подають, установлюється запобіжне обладнання 3, що складаються з ряду пазурів, нанизаних на вал, що не дають можливості викидати оброблюваний матеріал з верстата.
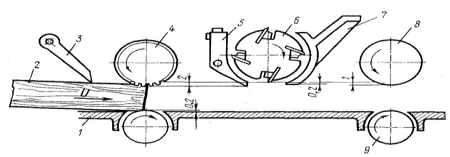
Рис. 66. Схема однобічного рейсмусового верстата:
1 - стіл верстата, 2 - оброблювана заготовка, 3 - запобіжне обладнання проти викидання заготовки (нігтьовий захист), 4 - верхній рифлений валик, що подає, 5 - передня притискна колодка (стружколом), 6 - ножовий вал, 7 - задня притискна колодка, 8 - верхній гладкий валик, що подає, 9 - нижній гладкий валик.
На станині двостороннього рейсмусового верстата, розташований верхній блок, що подає верхніми вальцями та верхнім ножовим валом. Стіл і нижній ножовий вал, по ходу обробки розташований за верхнім ножовим валом. Матеріал у верстат подається валиками, що подають, торець у торець. При подачі матеріалу прагнуть використовувати всю ширину стола.
На верстаті працюють двоє робітників. Після обробки матеріал не повинен мати заколів, вирв, ворсистості, рисок. Мохнатість, ворсистість виходять при фрезерувані сирого матеріалу або обробці тупими ножами, непростружка - при поганому притисненні валиками заготовки до стола і при неоднаковому виступі леза ножів з вала.
До початку роботи треба перевірити правильність установки ножів, гостроту їх заточування. Ножовий вал повинен бути обгороджений. Обробляти заготовки, довжина яких менше відстані між передніми й задніми валиками, не можна. Чистити, налагоджувати й ремонтувати верстат потрібно після його повної зупинки.
Чотирибічні поздовжньо-фрезерні верстати складаються із чавунної масивної станини, на якій розташовані стіл і механізми різання й подачі. Механізм різання складається із двох або трьох горизонтальних ножових валів і двох вертикальних. У чотирибічних поздовжньо-фрезерних верстатах застосовується вальцовогусеничний механізм подачі. На верстаті є напрямні лінійки, механізм притиску, що забезпечують правильне просування матеріалу по верстату без вібрації.
На верстаті З16-4А обробляють деталі столярних виробів, шаф, плінтуси, лиштви, на верстатах З26-2М, З25-2А - бруски віконних і дверних коробок, дошки для покриття підлоги, деталі фронтону, веранди й ін. Чотирибічний поздовжньо-фрезерний верстат (мал. 67) складається із чавунної станини, на якій розташовані стіл, механізми різання й подачі, що приводяться в рух від електродвигунів. Механізм різання складається із двох або трьох горизонтальних ножових валів і двох вертикальних, механізм подачі - з вальцовогусеничної системи.
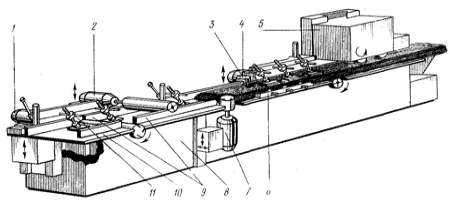
Рис. 67. Чотирибічний поздовжньо-фрезерний верстат:
1-супорт п'ятого нижнього вала, 2 - супорт верхнього горизонтального шпинделя, 3 - супорт правого вертикального шпинделя, 4 - супорт нижнього горизонтального шпинделя, 5 - механізм подачі, 6 - притискне горизонтальне обладнання, 7 - супорт лівого вертикального шпинделя, 8 - станина, 9 - напрямна лінійка, 10 - опорна плита, 11 - притиск верстата й невідрегульованих ножових валів.
До початку роботи встановлюють заточений інструмент (ножі, фрези), після чого за зразком деталі налагоджують механізм, що подає, лінійки, упори, притиски.
Притискні механізми (ролики, лінійки й ін.) установлюють таким чином, щоб оброблюваний брусок міг вільно проходити у верстат і не вібрувати. Валики, що подають (верхні) регулюють так, щоб в опущеному стані брусок міг під ними проходити.
Після настроювання пропускають через верстат кілька брусків і визначивши, що геометричні розміри правильні і якість обробки відповідає вимогам, приступають до роботи. Подають заготовки у верстат торець у торець. Короткі деталі обробляють у кратних розмірах і потім торцюють.
Крива поверхня при фрезерувані виходить при вібрації.
Вихвати на кінцях утворюються при обробці вигнутих заготовок і поганому регулюванню притисків, викривлення профілю - при неправильній установці ножів на вертикальних голівках. Невідповідність паза й гребеня виходять при неточній установці фрез або неточному їхньому заточуванні. Працювати на верстаті без огороджень не допускається. Регулювати, налагоджувати й чистити верстат проводити після повної зупинки.
Різальний інструмент для фрезерування.
Для обробки деревини на поздовжньо-фрезерних верстатах використовують ножі й фрези. Ножі плоскі із прямолінійною ріжучою крайкою для фрезерування деревини бувають двох типів: без прорізів (тонкі) товщиною 3мм і із прорізами (товсті) товщиною 10мм.
Тонкі ножі випускаються шириною 25, 32 і 40мм і довжиною 25...1610мм. Установлюють їх на круглих ножових валах, голівках і ін. Товсті ножі шириною 100, 110 і 125мм, довжиною 60...310мм установлюють на голівках.
До установки ножі повинні бути добре заточені й відбалансовані. Кріплять ножі до вала, голівки, рівномірно затягуючи болти по черзі від середини до країв.
Для гладкого й профільного фрезерування застосовують фрези, що мають 4...8 різців. Установлювати фрези й працювати ними безпечніше ніж ножами.
Розрізняють фрези насадні й кінцеві, цільні й складові. Для обробки столярно-будівельних деталей застосовують переважно фрези насадні й складові. Складена фреза являє собою набір фрез, скріплених штифтами. При регулюванні однієї фрези щодо іншої зберігаються кутові параметри, і після заточування профіль залишається незмінним. Для гладкого фрезерування використовують фрези дереворіжучі насадні циліндричні збірні діаметром 80...180мм, висотою 40...260мм, що мають чотири вставні ножі, а для фрезерування прямокутних поздовжніх і поперечних пазів - фрези із твердосплавними пластинками. Фрези мають діаметр 125...180мм. Для обробки чверті й крайки застосовують фрези насадні, що мають 6 зубів і діаметр 160, 180мм.
Фрезерні верстати
На фрезерних верстатах роблять гладке й профільне фрезерування столярно-будівельних деталей, а також фальцювання стулок, дверей. Фрезерні верстати розрізняють по розташуванню шпинделів (верхній і нижній), числу шпинделів. Випускаються верстати наступних типів: одношпиндельні ФЛА (легкі), ФСА (середні), ФТА (важкі) з механічною подачею.
Прямолінійні крайки фрезерують на вертикальних фрезерних верстатах з нижнім розташуванням шпинделя по напрямній лінійці (мал. 68, а). При обробці по лінійці робітник кладе заготовку пластиною на стіл і, притискаючи її крайкою, що підлягає обробці, до лінійки, насуває на різальний інструмент. Подавати заготовку на інструмент треба без ривків, рівномірно притискаючи її до лінійки. Гладкі крайки фрезерують по напрямній лінійці, що складається із двох частин різної товщини, яку кріплять до дуги. Перша частина лінійки тонше другої частини на товщину шару, що знімається, деревини. Криволінійні крайки фрезерують по кільцю в шаблону (мал. 68, б, в).
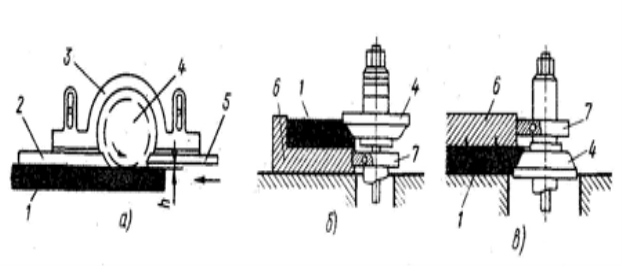
Рис. 68. Фрезерування:
а - по лінійці, б - по кільцю з нижнім розташуванням шаблону, в - по кільцю з верхнім розташуванням шаблону;
1 - оброблювана заготовка, 2 - задня лінійка, 3 - дуга напрямної лінійки, 4 - ножова голівка - фреза, 5 - передня лінійка, 6 - шаблон, 7 - завзяте кільце, 8 - товщина шару, що знімається, деревини.
Використовують фрези дереворіжучі насадні циліндричні збірні діаметром 80…180мм, висотою 40…260мм, що мають чотири сталеві ножі, а для фрезерування прямокутних поздовжніх і поперечних пазів - фрези із твердосплавними пластинками. Фрези мають діаметр 125…180мм. Для обробки чверті й крайки застосовують фрези насадні, що мають 6 зубів і діаметр 160, 180 мм.
Якщо профіль деталі спотворюється або зміщається, виходить, неправильно встановлена фреза щодо робочої площини стола. Хвилястість на поверхні деталі утворюється через нещільний притиск деталі до напрямної лінійки, шорсткість - при роботі тупим або погано заточеним інструментом.
При роботі на верстатах треба дотримуватись правил техніки безпеки. Неробоча частина фрези й виступаючі частини (шпиндель) повинні бути обгороджені. При фрезеруванні по кільцю, заготовки обробляють тільки по шаблону; ріжучу частину фрези, голівки обладнують рухливим огородженням.
Шипорізні верстати
Шипорізні верстати бувають одно- і двосторонні. Однобічний рамний шипорізний верстат складається із чавунної станини, на якій розташовані супорти із чотирма ріжучими голівками в наступному порядку: пильна голівка для торцювання брусків, шипорізні голівки (торцеві фрези), що утворюють шип, і провушна голівка для вибірки вушок. Оброблювані бруски подаються механізованою кареткою, що приводиться в рух гідроприводом. Напрямну лінійку встановлюють перпендикулярно напрямку подачі. Оброблювані бруски щільно укладають на каретку й закріплюють притиском. Подавати каретку до ріжучих голівок треба плавно з однаковою швидкістю.
При зсуві притискної лінійки виходить вибірка шипу не в кут; при неправильній установці шипорізної голівки утворюється конусність шипа. Якщо вушко зміщене по висоті, то првушний диск зміщений по висоті. На однобічному верстаті шипи й вушка зарізають із однієї сторони бруска, а на двосторонньому - одночасно з обох сторін.
На станині двостороннього шипорізного рамного верстата (мал. 69) розташовано два стовпчики із супортами, ланцюговий і притискний конвеєри.
Лівий стовпчик нерухливий, а правий - рухливий. Залежно від довжини оброблюваних брусків праву колодку пересувають по напрямних станини за допомогою механізму пересування. На кожному стовпчику змонтовано по чотири супорти з електродвигунами, на яких розташовані пильні голівки 4, а також несучі напрямні балки ланцюгового конвеєра й механізм притиску. Бруски для зарізання шипів кладуть на конвеєрні ланцюги 1. Щоб уникнути вібрації, бруски, що обробляються, зверху притискаються гусеницями 2. Покладені на ланцюг бруски, просуваючись повз пильні й шипорізні голівки, обробляються, тобто проводиться торцювання, зарізання шипів і вушок.
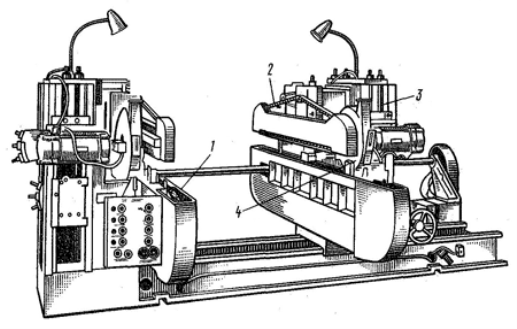
Рис. 69. Двосторонній шипорізний верстат:
1 - конвеєрні шипи, 2 - притискні гусениці, 3 - шпиндель фрез, 4 - пильні голівки.
Ріжучі голівки, механізм подачі й інші механізми, що рухаються, обгороджують захисними кожухами. Верстат повинен бути обладнаний кнопкою для одночасного вимикання ріжучих голівок механізму подачі.
Свердлильні й пазувальні верстати
На свердлильних і пазувальних верстатах висвердлюють отвори й вибирають пази в брусках та інших деталях. Верстати бувають одно й багатошпиндельні.
При виробництві столярних виробів переважно застосовують одношпиндельні вертикальні або горизонтальні верстати наступних типів: СВПГ-2 (свердлильно-пазувальний двосторонній верстат), СВПГ-3 ( для обробки прямих і похилих пазів), вертикальні СВП-2 (свердлильно-пазувальні), СВСА-2, СВСА-3 ( для висвердлювання й закладання сучків).
Інструмент для свердління. Залежно від характеру й умов виконуваних робіт використовують, свердла різних видів. Ріжучі елементи свердл повинні забезпечувати вільний процес різання, одержувана стружка повинна легко виддалятися з отвору. Конструкція свердл повинна бути такою, щоб при заточуванні не змінювалися ріжучі параметри інструменту.
Для свердління отворів у різних породах деревини поперек волокон застосовують свердла спіральні дереворіжучі із центром і підрізувачем (мал. 70, а) діаметром 4...32мм, довжиною 80...200мм.
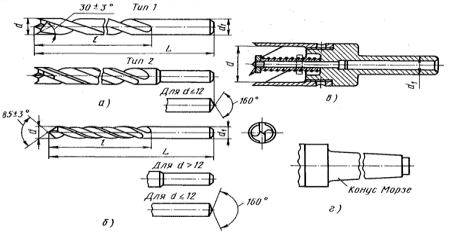
Рис. 70. Свердла:
а - спіральне дерево ріжуче із центром і підрізувачем, б - спіральне з конічною заточкою, в - циліндричне свердло з виштовхувачем і циліндричним хвостовиком, г - те ж, з конічним хвостовиком, д - діаметр свердла, А - діаметр хвостовика, l - довжина робочої частини, L - довжина свердла.
Для свердління отворів у деревині вздовж волокон застосовують свердла спіральні з конічною заточкою (мал. 70, б) довгої й короткої серій. Свердла короткої серії мають діаметр 2...12мм, довжину 45...145мм, довгої серії - діаметр 5...2 мм, довжину 130...210мм.
Для випилювання пробок і закладення сучків використовують циліндричні свердла з виштовхувачем (мал. 70, в, г). Крім того, для свердління отворів у деревині застосовуються свердла спіральні із циліндричним хвостовиком, оснащені пластинами із твердого сплаву, діаметром 5...16мм, довжиною для вкороченої серії 70...138мм, для нормальної серії - 66...178мм.
Свердла спіральні з конічним хвостовиком, оснащені пластинами із твердого сплаву, випускаються діаметром 10, 30мм, довжиною 140...275мм для вкороченої серії і 168...324мм для нормальної серії.
Робота на свердлильно-пазувальних верстатах.
Перед роботою свердлильні верстати налаштовують; у патрон вставляють свердло необхідного діаметру, установлюють його на потрібній висоті, для вводу в деталь в тому місці, де буде вибиратися отвір, гніздо. Свердлити отвір можна по розмітці, упорі, шаблону або кондукторі.
Для свердління отворів по розмітці на деталі попередньо наносять крапку свердління отвору. Після розмітки деталь кладуть на стіл, перевіряють, щоб вісь свердла перебувала точно проти крапки размітки, закріплюють її й роблять пробне свердління. Цей спосіб свердління трудомісткий, тому що потрібно розмічати кожну деталь.
Більш продуктивний спосіб свердління по упору. Підготовка верстата для свердління при цьому способі полягає в наступному: на столі верстата встановлюють лінійку, упор, які фіксують точне положення деталі на столі, і при подачі свердла отвір вибирається в точно заданому положенні.
Використана література
- Григорьев М. А. Справочник молодого столяра и плотника - М.: Лесная промышленность, 1984.
- Крейдлин Л. Н. Столярные работы – М.: Высшая школа, 1982.
- Крейндлин Л. Н., Горенко А.Л. Саморобки для житла. - К.: Техніка,1978.
- Матвеева Т.О. Мозаика и резьба по дереву: Практ. пособие. – 4-е узд., перераб. и доп. – М.: Высш. шк., 1989. - 142 с.: ил.
- Матвєєва Т.О. Мозаїка та різьблення по дереву: Навч. Посібник: Пер. З рос. - К.: Вища шк., 1993. - 135 с.: іл.
- Никитин Л. И. Техника безопасности на дерево обрабатывающих
предприятиях - М.: Высшая школа 1982.
- Просторовский Н. И. Технология отделки столярных изделий - М., 1981.
- Тимків Б.М., Кавас К.М. Виготовлення художніх виробів з дерева. Ч. 2. Мозаїка. Випалювання. Розпис/За науковою редакцією доц. Б.М. Тимківа. Підручник. – Львів: Світ, 1996. – 144 с.: Іл. 88.
- Шумега С.С. Технологія художніх виробів з деревини: Підручник для учнів проф.-техн. закладів освіти. - Л. : Світ, 2001. - 360 с.: іл.
-
Чмырь В. Д. Лабораторные работы по материаловедению столяров и плотников – М., 1984.
1

про публікацію авторської розробки
Додати розробку