Презентація "Технологія обпилювання заготовок із сортового прокату та листового металу"


Технологія обпилювання заготовок із сортового прокату та листового металу. Трудове навчання 8 клас
Якісний виріб з металу можна отримати тоді, коли точність обробки заготовки наближається до розмірів, які визначено в графічному документі. Проте, оскільки у процесі різання заготовок із металу на їхніх крайках утворюються нерівності та задирки, такі заготовки потребують подальшої обробки. Таку обробку можна виконати, обпилявши заготовку за допомогою напилків.
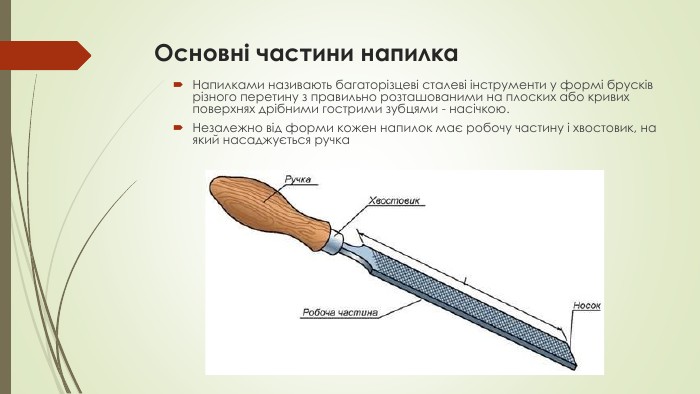
Основні частини напилка. Напилками називають багаторізцеві сталеві інструменти у формі брусків різного перетину з правильно розташованими на плоских або кривих поверхнях дрібними гострими зубцями - насічкою. Незалежно від форми кожен напилок має робочу частину і хвостовик, на який насаджується ручка

Класифікація напилків за формою поперечного перерізу. Насічку наносять уручну або спеціальними верстатами на одній, двох, трьох або чотирьох поверхнях напилка залежно від його призначення й форми перерізу а - плоский; б - плоский гостроносий; в - квадратний; г - тригранний; д - круглий; е - напівкруглий; є - ромбічний; ж - ножівковий
Технологія обпилювання. Обпилювання - більш точна, ніж різання ножівкою та рубання зубилом, слюсарна операція, а в деяких випадках навіть основна операція технологічного процесу. Сутність обпилювання полягає в тому, що під час роботи напилком із зовнішньої чи внутрішньої поверхні оброблюваної заготовки знімається тонкий шар металу. Припуски на обпилювання залишають невеликі - від 0,5 до 0,025 мм. Застосовуючи різні за щільністю насічки напилки: драчеві (для чорнового обпилювання), личкувальні (для чистового обпилювання) та бархатні (для точної обробки), - у процесі обпилювання можна досягти високої точності обробки металевих заготовок. Для цього треба не тільки правильно дібрати напилок, а й ураховувати певні особливості обпилювання заготовок, що мають різну форму, зокрема із сортового прокату й листового металу.

Робоча поза. Під час обпилювання, як і під час виконання інших технологічних операцій, необхідно вибрати правильне положення ступень ніг та тулубаа - положення тулуба; б - положення ніг; в - положення рук

Розподіл зусиль під час обпилювання. Обпилюючи плоскі поверхні, напилок треба переміщувати рівномірно, без коливань. Під час руху напилка в робочому напрямку натискання правої руки повинне поступово збільшуватися, а лівої - зменшуватися. Під час холостого ходу напилок відводять, не натискаючи.
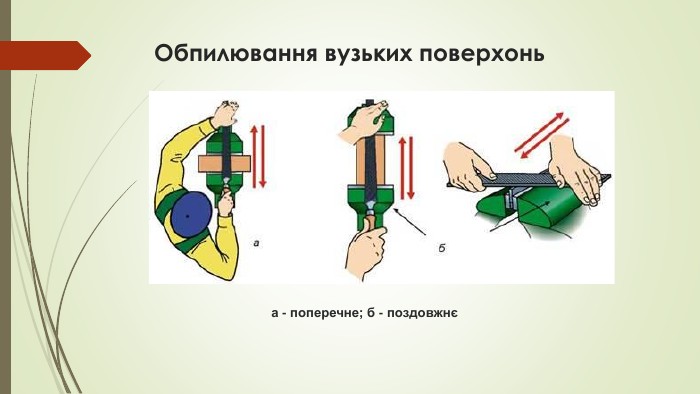
Обпилювання вузьких поверхонь а - поперечне; б - поздовжнє

Обпилювання перехресним штрихом
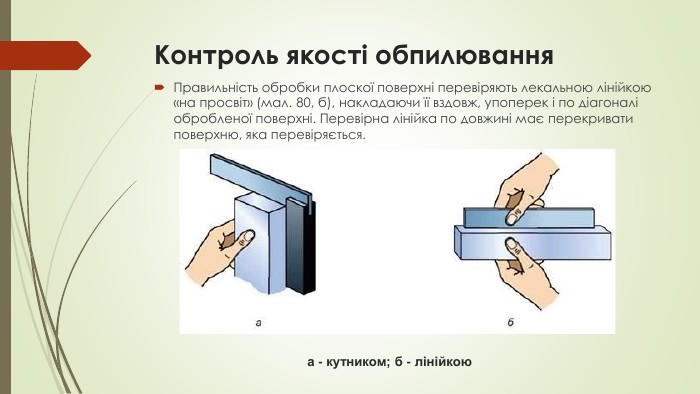
Контроль якості обпилювання. Правильність обробки плоскої поверхні перевіряють лекальною лінійкою «на просвіт» (мал. 80, б), накладаючи її вздовж, упоперек і по діагоналі обробленої поверхні. Перевірна лінійка по довжині має перекривати поверхню, яка перевіряється. а - кутником; б - лінійкою
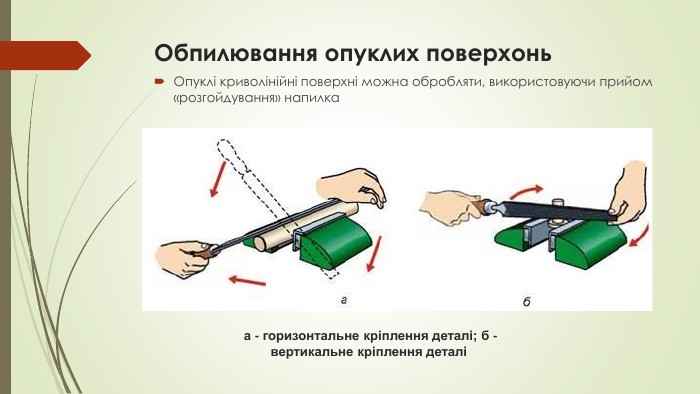
Обпилювання опуклих поверхонь. Опуклі криволінійні поверхні можна обробляти, використовуючи прийом «розгойдування» напилка а - горизонтальне кріплення деталі; б - вертикальне кріплення деталі
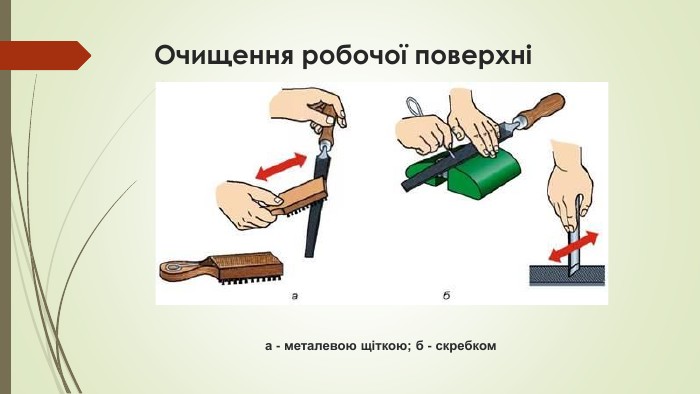
Очищення робочої поверхніа - металевою щіткою; б - скребком

Способи зберігання напилків
Під час обпилювання металевих заготовок необхідно дотримуватися таких правил безпеки праці1. Використовувати за призначенням справний, добре налагоджений інструмент. Інакше можна не тільки зіпсувати його та заготовку, але й отримати травму.2. Не відволікатися і не відвертати увагу інших.3. Не підгинати пальці лівої руки, щоб при зворотному русі напилка не поранити їх об затиснуту в лещатах заготовку.4. Не перевіряти пальцями якість обробленої напилком поверхні.5. Утримувати робоче місце в порядку.6. Дбайливо ставитися до устаткування та інструментів.
Бажаю успіхів!


про публікацію авторської розробки
Додати розробку
