Презентація"Технологія та обладнання газового зварювання чавуну"

“Технологія та обладнання холодного газового зварювання чавуну”
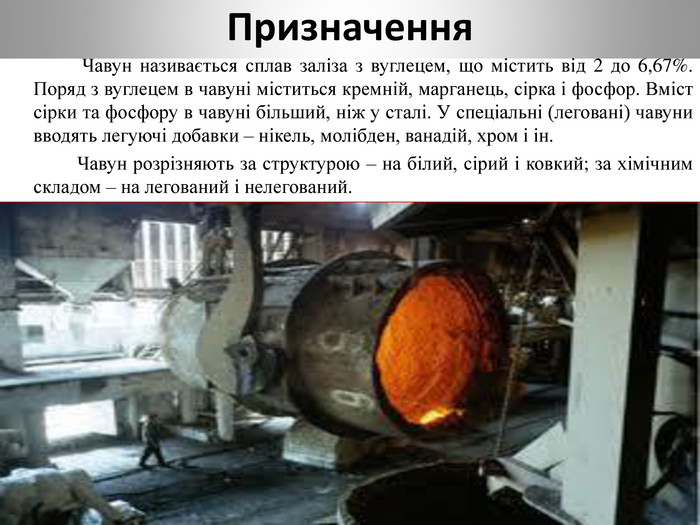
Призначення Чавун називається сплав заліза з вуглецем, що містить від 2 до 6,67%. Поряд з вуглецем в чавуні міститься кремній, марганець, сірка і фосфор. Вміст сірки та фосфору в чавуні більший, ніж у сталі. У спеціальні (леговані) чавуни вводять легуючі добавки – нікель, молібден, ванадій, хром і ін. Чавун розрізняють за структурою – на білий, сірий і ковкий; за хімічним складом – на легований і нелегований.

Зварювання чавуну застосовують в основному ремонтних цілях і для виготовлення званих конструкцій. До зварних з’єднань чавунних деталей залежно від типу і умов її експлуатації звичайно пред’являють наступні основні вимоги: механічна міцність, щільність (водонепроникність і газонепроникність), оброблюваність різальним інструментом. .

Матеріали В якості припою для чавуну може бути використана стандартна латунь з вмістом міді 57-62%, решта цинк і домішки. Присадні прутки зазвичай являють собою чавуні стрижні наступних марок:“А”(для гарячого газового зварювання);“Б”(для газового зварювання чавуну з місцевим підігрівом);“НЧ-1”(для низькотемпературного газового зварювання тонкостінних виливків з чавуну);

“НЧ-2”( для низькотемпературного газового зварювання товстостінних виливків з чавуну);“БЧ” і ”ХЧ”( для зносостійкого наплавлення чавуну). Діаметр прутка вибирається з діапазону від (S/2 + 1 мм), де S – товщина основного металу виробу.
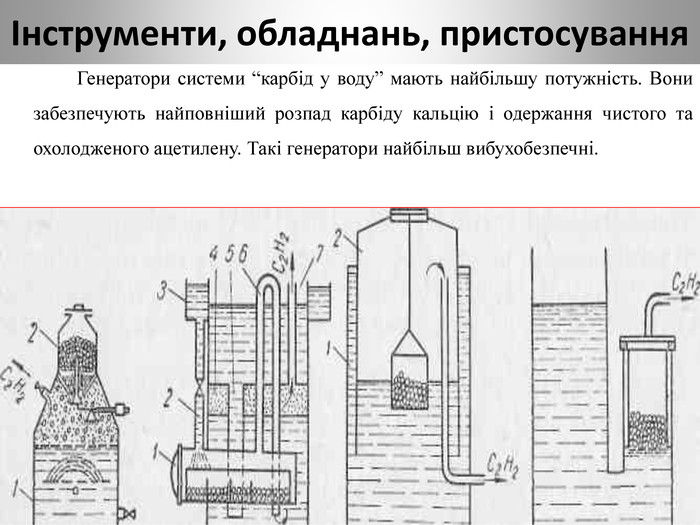
Інструменти, обладнань, пристосування Генератори системи “карбід у воду” мають найбільшу потужність. Вони забезпечують найповніший розпад карбіду кальцію і одержання чистого та охолодженого ацетилену. Такі генератори найбільш вибухобезпечні.
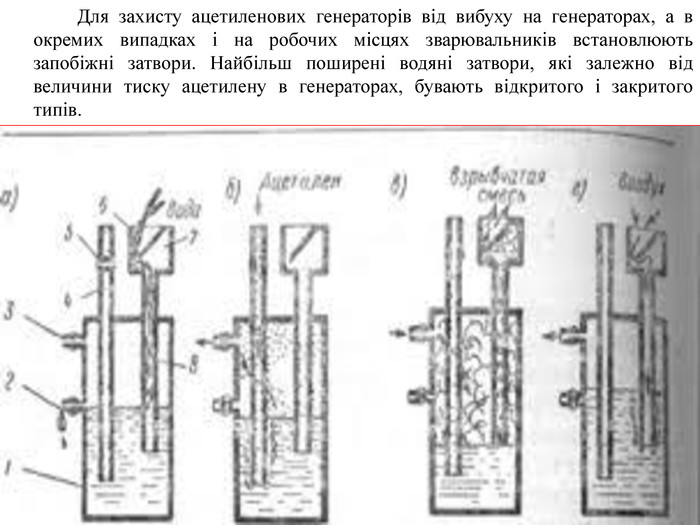
Для захисту ацетиленових генераторів від вибуху на генераторах, а в окремих випадках і на робочих місцях зварювальників встановлюють запобіжні затвори. Найбільш поширені водяні затвори, які залежно від величини тиску ацетилену в генераторах, бувають відкритого і закритого типів.
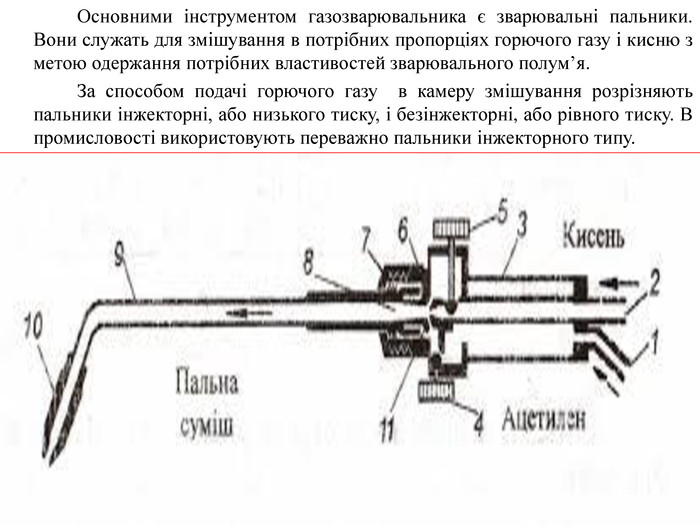
Основними інструментом газозварювальника є зварювальні пальники. Вони служать для змішування в потрібних пропорціях горючого газу і кисню з метою одержання потрібних властивостей зварювального полум’я. За способом подачі горючого газу в камеру змішування розрізняють пальники інжекторні, або низького тиску, і безінжекторні, або рівного тиску. В промисловості використовують переважно пальники інжекторного типу.
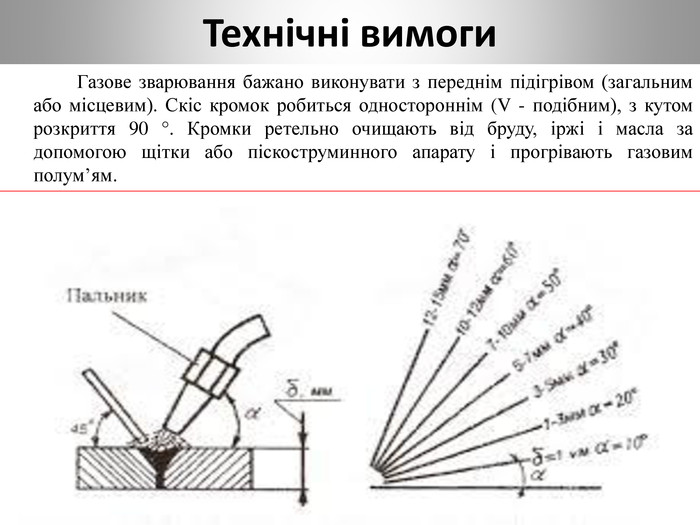
Технічні вимоги Газове зварювання бажано виконувати з переднім підігрівом (загальним або місцевим). Скіс кромок робиться одностороннім (V - подібним), з кутом розкриття 90 °. Кромки ретельно очищають від бруду, іржі і масла за допомогою щітки або піскоструминного апарату і прогрівають газовим полум’ям.
Технологічний процес Існують три основних технологічних напрямки зварювання чавуну:зварювання, що забезпечує отримання в металі шва чавуну;зварювання, що забезпечує отримання в металі шва низьковуглецевої сталі;зварювання, що забезпечує отримання в металі шва сплавів кольорових металів.

Зварювання чавунних деталей складної форми (з отворами, перемичками, неоднаковим перетином у різних частинах), щоб уникнути появи дефектів, викликаних нерівномірним нагріванням, необхідно виконувати тільки із загальним попереднім підігрівом. По закінчені зварювання виріб закривають шаром азбесту для повільного остигання.
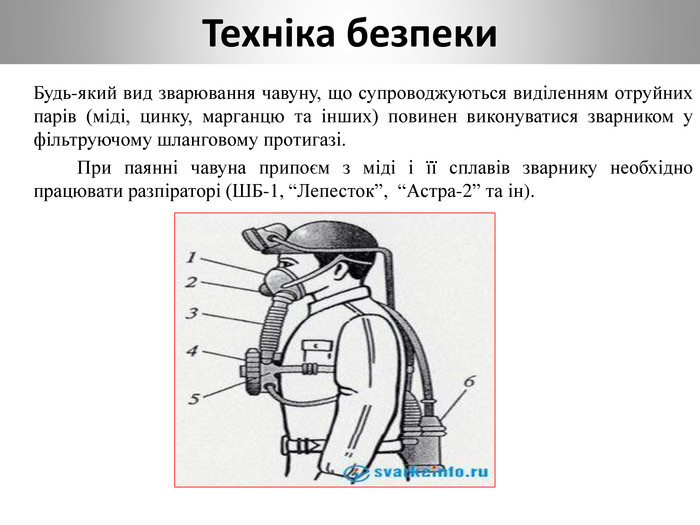
Будь-який вид зварювання чавуну, що супроводжуються виділенням отруйних парів (міді, цинку, марганцю та інших) повинен виконуватися зварником у фільтруючому шланговому протигазі. При паянні чавуна припоєм з міді і її сплавів зварнику необхідно працювати разпіраторі (ШБ-1, “Лепесток”, “Астра-2” та ін). Техніка безпеки
-
 Дуже дякую!
Дуже дякую!

про публікацію авторської розробки
Додати розробку