Урок. Види зварювальних випрямлячів.
Зміст
1. Класифікація та види
зварювальних випрямлячів…………………………………7
2. Будова зварювального випрямляча………………….……9
3. Типи зварювальних випрямлячів………………………...12
5. Вимоги для джерела живлення……………………………20
1. Класифікація та види зварювальних випрямлячів
Зварювальні випрямлячі призначені для перетворення змінного струму в постійний і живлення ним зварювальної дуги. Випрямлячі класифікуються:
– за числом обслуговуваних постів — одно- та багатопостові;
– за числом фаз живлення — однофазні й трифазні;
– за типом вентилів — діодні, тиристорні, інверторні;
– за способом регулювання струмом або напругою — із механічним регулюванням рухомими обмотками (типу ВД для ручного зварювання), які регулюються зміною коефіцієнта трансформації силового трансформатора (типу ВС для механізованого зварювання у вуглекислому газі), з регулюванням методом магнітної комутації (типу ВСЖ), які регулюються за допомогою дроселя насичення (типу ВДГ); із регулюванням тиристорами (універсальні випрямлячі);
– за схемою випрямлення — однонапівперіодні, трифазні, шестифазні;
– за призначенням — для ручного дугового зварювання (зі спадаючими зовнішніми характеристиками), для механізованого зварювання під флюсом (зі спадаючими зовнішніми характеристиками), для механізованого зварювання у вуглекислому газі (з похилоспадаючими зовнішніми характеристиками), універсальні (для всіх видів зварювання з круто- та похилоспадаючими характеристиками).
Випрямлячі малих струмів (до 315 А) роблять за трифазною мостовою схемою; середніх струмів (до 500 А) — за шестифазною із зрівняльним реактором; великих струмів (понад 1000 А) — за шестифазною кільцевою схемою випрямлення.
Для ручного дугового зварювання використовуються випрямлячі типів ВД-102, ВД-201, ВД-306 Д (БУСП-ТИГ) (ТИГ-ДС), ВД-506 Д (ММА-ДС) та інші, де:
БУСП — блок керування зварювальним процесом;
ДС — постійний струм;
ТИГ — режим аргонодугового зварювання неплавким електродом;
ММА — режим дуговогозварювання покритим електродом;
МИГ/МАГ — режим напівавтоматичного зварювання плавким електродом у середовищі захисних газів.
Для механізованого зварювання використовують випрямлячі типу: ВС-300, ВДГИ-301,ВСЖ-303, ВДГ-401 та ін.
До джерел живлення універсального призначення відносяться випрямлячі типу: ВДУ-504, ВДУ-506С (МИГ/МАГ), ВДУ-601, ВДУ-1250 та ін., а також інверторні — «Пирс-160», ВДУ2-30ІУХЛ4, Рісо-140.
У багатопостових випрямлячах типу ВДМ-1001, ВДМ-1601, ВДМ-3001 та інших, струм регулюється баластним реостатом РБ-301, РБ-501, а напруга дуги при механізованому зварюванні у вуглекислому газі — баластним реостатом РБГ і дроселем ДГ-301, які з'єднані паралельно й вмикаються послідовно з дугою.
Особливістю інверторних випрямлячів є те, що трансформація (перетворення) напруги здійснюється на підвищеній частоті. Це дає можливість знизити у 4-5 разів масу джерела живлення, у 7-8 разів габарити устаткування, на 7-10% збільшити к.к.д., підвищити зварювальні властивості порівняно із звичайними джерелами живлення струму.
У тиристорних випрямлячах регулювання режиму зварювання та створення зовнішніх характеристик здійснюють за допомогою тиристорного вирівнювального блоку. Тиристор — це керований кремнієвий вентиль. Він має третій керуючий електрод і призначений для випрямлення та регулювання сили струму. Керування тиристорами здійснюється фазозсувним пристроєм, яким можна змінювати за фазою кут відкривання тиристора щодо початку синусоїди напруги живильної сітки і тим самим регулювати середнє значення випрямленого струму. Фазозсувний пристрій має малу потужність, а значить і невеликі розміри та масу. Випускають тиристорні універсальні випрямлячі ВДУ-504, ВДУ-505, ВДУ-506, ВДУ-601, ВДУ-1201. Для плазмового різання розроблені тиристорні випрямлячі типу ВПТМ-500 та ін.
Для малоамперної дуги з неплавким електродом на постійному або імпульсному струмі випускають транзисторні випрямлячі АП-4 та АП-5, у яких регулювання струму здійснюється транзисторами. Транзистор — це керований напівпровідниковий вентиль, в якому опір змінюється під впливом керуючого сигналу. їх вмикають у зварювальне коло послідовно з випрямлячем. Зварювальний струм регулюється плавно та безінерційно зміною струму керування транзисторів. Він не залежить від коливань напруги живильної сітки й зміни напруги на дузі. Транзисторні випрямлячі безпечні у роботі, оскільки напруга холостого ходу не перевищує 40 В. Такі джерела живлення застосовують для аргонодугового зварювання вольфрамовим електродом будь-якого металу малої товщини.
2. Будова зварювального випрямляча
Зварювальний випрямляч являє собою апарат, що перетворює змінний струм в постійний (пульсуючий) за допомогою напівпровідникових вентилів.
Зварювальний випрямляч складається з двох основних частин: трансформатора з пристроєм для регулювання зварювального струму або напруги і випрямного блоку, зібраного за трифазною мостовій схемі.
Основними елементами випрямляча є: трансформатор, регулюючий пристрій і напівпровідникові вентилі (селенові, кремнієві або германієві), які проводять струм тільки в одному напрямку. Для зменшення розбризкування електродного металу та для згладжування пульсації струму у коло постійного струму деяких випрямлячів умикають дросель.
Принципова схема випрямляча представлена на рис. 1. Зі схеми видно, що в кожний момент часу струм проходить через два вентилі; протягом одного періоду відбувається шість пульсацій випрямленого струму (замість двох пульсацій при однофазному системі).
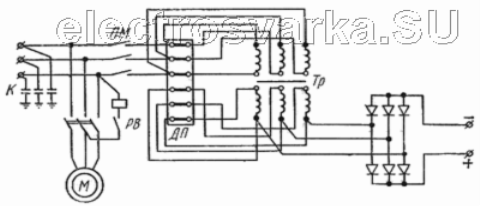
Рис. 1. Принципова схема зварювального випрямляча
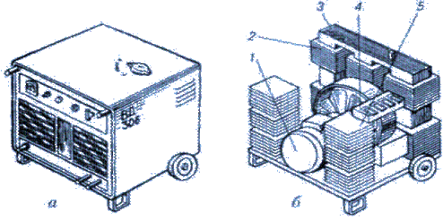
Рис. 2. Зварювальний випрямляч:
загальний (а) і внутрішній (6) вигляд; 1 — електродвигун; 2 — рухомі котушки; З — осердя трансформатора; 4 — перемикач діапазонів; 5 — випрямний блок
К - контактор. ПМ - пускач магнітний, Тр - трансформатор. ДП - дошка перемикань, РВ - реле вентилятора, М-двигун вентилятора
Основними елементами випрямляча є: трансформатор, регулюючий пристрій і напівпровідникові вентилі (селенові, кремнієві або германієві), які проводять струм тільки в одному напрямку (рис. 5.3). Для зменшення розбризкування електродного металу та для згладжування пульсації струму у коло постійного струму деяких випрямлячів умикають дросель
У зварювальних випрямлячах використовують селенові і кремнієві вентилі. Селенові вентилі мають менший ККД, але володіють більшою перевантажувальної здатністю, ніж кремнієві. Тому селенові вентилі застосовують у випрямлячах як з падаючою, так і з жорсткою характеристикою, а кремнієві - головним чином у випрямлячах з падаючою характеристикою, де струм короткого замикання незначно перевищує робочий струм. Кремнієві вентилі вимагають інтенсивного охолодження, тому випрямлячі постачають вентиляторами.
Падаюча характеристика в зварювальному випрямлячі створюється включенням в ланцюг реактивної котушки або застосуванням трансформатора зі збільшеним магнітним розсіюванням. У багатьох випрямлячах трансформатори мають рухливі первинні обмотки.
Зварювальний струм регулюють за допомогою секціонованими обмоток трансформатора, спеціальним дроселем насичення або зміною відстані між обмотками. При многопостопой системі живлення для створення падаючої характеристики на кожному посту і регулювання зварювального струму служать баластні реостати типу РБ.
Випускають однопостові зварювальні випрямлячі з падаючими характеристиками: ВСС-120-4, ВСС-300-3, ВД-102, ВД-302 - з селеновим вентилями; ВКС-120, ВКС-300, ВКС-500, ВКС-500 -1, ВД-101, ВД-301, ВД-303, ВКСУ-500-2 - з кремнієвими вентилями.
Однопостові зварювальні випрямлячі з жорсткими характеристиками: ЗС-200, ВС-300, ВС-500, ВДГ-500-2, НД-600, ВС-1000, НД-1000-2, ІПП-120Г1, ІПП-300П, ІПП-500П, ІПП-1000П.
В універсальних одіопостових випрямлячах ВО'-300 і ЗСУ-500 за допомогою дроселя насичення можуть бути отримані жорсткі, пологоіадающіе і крутоаадающіе характеристики. Отже, вони можуть служити джерелами живлення для автоматичного зварювання під флюсом, зварювання в захисних газах та ручного дугового зварювання.
Випрямлячі також можна поділяти на випрямлячі з падаючої ВАХ (вольт-амперної характеристикою) ВД, жорсткої ВАХ ВДГ і універсальні ВДУ.
Випрямлячі з падаючої ВАХ - призначені для зварювання звичайними покритими електродами (методом MMA)
Випрямлячі з жорсткою ВАХ - призначені найчастіше для комплектації зварювальних постів напівавтоматичного зварювання (метод MIG MAG)
Універсальні можна використовувати як для зварювання дротом так і для зварювання електродами.
Випрямлячі зварювальні призначені для зварювання та наплавлення постійним або змінним струмом. Як правило зварювальним кабелем, електротримачі, клемами заземлення, щитком зварювальника, електродами та ін пристосуваннями зварювальні випрямлячі комплектуються додатково.
3. Типи зварювальних випрямлячів
Випрямлячі зварювальні типу ВД-131
Призначені для ручного дугового зварювання покритими електродами виробів з маловуглецевих, низьколегованих і корозієстійких сталей на постійному (DC) або змінному (AC) струмі. Регулювання зварювального струму здійснюється механічним переміщенням магнітного шунта вертикального виконання з вказівкою зварювального струму за шкалою на лицьовій панелі. Випрямлячі однопостові зручні при переміщенні в монтажних умовах. Мають невеликі габаритні розміри.
Випрямлячі зварювальні типу ВД-306Д, ВД-506Д
Випрямлячі зварювальні типу ВД-306Д, ВД-506Д використовуються для ручного дугового зварювання покритими електродами виробів з вуглецевих, легованих і корозієстійких сталей на постійному струмі і для аргонодугового зварювання неплавкими електродами при комплектації блоком БУСП-ТІГ. Випрямлячі мають тиристорне управління. Додаткові функції: регулювання струму короткого замикання, перемикач крутизни вольтамперних характеристик на три положення, перемикач TIG/MMA і перемикач зварювання електродом з целюлозним або основним покриттям. Володіють високими зварювальними якостями. Можуть використовуватися в важких умовах експлуатації для будівництва нафтогазотрубопроводів.
Випрямляч зварювальний типу ВД-506 ДК
Випрямляч зварювальний типу ВД-506 ДК призначений для зварювання покритими електродами на постійному струмі і неплавкими електродами в середовищі аргону всіх металів, за винятком алюмінію і його сплавів, при комплектації випрямляча блоком БУСП-ТІГ. А також плавким електродним дротом в середовищі захисних газів (МІГ/МАГ) при комплектації випрямляча подаючим механізмом ПДГО-508С.
Випрямлячі зварювальні типу ВДГ-303-3, ВДГ-401
Випрямлячі зварювальні типу ВДГ-303-3, ВДГ-401 призначені для комплектації напівавтоматів дугового зварювання типу ПДГ-312-5, ПДГ-401. Використовуються для напівавтоматичного зварювання плавким електродом виробів із сталей на постійному струмі в середовищі захисних газів. Можливе зварювання покритим електродом на постійному струмі за наявності баластного реостата.
Випрямлячі зварювальні типу ВДУ-601С, ВДУ-400, ВДУ-508
Випрямлячі зварювальні типу ВДУ-601С, ВДУ-400, ВДУ-508 використовуються для комплектації напівавтоматів дугового зварювання покритими електродами на постійному струмі. Випрямлячі регулюються за допомогою тиристорного управління з жорсткою або падаючою зовнішньою характеристикою, і мають одну з найвищих зварювальних характеристик в своєму класі. Випрямлячі можуть застосовуватися для автоматизованого зварювання в комплекті зі зварювальними автоматами, роботами і маніпуляторами.
Випрямляч зварювальний багатопостовий ВДМ-6303С
Випрямляч зварювальний багатопостовий ВДМ-6303 С стаціонарний призначений для одночасного живлення струмом 4-х зварювальних постів ручного дугового електрозварювання покритими електродами виробів із сталей на постійному струмі. Застосовується в комплекті з баластними реостатами. Розрахований для роботи в закритих приміщеннях.
Багатопостові зварювальні випрямлячі УКСМ-1000-1, ВДМ-1601, ВДМ-300г і ВМГ-5000 призначені для харчування постів ручного дугового зварювання. У комплект кожного випрямляча входять відповідно 6, 9, 18 і 30 баластних реостатів РБ-301. Випрямлячі розраховані на роботу в закритих приміщеннях при температурі навколишнього повітря від -40 до +40 ° С.
Реостат баластний РБ 302
Реостат баластний РБ 302 призначений для регулювання струму в багатопостових зварювальних випрямлячах типу ВДМ-6303 С при ручному дуговому зварюванні і наплавленні металів плавким електродом. Розрахований для роботи в умовах помірного клімату в закритих приміщеннях або на відкритому повітрі під навісом.
У багатопостових випрямлячах типу ВДМ-1001, ВДМ-1601, ВДМ-3001 та інших, струм регулюється баластним реостатом РБ-301, РБ-501, а напруга дуги при механізованому зварюванні у вуглекислому газі — баластним реостатом РБГ і дроселем ДГ-301, які з'єднані паралельно й вмикаються послідовно з дугою.
Особливістю інверторних випрямлячів є те, що трансформація (перетворення) напруги здійснюється на підвищеній частоті. Це дає можливість знизити у 4-5 разів масу джерела живлення, у 7-8 разів габарити устаткування, на 7-10% збільшити к.к.д., підвищити зварювальні властивості порівняно із звичайними джерелами живлення струму.
У тиристорних випрямлячах регулювання режиму зварювання та створення зовнішніх характеристик здійснюють за допомогою тиристорного вирівнювального блоку. Тиристор — це керований кремнієвий вентиль. Він має третій керуючий електрод і призначений для випрямлення та регулювання сили струму. Керування тиристорами здійснюється фазозсувним пристроєм, яким можна змінювати за фазою кут відкривання тиристора щодо початку синусоїди напруги живильної сітки і тим самим регулювати середнє значення випрямленого струму. Фазозсувний пристрій має малу потужність, а значить і невеликі розміри та масу. Випускають тиристорні універсальні випрямлячі ВДУ-504, ВДУ-505, ВДУ-506, ВДУ-601, ВДУ-1201. Для плазмового різання розроблені тиристорні випрямлячі типу ВПТМ-500 та ін.
Для малоамперної дуги з неплавким електродом на постійному або імпульсному струмі випускають транзисторні випрямлячі АП-4 та АП-5, у яких регулювання струму здійснюється транзисторами. Транзистор — це керований напівпровідниковий вентиль, в якому опір змінюється під впливом керуючого сигналу. їх вмикають у зварювальне коло послідовно з випрямлячем. Зварювальний струм регулюється плавно та безінерційно зміною струму керування транзисторів. Він не залежить від коливань напруги живильної сітки й зміни напруги на дузі. Транзисторні випрямлячі безпечні у роботі, оскільки напруга холостого ходу не перевищує 40 В. Такі джерела живлення застосовують для аргонодугового зварювання вольфрамовим електродом будь-якого металу малої товщини.
Тиристорні зварювальні випрямлячі
Створення потужних напівпровідникових приладів та застосування тиристорів у зварювальних випрямлячах привело до розробки й випуску широкої номенклатури тиристорних випрямлячів для дугового зварювання. За рахунок поєднання в собі функції випрямляння та регулювання тиристорний регулятор дає змогу простими методами конструювати випрямлячі зі спадними, жорсткими та універсальними зовнішніми характеристиками, з дистанційним регулюванням, стабілізацією режиму зварювання при коливаннях напруги мережі та програмним керуванням.
Тиристорні випрямлячі являють собою, як правило, замкнену систему автоматичного регулювання зі зворотними зв'язками за струмом зварювання /зв, або за напругою дуги ид, або за обома параметрами, як це має місце в універсальних випрямлячах
Особливістю випрямлячів з універсальними зовнішніми характеристиками є уніфікація конструкції силового трансформатора Т. Стабільний процес зварювання в середовищі двоокису вуглецю тонкими електродними дротами суцільного перерізу у різних просторових положеннях може бути забезпечений лише за умови живлення від випрямлячів з природною жорсткою характеристикою, виготовлених на базі трансформаторів з нормальним електромагнітним розсіюванням. Одночасно ручне дугове зварювання покритими електродами та зварювання під флюсом можна виконувати при спадних характеристиках, що отримуються на базі трансформаторів з нормальним магнітним розсіюванням. З урахуванням цього всі тиристорні випрямлячі виконуються з силовим знижувальним трансформатором, що має нормальне розсіювання.
У тиристорних випрямлячах застосовують здебільшого трифазну мостову або подвійну трифазну зі зрівнювальним реактором схему випрямляння. Іноді використовують напівкеровані мостові схеми з половинною кількістю тиристорів і діодів.
Зварювальні випрямлячі на струми до 500 А виготовляють за подвійною трифазною схемою зі зрівнювальним реактором, на струм 630 А - за подвійною трифазною зі зрівнювальним реактором та за шестифазною кільцевою схемою, а на струм 1250 А - за шестифазною кільцевою схемою випрямляння.
Основним недоліком тиристорних випрямлячів є високий коефіцієнт пульсацій випрямленого струму, який, як було відзначено у розд.4.1, можна зменшити за допомогою дроселя L, що вмикається у зварювальне коло (див. рис.4.13). Магнітопровід дроселя виконується з повітряним зазором. Іноді дроселі, крім силової обмотки, обладнують обмоткою керування, яку вмикають у зварювальне коло між електродом та виробом через додаткові діоди або тиристори.
В обмотці керування індукується ЕРС завдяки змінній складовій випрямленого струму, що протікає через силову обмотку. Це дає змогу автома тично змінювати індуктивність дроселя. На малих режимах випрямлений струм в обмотці керування сприяє зменшенню індуктивності дроселя. На великих режимах збільшується запірна робоча напруга дуги, струм керування зменшується і індуктивність зростає. При короткому замиканні дугового проміжку краплею розплавленого металу, коли у силовій обмотці дроселя струм різко зростає, в обмотках W1 та W2 (див. рис.4.14) наводиться значна ЕРС. Діод VD1 закривається, а діод VD2 відкривається. Після закінчення КЗ діоди міняються ролями. Відбувається параметричне керування енергією дроселя, що сприяє здрібнюванню та стабілізації розміру крапель, які переносяться. Істотне покращання стабільності горіння дуги можна отримати, якщо застосувати допоміжні випрямні пристрої, що підживлюють дугу невеликим струмом (10...20 А). Прикладом такого пристрою є блок підживлення випрямляча ВДГ-601 (рис.4.15). Блок складається з трифазного трансформатора Т2 зі спадною характеристикою (первинна і вторинна обмотки - рознесені) та випрямного блока VD, що зібраний за трифазною мостовою схемою. Згладжування пульсацій здійснюється не лише завдяки роботі власного блоку підживлення, а й за рахунок застосування випрямного моста як зворотного діода у сполученні з силовим дроселем у зварювальному колі.
Для керування тиристорними випрямлячами використовують багатоканальні системи, побудовані за принципом вертикального фазового зсуву.
Суть його полягає у тому, що формування фази керуючого імпульсу Ui у кожному каналі відбувається в момент рівності (порівняння по "вертикалі") змінної опорної напруги иоп (синусоїдальної, трикутної або пилкоподібної) та постійної напруги ик, що потрапляє до нього від пристроїв керування. При зміні значення ик (ик1, ик2) відбувається зсув фази імпульсів керування тиристорами (а1, а2) і, таким чином, забезпечується регулювання випрямної напруги від нуля до максимального значення. На рис.4.16,а наведено типову функціональну схему одного каналу такої системи. До його складу входять фазозсувний пристрій ФЗП та формувач імпульсів ФІ. У свою чергу ФЗП містить генератор (ГОН) опорної напруги, що сінхронізована з напругою відповідної фази мережі ивх, та компаратор А. На вхід А, крім опорної напруги иоп, яка у даному випадку має пилкоподібну форму, подається напруга керування ик, яка є сумою напруги завдання из (див. рис.4.13) та сигналів зворотних зв'язків за струмом ЗЗС і за напругою дуги 33Н. Вид зовнішніх характеристик випрямляча формується під дією цих зворотних зв'язків. В універсальних випрямлячах при формуванні спадної ВАХ діє лише зворотний зв'язок за струмом. Сигнал, пропорційний струму зварювання, знімається з шунта або іншого вимірювального пристрою, підсилюється та подається до одного з входів ФЗП. При формуванні жорсткої ВАХ діють зворотні зв'язки за струмом та напругою, причому дія ЗЗН переважає над ЗЗС.
Зварювальні випрямлячі серії ВДУ та ВДГ. Сьогодні випускається значна кількість тиристорних зварювальних ви прямлячів для ручного дугового та механізованого зварювання у захисних газах і під флюсом. Електричні схеми випрямлячів передбачають перемикання їх для роботи як з жорсткими, так і зі спадними зовнішніми характеристиками. Усі випрямлячі забезпечують плавне дистанційне регулювання зварювального струму та напруги, а також стабілізацію режиму при зміні напруги живильної мережі. При роботі на спадних зовнішніх характеристиках випрямлячі забезпечують стабілізацію струму при зміні напруги мережі до 5 % з точністю не гірше +2,5 %, при коливаннях напруги мережі до -10 % - не гірше + 5 %. При роботі на жорстких характеристиках при подібних коливаннях напруги мережі забезпечується стабілізація робочої напруги з точністю +1 В.
Універсальні тиристорні випрямлячі ВДУ-506, ВДУ-601, призначені для механізованого зварювання у середовищі захисних газів та під флюсом, можуть використовуватися для ручного дугового зварювання покритими електродами. Вони також придатні для спільної роботи з роботами та автоматичними маніпуляторами. При роботі з маніпуляторами ставляться підвищені вимоги до таких технологічних показників джерела, як надійність первинного збудження дуги, стійкість процесу зварювання в усіх просторових положеннях.
До схеми випрямлячів уведений спеціальний вузол, що забезпечує вибіркове за величиною форсування збудження дуги залежно від протяжності та положення шва у просторі. Випрямлячі дають змогу здійснювати зварювання матеріалів малих товщин на струмах 60 А та більше з використанням зварювального дроту діаметром 1,0 та 1,2 мм, а також без- ступеневу зміну індуктивності у зварювальному колі в залежності від режиму зварювання.
Структурна схема випрямлячів наведена на рис.4.17. Згідно з цією схемою спадні зовнішні характеристики (С) забезпечуються негативним зворотним зв'язком за струмом ЗЗС, жорсткі (Ж) - вмиканням зворотного зв'язку за напругою 33Н, який діє спільно зі зворотним зв'язком ЗЗС. Для поліпшення стабілізації режиму зварювання при коливаннях напруги живильної мережі, передбачений додатковий зворотний зв'язок за мережею ЗЗМ. Напруга керування формується вузлом-формувачем напруги керування ФНК, до входу якого надходять напруга завдання из з вузла завдання режиму ВЗР та сигнали зворотних зв'язків.
Імпульси керування силовими тиристорами створюються блоком формування імпульсів БФІ та потрапляють до силового тиристорного випрямляча СТВ.
Блок живлення забезпечує отримання напруг, потрібних для роботи системи фазового керування.
Для поліпшення запалювання дуги при зварюванні у середовищі двоокису вуглецю на жорстких зовнішніх характеристиках до схеми уведений спеціальний додатковий вузол обмеження дії зворотного зв'язку за напругою ОЗЗН.
Блок БФІ побудований за шестиканальною системою фазового керування. Керування тиристорами здійснюється імпульсами прямокутної форми. До входу блока БФІ потрапляють шість зсунутих між собою на 60 ел.град напруг синхронізації НС з трансформатора блока живлення БЖ. Кожен канал блока БФІ складається з формувача імпульсів у вигляді тригера, проміжного погоджуючого підсилювача-формувача, кінцевого транзисторного каскаду підсилення.
Випрямлячі ВДУ-506 та ВДУ-601 зібрані за подвійною трифазною схемою випрямляння зі зрівнювальним реактором.
Такі випрямлячі випускаються підприємствами Росії та Литви. В Україні подібні випрямлячі ВДУ-506С та ВДУ-601 С випускає ВАТ "Фірма СЗЛМА". Слід мати на увазі, що випрямляч ВДУ-601 (ВДУ-601 С) є дво- режимним джерелом живлення і дає змогу незалежно здійснювати настройку робочої напруги для двох режимів зварювання за допомогою окремих потенціометрів. Дистанційне перемикання режимів здійснюється з пульта керування напівавтомата.
Зварювальні випрямлячі ВДУ-1201 та ВДУ-1250 призначені для автоматичного зварювання у середовищі захисних газів, під флюсом, та порошковим дротом. Випрямлячі зібрані за шестифазною кільцевою схемою випрямлення. Вони мають також деякі відмінності у системі керування тиристорами відносно випрямлячів ВДУ-506 та ВДУ-601. Технічні характеристики випрямлячів ВДУ-506 (ВДУ-506С), ВДУ-601 (ВДУ-601 С), ВДУ-1201 та ВДУ-1250 наведені у додатку 2 (див. табл.2.3).
Зварювальний випрямляч ВДГ-601 доцільно використовувати для зварювання в середовищі СО2 з'єднань зі змінним зазором металоконструкцій зі швами, що розташовані у нижньому та вертикальному положеннях. У цьому випадку, а також для конструкцій, які мають широкий діапазон товщин деталей, зварювання здійснюється у двох режимах, що дистанційно перемикаються, без зміни діаметра електродного дроту. Випрямляч ВДГ-601 має тільки жорсткі зовнішні характеристики.
Електрична схема випрямляча дає змогу виконувати (місцево або дистанційно) незалежну настройку робочої напруги для двох режимів зварювання за допомогою двох окремих потенціометрів. Дистанційне перемикання режимів здійснюється проміжним реле, що вмикається з пульта керування напівавтомата. Одночасно здійснюється й перемикання швидкості подачі електродного дроту. Напруга в дузі при переході з одного режиму на другий змінюється повільно через часову затримку. Дросель у зварювальному колі випрямляча має дві ступені індуктивності (200 та 500 мкГн). Індуктивність для кожного режиму встановлюється попередньо та дистанційно перемикається у процесі зварювання разом зі зміною режиму. Дросель (рис.4.18) з повітряним зазором 8 містить додаткову обмотку керування ОК, що магнітно зв'язана з силовою обмоткою ОД. Для зменшення індуктивності обмотка ОК замикається на малопотужний допоміжний дросель L. При роботі випрямляча під навантаженням в обмотці керування ОК наводиться ЕРС частотою 300 Гц. Значення ЕРС зростає при зварюванні на режимах малих струмів, для яких характерна більш глибока пульсація струму. При підключенні дроселя L, обмотка ОК створює магнітний потік, спрямований стрічне основному, і індуктивність основного дроселя знижується, особливо при зварюванні на малих струмах.
Випрямляч має широкі межі регулювання струму і напруги в одному діапазоні, що досягнуто шляхом застосування блока підживлення. Випрямний блок ВДГ-601 зібраний за шестифазною кільцевою схемою випрямляння. Схема керування тиристорами подібна до схеми випрямляча ВДУ-1201. Для отримання жорстких зовнішніх характеристик у випрямлячі ВДГ-601 використовується тільки зворотний зв'язок за вихідною напругою.
Не можна однозначно стверджувати, що тиристорні випрямлячі за технологічними властивостями переважують своїх попередників (генераторів, діодних випрямлячів). Але керовані тиристорні випрямлячі вирішують такі технологічні завдання, які на попередньому устаткуванні здійснити було важко. До цього можна віднести, наприклад, низькочастотну модуляцію зварювального струму від часток герців до 10...15 Гц, яка ефективна для керування формуванням та кристалізацією зварних швів. Таку модуляцію можна отримати, якщо підключити до будь-якого серійного випрямляча типу ВДУ спеціальний блок.
4. Вимоги для джерела живлення.
Зварювальний пост для ручного дугового зварювання оснащується джерелом живлення, струмопідведення, необхідними інструментами, приладдям і пристроями. Зварювальні пости можуть бути стаціонарними і пересувними. До стаціонарним відносять пости, розташовані в цеху, переважно в окремих зварювальних кабінах, в яких зварюють вироби невеликих розмірів. Пересувні зварювальні пости, як правило, застосовують при монтажі великогабаритних виробів (трубопроводів, металоконструкцій, і т. д.) і ремонтних роботах. При цьому часто використовують переносні джерела живлення.
Залежно від зварювальних матеріалів і застосовуваних електродів для ручного дугового зварювання застосовують джерела змінного чи постійного струму з круто падаючою характеристикою. Основним робочим інструментом зварника при ручному зварюванні служить електродотримачі, що призначений для затиску електрода й проведення зварювального струму. Застосовують електродотримачі пружинного, пластинчастого і гвинтового типів Згідно з ГОСТ 14651-78
Електродотримачі випускаю трьох типів у залежності від сили зварювального струму:
1 типу — для струму 125 А;
2 — 125—315 А;
3 – 315-500 А.
Для підведення струму від джерела живлення до електродотримачів і виробу використовують зварювальні проводи. Переріз проводів вибирають за встановленими нормативами для електротехнічних установок (5-7 А/мм2).
До допоміжних інструментів для ручного зварювання відносяться: сталеві дротяні щітки для зачищення крайок перед зварюванням і для видалення з поверхні швів залишків шлаку, молоток-шлакоотделітель для видалення шлакової кірки, особливо з кутових і кореневих швів в глибокій обробленні, зубило, набір шаблонів для перевірки розмірів швів, сталеве клеймо для клеймування швів, метр, сталева лінійка, висок, кутник, чертілка, крейда, а також ящик для зберігання і перенесення інструменту.
Для вибору зварювального випрямляча при заданому способі зварювання слід насамперед визначити форму статичної вольт-амперної характеристики дуги та її параметри у залежності від режиму зварювання.
Порівнюючи статичні характеристики дуги і випрямляча, вибрати їх найкраще сполучення, при якому забезпечується стійка робота системи
"джерело живлення - дуга - ванна" та стабільність підтримання заданого режиму зварювання.
Далі, на основі технічних умов експлуатації зварювальних випрямлячів та електричних параметрів зварювання, вибирають зварювальний випрямляч потрібної потужності з необхідним режимом роботи (тривалий, переміжний або повторно-короткочасний).
Вибір однопостового випрямляча для певного способу зварювання розглянемо на прикладах.
Приклад 1. Вибрати випрямляч для ручного дугового зварювання покритими електродами діаметром 5 мм.
Рішення. При ручному дуговому зварюванні між діаметром електрода і силою зварювального струму існує співвідношення: /зв = (35...50)d^ де de - діаметр електрода в міліметрах. Для електрода з de = 5 мм /зв=165...250 А. Вольт-амперна характеристика дуги у цьому діапазоні струмів - жорстка, тому для забезпечення стійкого горіння дуги треба застосовувати випрямляч зі спадною зовнішньою характеристикою. При такій характеристиці струм короткого замикання дещо більше робочого струму, що не порушує режиму зварювання при виниканні випадкових коротких замикань. Крім того, під час частих змін напруги дуги, що характерно для ручного дугового зварювання, зварювальний струм змінюється мало. Напруга в зварювальній дузі при ручному дуговому зварюванні перебуває у межах 20...35 В і встановлюється відповідно до конкретних умов та досвіду зварника.
Для забезпечення заданих параметрів режиму зварювання можна вибрати випрямлячі серії ВД. Найбільш придатними з них є випрямлячі марок ВД-306 або ВД-306С, які забезпечують роботу протягом 3 хв і паузу протягом 2 хв (номінальний режим роботи ВД-306 при ПН = 60 %, ВД-306С при ПВ = 60 %). Випрямляч ВД-306М має ПВ = 15 %, а випрямляч ВД-401 є занадто потужним і, крім того, має менший коефіцієнт корисної дії, ніж ВД-306.
Приклад 2. Вибрати однопостовий випрямляч для механізованого зварювання у середовищі вуглекислого газу струмом силою 400 А.
Рішення. Для механізованого зварювання у середовищі захисного газу застосовують випрямлячі з жорсткою або пологоспадною зовнішньою характеристикою тому, що при високій густині струму, характерній для цього способу зварювання, статична характеристика дуги - зростаюча. Напруга в дузі при механізованому зварюванні у середовищі СО2 для зварювального струму, що змінюється у діапазоні 200...500 А, складає 24...34 В і залежить від марки матеріалу та товщини деталей, які зварюються у конкретних умовах.
Для механізованого зварювання можна застосувати різні випрямлячі з жорсткими зовнішніми характеристиками та універсальні випрямлячі (див. дод.2,табл.2.3). Найбільше задовольняють умовам завдання випрямляч ВСЖ-303, який має жорстку зовнішню характеристику, та випрямляч ВДУ-506 (ВДУ-506С) зі спадною та жорсткою зовнішніми характеристиками. Слід відзначити, що випрямляч ВДУ-506С випускається в Україні і тому є переважним з економічної точки зору. У той же час використання вітчизняних випрямлячів більшої потужності буде економічно неефективним через великі енерговитрати.
Список використаної літератури
1. Зварювальне устаткування. Каталог-довідник, ч. 1—3. - К., 1992
2. Бельфор М. Г., Патон В. Е., Устаткування для дугового і жужільного зварювання і наплавлення, М., 1984;
3. Гитлевич А. Д., Етингоф Л. А., Механізація й автоматизація зварювального виробництва, М., 1982;
4. Севбо П. І. Комплексна механізація й автоматизація зварювального виробництва. - К., 1984;
5. Чвертко А. І., Тимченко В. А., Установки і верстати для електродугового зварювання і наплавлення. - К., 1999.
1

про публікацію авторської розробки
Додати розробку