Лабораторно-практична робота Тема: Вивчення основних параметрів режиму зварювання

Лабораторно-практична робота №1.
Тема: Вивчення основних параметрів режиму зварювання
Мета роботи: Навчити учнів вибирати основні параметри режиму зварювання, ознайомити з впливом параметрів на геометрію шва.
Обладнання: довідкові таблиці, зразки зварні, підручник
Таблиця №1.
|
товщина зварювального металу, мм |
1 - 2 |
3-4 |
5-6 |
8-10 |
15 і вище |
|
діаметр електроду, мм |
1.6 - 2 |
3 |
3-4 |
5 |
5 і вище |
Таблиця №2
|
діаметр електроду, мм |
1.6 - 2 |
3 |
3-4 |
5 |
5 і вище |
|
сила зварювального струму в А. |
(20 -30)Øел. |
(30 -40) Øел |
(40 - 45) Øел |
(50 - 60) Øел |
(50 - 60) Øел |
Хід роботи:
- вивчити основні параметри режиму зварювання;
- вивчити додаткові параметри режиму зварювання;
- порівняти вплив параметрів на геометрію шва;
- зробити і записати висновки.
ОСНОВНІ ТЕОРЕТИЧНІ ВІДОМОСТІ
Режимом зварювання називають основні показники, що визначають процес зварки, який встановлюється на основі вихідних даних і повинна виконаються для здобуття зварного з'єднання необхідної якості, розмірів, форми встановлених проектом. До цих показників при ручному дуговому зварюванні (РДЗ) відноситься: марка електроду, його діаметр, сила і рід зварювального струму, полярність при постійному струмі, число шарів в шві.
Для визначення режиму зварки використовують вихідні дані: марку і товщину основного металу, протяжність і форму зварних швів, положення швів в просторі.
Тип зварного з'єднання і його конструктивні елементи вибираються для кожного виду зварювання за відповідним ГОСТом.
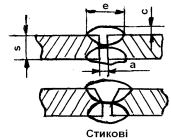
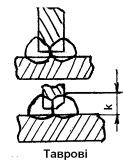
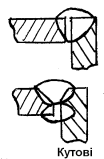
На рис. показані основні типи зварних з'єднань. У разі ручного зварювання товстих листів (більше 8 мм) на зварюються крайках роблять скоси.
|
|
|
|
|

Вибір сили зварювального струму
Сила зварювального струму I св. залежить від величини діаметра електрода і визначається за емпіричною формулою:
Iсв = кdе
де до - коефіцієнт, що дорівнює 40 ... 60; dе- діаметрелектрода, мм.
Величина коефіцієнта залежить від електричного опору електродного стрижня, просторового положення і деяких інших чинників.
Залежно від марки металу, що зварюється і його товщини підбирають тип і марку електродів. Діаметр електрода вибирається в залежності від товщини металу і положення зварювання.
Щодо малий зварювальний струм веде до нестійкого горіння дуги, непровари і малої продуктивністю. Надмірно великий струм веде до сильного нагрівання електрода при зварюванні, збільшенню електродного матеріалу і погіршення формування шва. На величину коефіцієнта k береться менше, ніж для шлакообразующих покриттів, наприклад, для електродів з залізним порошком в покритті (АНО - 1, ОЗС - 3) зварювальний струм на 30 - 40% більше, ніж для електродів зі звичайними покриттями.
При зварюванні з вертикальними і горизонтальними швами струм повинен бути зменшений проти прийнятого для зварювання в нижньому положенні приблизно на 5 - 10%, а для стельового на 10 - 15%, з тим, щоб рідкий метал не випливав зі зварювальної ванни.
При РДС напруга на дузі регламентується в широких межах і встановлюється самим зварювальником.
Додаткові показники режиму зварювання: рід і полярність струму, тип і марка покритого електрода, кут нахилу електрода, температура попереднього нагрівання металу. При зварюванні в стик листів товщиною до 4 мм в нижньому положенні діаметр електрода береться рівним, товщині зварюваної сталі. При зварюванні стали великої товщини застосовують електроди діаметром 4 - 6 мм за умови забезпечення повної можливості провару металу який з'єднує деталі і правильного формування шва. Застосування електродів більше 6 мм обмежується внаслідок великої маси електрода і електродотримача. Крім того, міцність зварних з'єднань, виконаних електродами великих діаметрів, знижується внаслідок можливого непровару в корені шва і великої столбчатой макроструктуру металу шва.
Зварювання виконується у вертикальному положенні зазвичай електродом діаметром не більше 4 мм, рідше 5 мм; електродом 6 мм можуть застосовуватися тільки зварювальниками високої кваліфікації.
Стельові шви, як правило, виконуються електродами не більше 4 мм.
Виконання роботи:
1. Прочитати підручник и конспект з даної тими;
2. самостійно розрахувати параметрів режимів зварювання для бланках з товщенною зварювальної окрайки 2мм, и 3 мм.
- Вибрати діаметр електроду;
- Розрахувати силу струму;
- Вибрати рід струму, полярність для зварювання бланках з низько вуглецевої сталі, тикових з'єднання.
3. вказати додаткові параметрів режимів зварювання;
4. написати порівняльну характеристику у вигляді таблиці.
- зробити висновки:
- контрольні питання
ПОРЯДОК ВИКОНАННЯ РОБОТИ
1. отримати завдання від викладача.
2. Відповідно до завдання необхідно:
- Виконати ескіз зварного з'єднання;
- Вибрати діаметр, тип і марку електрода, вид покриття, рід і полярність струму (табл.1 і 2);
- Розрахувати силу зварювального струму;
- Зварити з'єднання;
- Отримані дані занести в таблицю 5 і сформулювати висновки.
Таблиця 5. Результати розрахунку параметрів ручного дугового зварювання
|
Номер варіанта |
Діаметр електрода, мм |
Зварювальний струм, Iсв, А |
Зварювальне напруга, Uд, В |
Рід струму, полярність |
Марка електрода |
|
|
|
|
|
|
|
- Вихідні дані для розрахунку параметрів режиму ручного дугового зварювання
|
№ варіанта |
Марка сталі |
Тимчасовий опір розриву σ в, МПа |
Товщина металу, S, мм |
Вид з’єднання |
Положення шва в просторі |
|
|
ВСт3сп |
400 |
4 |
кутове |
нижнее |
|
|
Сталь 10 |
340 |
6 |
кутове |
нижнее |
|
|
20Г |
460 |
3 |
стикове |
нижнее |
|
|
16ГС |
530 |
5 |
стикове |
стильове |
|
|
15ХСНД |
500 |
8 |
стикове |
вертикальне |
|
|
10Г2С |
520 |
7 |
стикове |
нижнее |
|
|
ВСт2сп |
370 |
7 |
кутове |
нижнее |
|
|
14Г2 |
470 |
10 |
стикове |
Нижнее |
|
|
09Г2 |
450 |
6 |
стикове |
стильове |
|
|
15 |
380 |
4 |
стикове |
вертикальне |
П р и м і т ка. При зварюванні кутових швів з товщиною деталі 4 - 6 мм катет шва буде 5 мм, з товщиною 6 8 мм - 6 мм.
ПРАКТИЧНА ЧАСТИНА
Завдання №1. Яким діаметром електрода виконують стельові шви?
не більше 3 мм не більше 4 мм не більше 5 мм не більше 6 мм
Завдання №2. Електродами якого діаметра виконується перший шар або прохід в багатошарових стикових и кутових швах?
- електродами діаметром 1 мм; 3. електродами діаметром 5 мм;
- електродами діаметром 6 мм; 4. електродами діаметром 2 - 4 мм;
Завдання №3. Як добирається струм для зварювання в вертикальному положенні?
- Струм береться на 5 – 10% менше, ніж у нижньому положенні
- Струм береться на 10 – 15% менше, ніж у нижньому положенні
- Струм береться на 15 – 20% менше, ніж у нижньому положенні
- Струм береться на 35 – 40% менше, ніж у нижньому положенні
Завдання №4. Як добирається струм для зварювання в стельовому положенні?
- Струм береться на 5 – 10% менше, ніж у нижньому положенні
- Струм береться на 10 – 15% менше, ніж у нижньому положенні
- Струм береться на 15 – 20% менше, ніж у нижньому положенні
- Струм береться на 35 – 40% менше, ніж у нижньому положенні
Завдання №5. Який діаметр електрода добирають при зварюванні маловуглецевої сталі товщиною 3 мм?
1 мм 2 мм 3 мм 4 мм
Висновок: отже, ми навчилися правильно вибирати <Вставка1> електрода залежно від <Вставка2> та <Вставка3> положення шва при зварюванні, величину зварювального струму та діаметр електрода при зварюванні першого шару (корневого) багатошарового шва. Вибирати марку та тип електрода.
<Вставка1> <Вставка1> <Вставка1>
діаметр товщини просторового
товщину просторового діаметра

про публікацію авторської розробки
Додати розробку