Методична розробка уроку виробничого навчання з професії "Електрогазозварник"на тему "Зварювання кутових швів"
Методична розробка уроку
виробничого навчання з професії 7212 Електрогазозварник
ТЕМА ПРОГРАМИ: Дугове наплавлення валиків і зварювання пластин у нижньому положенні шва.
ТЕМА УРОКУ: Зварювання кутових швів. МЕТА:
• навчальна - вивчити технологію зварювання виробів, формувати уміння і навички виконання простих операцій; організації робочого місця
• розвиваюча – розвивати навички аналізу інформації, увагу, вміння виражати професійними термінами свою уяву про виявлений дефект;розвивати аналітичне, логічне та технічне мислення при вирішенні виробничих ситуацій;
• виховна - виховувати у здобувачів почуття відповідальності за результати колективної праці та взаємопідтримки; виховувати ініціативність, відповідальність, вміння працювати в колективі, дбайливе ставлення до інструментів, повагу до обраної професії.
ТИП УРОКУ: Урок формування первинних умінь і навичок.
ВИД УРОКУ: Самостійні вправи.
ДИДАКТИЧНЕ ЗАБЕЗПЕЧЕННЯ: Довідники, література, плакати, технологічні картки.
МАТЕРІАЛЬНО – ТЕХНІЧНЕ ЗАБЕЗПЕЧЕННЯ:
електрозварювальні пости, зварювальні трансформатори, металеві пластини, молотки, зубило, напилки, сталеві щітки, кутники, рулетки.
СПИСОК ЛІТЕРАТУРИ:
Обладнання та технологія зварювальних робіт. І.В. Гуменюк
ХІД УРОКУ
Ι. ОРГАНІЗАЦІЙНА ЧАСТИНА (~5хв):
- перевірка наявності здобувачів; перевірка готовності здобувачів до уроку;
- перевірка та допуск з охорони праці та безпеки життєдіяльності.
ΙΙ.ВСТУПНИЙ ІНСТРУКТАЖ ( 40хв):
1. Актуалізація знань:
- повідомлення теми програми і уроку;
- цільова установка проведення уроку, мотивація;
- перевірка професійних компетентностей здобувачів, необхідних їм для подальшої роботи на уроці: інтерактивна вправа «Незакінчене речення». Продовжити речення: «Виконання робочих прийомів зварювання кутових швів допоможе мені…».
- повторення і закріплення раніше вивченого матеріалу.
1. Де збуджують дугу при зварюванні кутових з'єднань?
2. Як треба запалювати дугу після її обриву?
3. Яка ширина однопрохідного шва з коливальними рухами?
4. Як завершують процес зварювання?
5. Для чого при зварюванні застосовують підкладки?
6. З якого матеріалу бувають підкладки?
7. Отже який необхідно виконати зазор між зварювальними деталями для товщини металу у 3мм?
8. Яку вибираємо силу зварювального струму?
9. Який тиск СО2 вибираємо для зварювання?
10. Які види зварних з’єднань Ви знаєте?
11. Скажіть, будь ласка, як підготувати робоче місце до зварювання?
12. У яких просторових положеннях можна виконувати зварювання даного шва?
- аналіз і доповнення відповідей здобувачів, підведення підсумків.
2. Викладання нового матеріалу:
-повідомлення нової навчальної інформації;
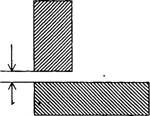
При зварюванні кутових швів рідкий метал прагне стікати на нижню площину. Тому ці шви краще варити у нижньому положенні човник. Однак це не завжди можливо, так як деталь іноді важко встановлювати у потрібному положенні.
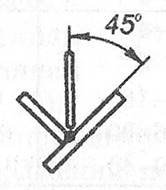
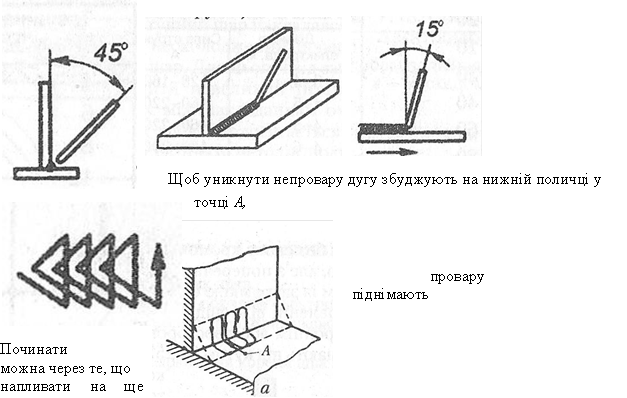
При зварюванні кутового шва, нижня площина якого розташована горизонтально, можливий непровари вершини кута (кореня шва) або однієї з кромок. Непровари може утворитися на нижньому аркуші, якщо починати зварювання з вертикального листа; у цьому випадку розплавлений метал стече на недостатньо нагріту поверхню нижньої кромки. Тому зварювання цих швів завжди слід починати, запалюючи дугу на нижній площині в точці збудження дуги А, і вести електрод так, як показано на зображенні:
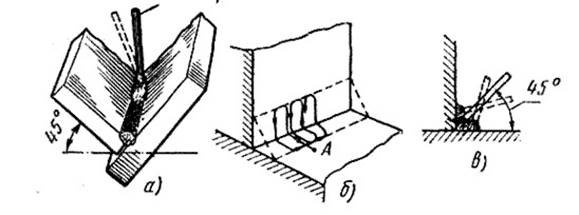
Електрод потрібно тримати під кутом 45° до поверхні листів, злегка нахиляючи його в процесі зварювання то до однієї, то до іншої площині
Кутові шви виконують одношаровими при катеті шва до 8 мм або багатошаровими при катеті шва понад 8 мм.
При зварюванні багатошарового кутового шва спочатку накладають нитковий вузький валик електродом діаметром 3-4 мм, чим забезпечується краще проварювання кореня. При визначенні числа проходів виходять з обсягу площі поперечного перерізу металу шва, наплавленого за один прохід. Для одного шару ця величина повинна складати 30-40 мм2.
Кутові шви застосовуються при зварюванні кутових і таврових з'єднань, а також з'єднань внапуск. Зварювання кутових швів виконують похилим електродом і «у човник».
1. Вибір зварювальних електродів згідно товщини зварюваного металу.
|
Вид шва |
Товщина металу, мм |
Число шарів або проходів |
Діаметр електрода, мм |
Сила струму, А |
|
Однобічний
|
4 |
1 |
3-4 |
120-160 |
|
6 |
1 |
4-5 |
160-220 |
|
|
8 |
1-2 |
4-5 |
160-220 |
|
|
Двобічний
|
10 |
4-8 |
4-6 |
160-360 |
|
20 |
8-16 |
4-6 |
160-360 |
|
|
40 |
16-30 5-6 |
220-360 |
||
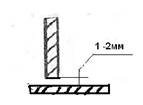
2. Збирання зварного з'єднання за допомогою прихваток з обов'язковим зазором 1 – 2мм.
.
3. Зварювання кутових швів «у човник».
При зварюванні кутових швів «у човник» наплавлений метал буде накладатися в жолоб, утворений двома поличками.
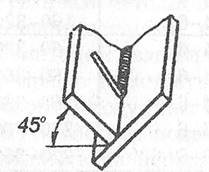
Це забезпечує нормальний провар кореня шва і правильне його формування. Зварювання кутових швів «у човник» з товщиною листів до 14 мм можливе без скосу кромок (двобічне зварювання) або з частковим розчищанням кромок і збільшеним розміром притуплення. Зазор між кромками не повинен перевищувати 10% товщини листа. Для уникнення непровару й підрізів кромок, зварювання «у човник» краще вести електродом, який дозволяє впирання покриття на кромки.
Кут нахилу електрода вздовж Коливальні рухи електродом
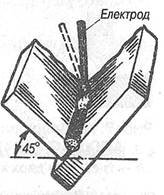
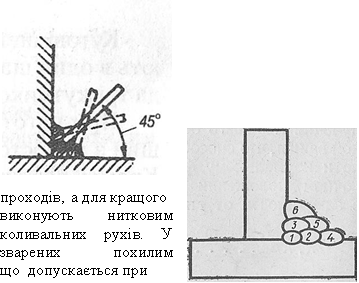
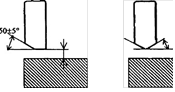
осі зварювання. 4. Зварювання кутових швів похилим електродом.
При цьому кут нахилу
електрода відносно поверхні листів повинен бути 45˚.
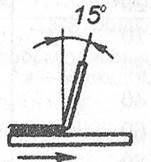
Кут нахилу електрода вздовж осі шва 15˚.
 відступивши від катета шва 3-4 мм. Потім дугу переміщують до вершини шва, де її трохи затримують для кращого кореня шва і догори, проварюючи
відступивши від катета шва 3-4 мм. Потім дугу переміщують до вершини шва, де її трохи затримують для кращого кореня шва і догори, проварюючи
вертикальну поличку. Цей же процес повторюють у зворотному напрямку. зварювання на вертикальній поличці не розплавлений метал з електрода буде холодний основний метал нижньої
полички, в результаті чого утвориться непровар.
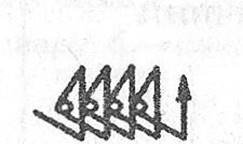
На вертикальній поличці можливе утворення підрізів. Прогрівання кромок досягається правильним положенням електрода, який треба тримати під кутом 45° до поверхні листів і виконувати поперечні коливальні рухи трикутником без затримки або з затримкою в корені шва.
 Кут нахилу електрода змінюється в процесі зварювання залежно від того, на якій поличці в даний момент горить дуга. Кутові шви без скосу кромок із катетами більше 10 мм виконують в один шар, але з поперечними коливальними рухами електрода трикутником із затримкою електрода в корені шва.
Кут нахилу електрода змінюється в процесі зварювання залежно від того, на якій поличці в даний момент горить дуга. Кутові шви без скосу кромок із катетами більше 10 мм виконують в один шар, але з поперечними коливальними рухами електрода трикутником із затримкою електрода в корені шва.
5.Зварювання у декілька шарів і проходів.
При товщині металу більше 4мм зварюють у декілька шарів і провару кореня шва перший прохід швом електродом 3–4 мм без багатошарових кутових швах, електродом, можливі нерівні катети, проектуванні зварних виробів.
- показ нових прийомів трудової діяльності (аналіз інструкційно-технологічної картки);
|
Зміст завдання та послідовність набуття компетентності |
Обладнання, інструмент, пристосування |
Технічні умови і вказівки щодо оволодіння компетентністю |
Малюнок (схема) |
|
|
1 |
2 |
3 |
4 |
|
|
1. |
Скласти два кутових з’єднання із пластин товщиною 6-8 мм, два – із пластин 1220 мм зі скосами кромок і один-два з’єднання із пластин різної товщини. |
Зварювальний стіл, пластини, зварювальний апарат, електроди, маска |
Катет шва визначається товщиною зварювальних кромок і задається технічною документацією. Одношарові шви застосову ють за катета шва до 8мм. У разі великого катета, а також за |
|
|
2. |
Прихватки здійснити з одного боку з’єднання електродами діаметром не більше 4 мм. |
або щиток, молоток, металева щітка, |
наявності скосу кромок застосовують багатошарові шви. |
|
|
3. |
Зварювальний струм збільшити на 10-15% ніж – для стикового шва. |
вимірна лінійка, шаблон. |
|
|
|
4. |
Під час зварювання кутових швів рідкий метал стікає на нижню площину, що може призвести до не проварювання її і підрізу верхньої пластини. Через це зварювання кутових швів слід починати, запалюючи дугу на нижній площині, і вести електрод як показано на схемі. |
|
Для прогріву кореня шва застосовують електроди діаметром не більше 4 мм, а для наступних швів діаметром 5-6 мм. Підрізи швів усувають наплавленням ниткових валиків. |
|
- пояснення характеру і послідовності роботи учні на уроці:
1. Перевірити розміри зварювальних деталей, підготувати їх до зварювання.
2. Підібрати дріт для зварювання деталей.
3. Визначити величину зварювального струму і виставити її на джерелі живлення.
4. Виконати зварювання деталей, фіксуючи час зварювання і величину зварювального струму.
5. Розрахувати коефіцієнти розплавлення, наплавлення і втрат електродного металу.
6. Перевірити якість зварювального шва.
- повідомлення про виробничий досвід за темою уроку;
- опитування здобувачів і пробне виконання ними нових прийомів, показаних майстром;
- відповідь майстра на запитання здобувачів; - підведення підсумків вступного інструктажу.
III.ПОТОЧНИЙ ІНСТРУКТАЖ (-270хв):
- видання завдань для самостійної роботи здобувачів та пояснення порядку їх виконання;
- розподіл здобувачів за робочими місцями;
- повідомлення про критерії оцінювання виконуваних робіт;
Щодня перед початком роботи слід:
1. Електрозварник повинен отримати завдання на виконання робіт.
2. Електрозварник повинен надіти спецодяг, спецвзуття і засоби індивідуального захисту, брезентову куртку і брюки одягати навипуск, черевики зашнурувати. Перед початком зварювання надіти захисну маску або щиток.
3. Робоче місце необхідно звільнити від зайвих предметів і легкозаймистих матеріалів.
4. Перевірити наявність протипожежних засобів, води, піску.
5. Для підготовки робочого місця, технологічного устаткування повинен надаватись на початку зміни необхідний час.
6. До початку зварювальних робіт у стаціонарних приміщеннях електрозварник повинен перевірити наявність і справжність вентиляції.
7. Перевірити справність електродотримача, ізоляцію зварних кабелів, впевнитись в наявності заземлення електрозварювальної установки та надійності всіх контактів.
8. Оглянути і перевірити справність інструменту та пристроїв.
9. Виконати заземлення переносної або пересувної електрозварювальної установки до включення її в електромережу.
10. При отриманні наряд-допуску перевірити виконання усіх вказаних заходів безпеки. Забороняється виконання вогневих робіт без належного оформлення наряду-допуску.
11. Зварювання при ремонті каністр з-під пально-мастильних матеріалів електрозварник повинен тільки після обробки їх 15-20%-ним розчином каустичної соди або продуванням сухою парою.
Вимоги безпеки під час роботи
1. При зварювальних роботах необхідно закривати лице маскою або щитком з світлофільтрами для захисту очей і обличчя від дії променів електричної дуги, а також бризок розплавленого металу.
2. Живлення електричної дуги дозволяється тільки від зварювальних трансформаторів, генераторів або випрямлячів. Підключати агрегати всіх видів зварювання до електричної мережі напругою більше 660 В забороняється.
3. Забороняється залишати без догляду електродотримач, який знаходиться під напругою, а також працювати при несправності зварювального агрегату, зварювальних кабелів, електродотримача або щитка.
4. 3абороняється проводити зварювальні роботи на посудинах, що знаходяться під тиском, зовні та усередині посудин з-під горючих або рідких хімічних речовин до очищення їх від залишків цих речовин.
5. Зварювальний агрегат повинен бути підключений електромонтером до електромережі через індивідуальний вимикач (рубильник) проводом відповідного перетину (згідно інструкції по експлуатації зварювальних агрегатів). При цьому відстань між зварювальним агрегатом та стіною повинна бути не менше 0,5м.
6. Зварювальні установки на час їх переміщення повинні відключатися від електромережі.
7. Транспортування зварювальних установок вагою понад З0 кг повинно бути механізовано.
8. Не допускається робота зварювальними агрегатами без перевірки їх на відсутність замикання на корпус, на цілісність проводу, що заземлює, та на справність ізоляції живлячого проводу.
9. До початку зварювання зварювальні деталі (конструкції) повинні надійно закріплятись.
10. Встановлювати інвентарні світильники для освітлення робочого місця необхідно таким чином, щоб світильник не осліплював електрозварника.
- цільові обходи майстра робочих місць здобувачів; прийом майстром виконаних робіт; - прибирання робочих місць.
IV. ЗАКЛЮЧНИЙ ІНСТРУКТАЖ (-ЗОхв):
- аналіз діяльності здобувачів у процесі всього уроку;
- оцінка роботи здобувачів, її об'єктивне обґрунтування:
- аналіз причин помилок здобувачів та засоби їх усунення; - повідомлення та обґрунтування оцінок; - видача домашнього завдання.
Дебрифінг
Майстер в/н обговорює з учнями такі питання:
1. Який досвід, які знання ви набули на уроці?
2. Що сподобалось вам на уроці?
3. Що б ви хотіли змінити в ході уроку?
4. Що було найскладнішим?
5. Чи досяг урок мети? Домашнє завдання.
1.Опрацювати § 20.8. Гуменюк І. В. Зварювання решітчастих конструкцій. 2.Підготувати: презентацію на тему «Зварювальні вироби невеликої складності».

про публікацію авторської розробки
Додати розробку