Обпилювання поверхонь для проведення заняття

ВІДОКРЕМЛЕННИЙ СТРУКТУРНИЙ ПІДРОЗДІЛ“АВТОТРАНСПОРТНИЙ ФАХОВИЙ КОЛЕДЖКРИВОРІЗЬКОГО НАЦІОНАЛЬНОГО УНІВЕРСИТЕТУ”ВІДКРИТЕ ПРАКТИЧНЕ ЗАНЯТТЯ З НАВЧАЛЬНО-ВИРОБНИЧОЇ ПРАКТИКИНа тему: Обпилювання поверхонь НАВЧАЛЬНА ДИСЦИПЛІНА: СЛЮСАРНА ПРАКТИКАГРУПА: ЕРМО-20 1/9 ВИД ЗАНЯТТЯ: ПРАКТИЧНЕ Тривалість заняття: 7 годин. Місце проведення заняття: слюсарна майстерня. ДАТА ПРОВЕДЕННЯ : 20.12.2021 Майстер виробничого навчання: Кучма Наталя Костянтинівна
Мета заняття: Навчальна - сформувати навички по організації робочого місця, вивчити безпечні прийоми праці; ознайомити учнів з видами напилків, з послідовністю виконання операції,вивчити безпечні прийоми та методи роботи. Виховна – формувати в учнів професійну самостійність, виховувати в студентів бережливе відношення до інструменту та обладнання, виховувати працелюбність, сумлінне ставлення до санітарії та гігієни. Розвиваюча – розвивати в учнів логічне мислення при виконанні завдань, вміння застосовувати рішення на практиці, координацію та точність рухів рук та окомір .

Актуалізація опорних знань1. Що називається різанням металу ?2. Інструменти для різання металу.
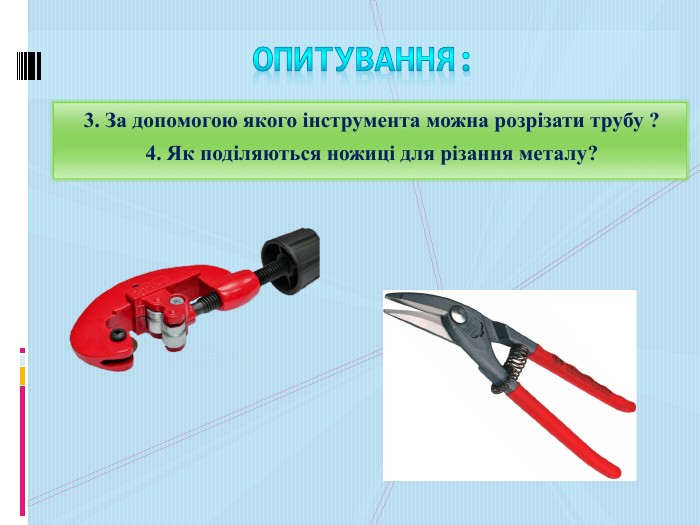
3. За допомогою якого інструмента можна розрізати трубу ? 4. Як поділяються ножиці для різання металу?Опитування:

Які інструменти використовуються при обпилюванні?
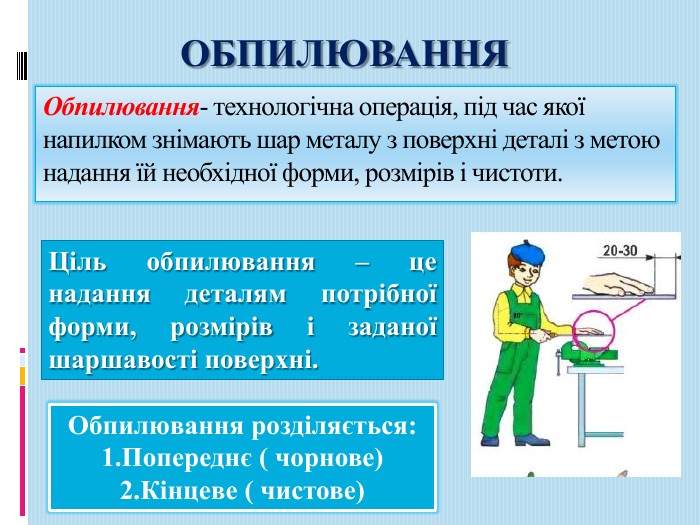
Обпилювання- технологічна операція, під час якої напилком знімають шар металу з поверхні деталі з метою надання їй необхідної форми, розмірів і чистоти. ОБПИЛЮВАННЯЦіль обпилювання – це надання деталям потрібної форми, розмірів і заданої шаршавості поверхні. Обпилювання розділяється:1. Попереднє ( чорнове)2. Кінцеве ( чистове)
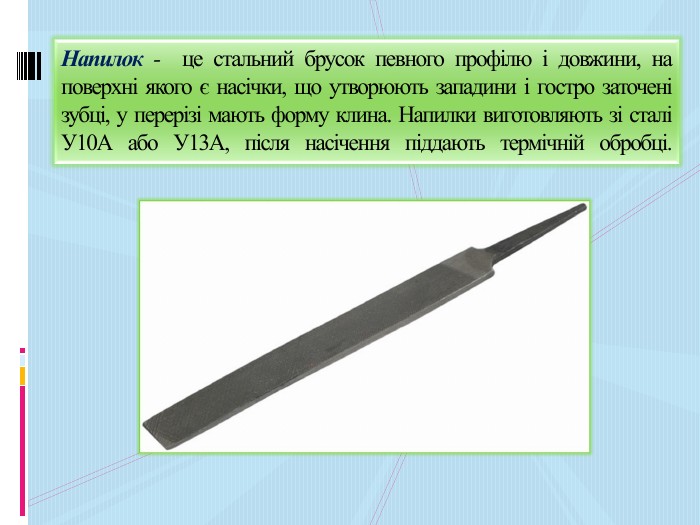
Напилок - це стальний брусок певного профілю і довжини, на поверхні якого є насічки, що утворюють западини і гостро заточені зубці, у перерізі мають форму клина. Напилки виготовляють зі сталі У10 А або У13 А, після насічення піддають термічній обробці.
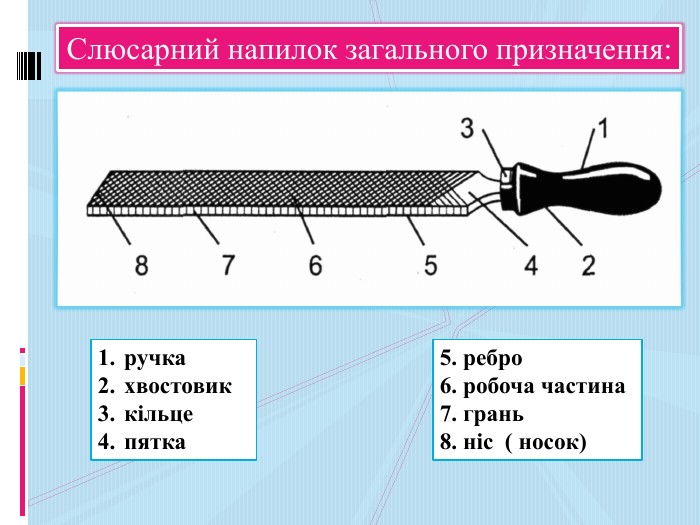
ручка хвостовиккільцепятка. Слюсарний напилок загального призначення: 5. ребро 6. робоча частина 7. грань8. ніс ( носок)
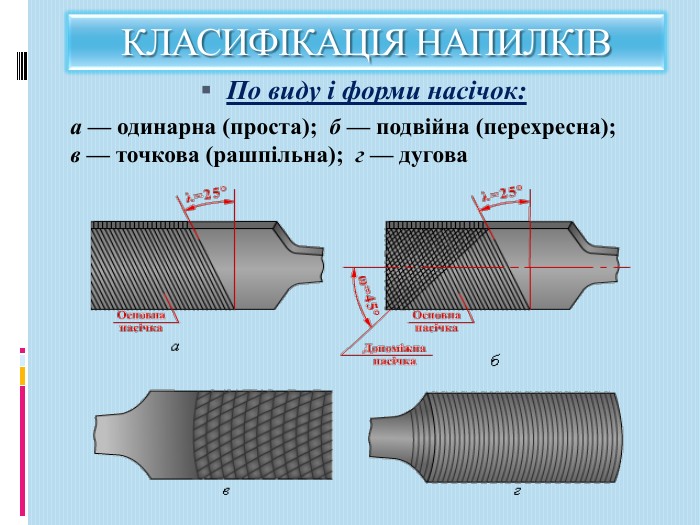
КЛАСИФІКАЦІЯ НАПИЛКІВПо виду і форми насічок:а — одинарна (проста); б — подвійна (перехресна); в — точкова (рашпільна); г — дугова

Типи напилків: а — плоский; б — плоский гостроносий; в — квадратний; г — тригранні; д — круглі; е — напівкруглий; ж — ромбічний; и — ножівкові

За призначенням напилки поділяють на такі групи: Слюсарні загального призначення ( 8 типів), подвійна насічка і довжина від 100 до 400мм. Слюсарні для спеціальних робіт – для видалення великих припусків та для обробки м’яких матеріалів. КЛАСИФІКАЦІЯ НАПИЛКІВ

Машинні напилки: стрижневі, дискові, фасонні головки, пластинчаті. КЛАСИФІКАЦІЯ НАПИЛКІВРашпілі – 4 типи. призначені для обробки м'яких металів

Надфілі…а — прямокутний тупоносий;б — прямокутний гостроносий; в — квадратний тупоносий; г — тригранний тупоносий; д — тригранний гостроносий; е — круглий тупоносий; ж — напівкруглий тупоносий; и — овальний тупоносий; к — ромбічний тупоносий; л — ножівковий; м — пазовий; н — елементи надфіля (L — робоча частина, l — довжина рукоятки, d — діаметр рукоятки, b — ширина профілю, h — товщина надфіля) КЛАСИФІКАЦІЯ НАПИЛКІВstyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.type
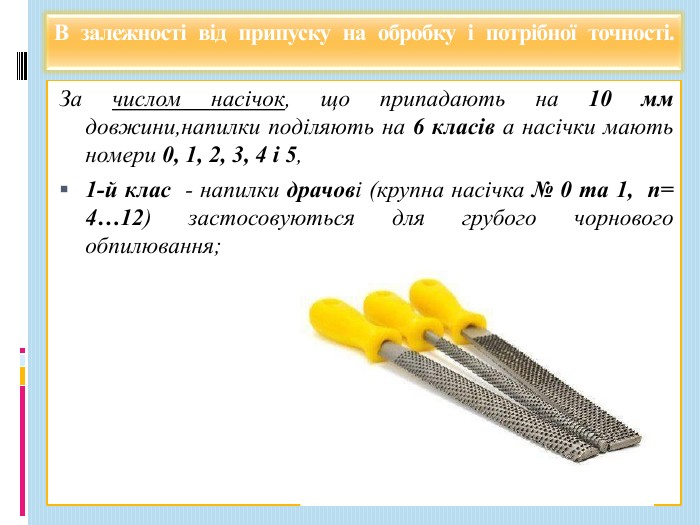
В залежності від припуску на обробку і потрібної точності. За числом насічок, що припадають на 10 мм довжини,напилки поділяють на 6 класів а насічки мають номери 0, 1, 2, 3, 4 і 5, 1-й клас - напилки драчові (крупна насічка № 0 та 1, п= 4…12) застосовуються для грубого чорнового обпилювання;
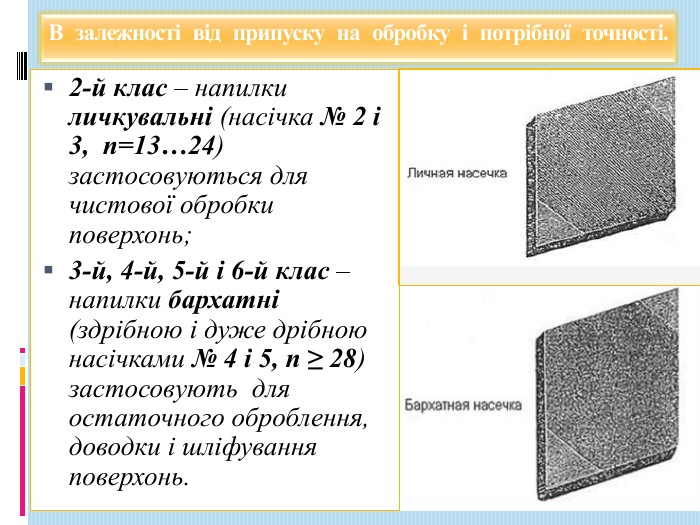
2-й клас – напилки личкувальні (насічка № 2 і 3, п=13…24) застосовуються для чистової обробки поверхонь;3-й, 4-й, 5-й і 6-й клас – напилки бархатні (здрібною і дуже дрібною насічками № 4 і 5, п ≥ 28) застосовують для остаточного оброблення, доводки і шліфування поверхонь. В залежності від припуску на обробку і потрібної точності.
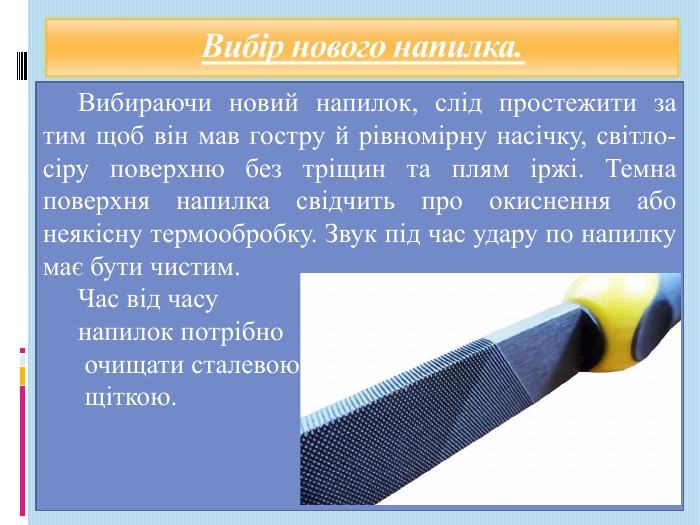
Вибір нового напилка. Вибираючи новий напилок, слід простежити за тим щоб він мав гостру й рівномірну насічку, світло-сіру поверхню без тріщин та плям іржі. Темна поверхня напилка свідчить про окиснення або неякісну термообробку. Звук під час удару по напилку має бути чистим. Час від часу напилок потрібно очищати сталевою щіткою. style.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.type
Підготовка до обпилювання. Підготовка поверхні до обпилювання. Заготовку очищають металевими щітками від бруду, мастила, окалини, ливарну кірку зрубують зубилом або видаляють старим напилком. При обпилюванні звертаємо особливу увагу до таких складових як: положення корпуса, положення ніг, положення рук та координації зусиль.

Робоча поза при обпилюванні


Розподіл зусиль під час обпилювання. Під час руху напилка в робочому напрямку натискання правої руки повинне поступово збільшуватися, а лівої – зменшуватися. Під час холостого ходу напилок відводять, не натискаючи.
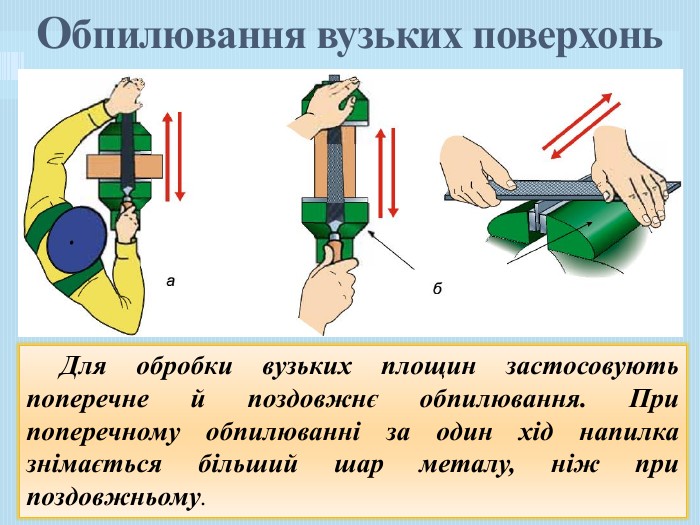
Обпилювання вузьких поверхонь. Для обробки вузьких площин застосовують поперечне й поздовжнє обпилювання. При поперечному обпилюванні за один хід напилка знімається більший шар металу, ніж при поздовжньому.

Обпилювання перехресним штрихом. Щоб отримати прямолінійну поверхню заготовки при обпилюванні широких плоских поверхонь, увагу треба зосереджувати на забезпеченні прямолінійності руху напилка та лініях розмітки. Обпилювання виконують перехресним штрихом (з кута на кут) під кутом 30...40° до бічних сторін лещат.

Контроль якості обпилювання кутникомлінійкою
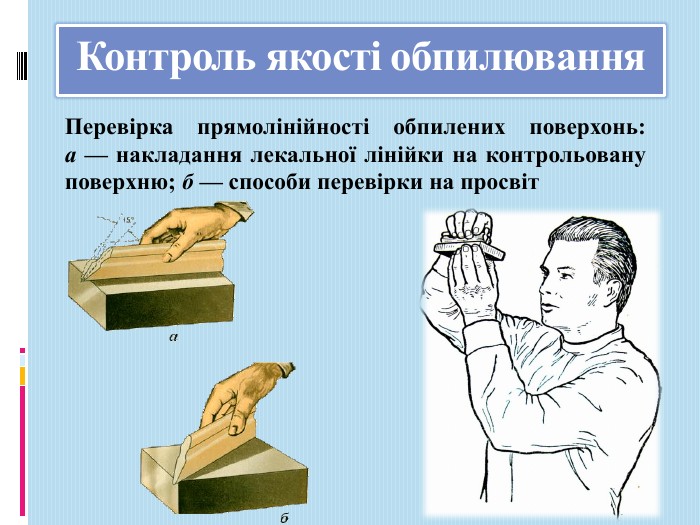
Контроль якості обпилювання. Перевірка прямолінійності обпилених поверхонь: а — накладання лекальної лінійки на контрольовану поверхню; б — способи перевірки на просвіт

Обпилювання опуклих поверхонь. Опуклі криволінійні поверхні можна обробляти, використовуючи прийом «розгойдування» напилка.

Обпилювання увігнутих поверхонь. Увігнуті криволінійні поверхні залежно від радіуса кривизни обробляють круглими чи напівкруглими напилками. Напилком виконують складний рух уперед і вбік із поворотом навколо осі заготовки.
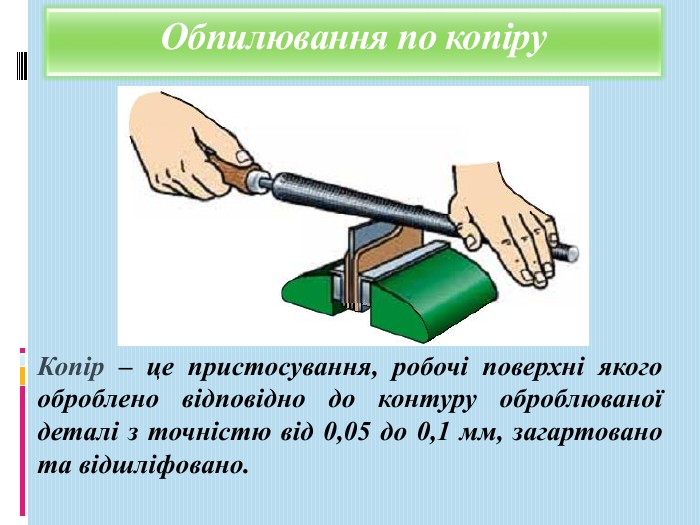
Обпилювання по копіру. Копір – це пристосування, робочі поверхні якого оброблено відповідно до контуру оброблюваної деталі з точністю від 0,05 до 0,1 мм, загартовано та відшліфовано.
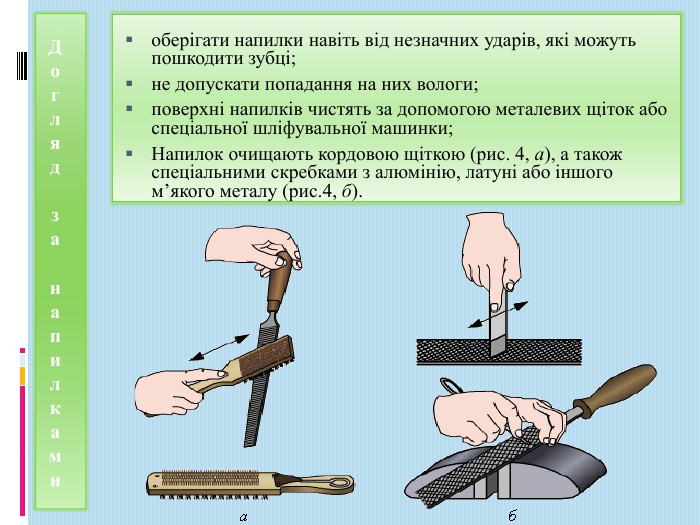
Догляд за напилками оберігати напилки навіть від незначних ударів, які можуть пошкодити зубці; не допускати попадання на них вологи; поверхні напилків чистять за допомогою металевих щіток або спеціальної шліфувальної машинки;Напилок очищають кордовою щіткою (рис. 4, а), а також спеціальними скребками з алюмінію, латуні або іншого м’якого металу (рис.4, б).
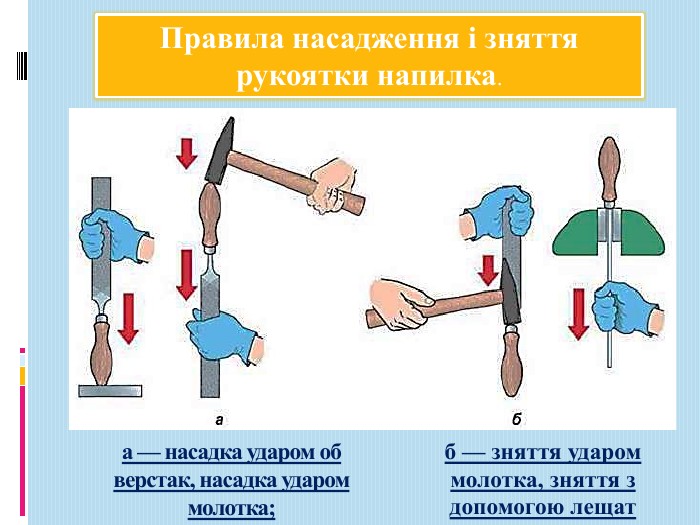
а — насадка ударом обверстак, насадка ударом молотка;б — зняття ударом молотка, зняття здопомогою лещат. Правила насадження і зняття рукоятки напилка.
• нерівності поверхонь (виступи) і завали країв заготовки як результат невміння користуватися напилком;• вм'ятини або пошкодження поверхні заготовки, спричинені неправильним затискуванням її у лещатахнеточність розмірів: неточна розмітка, зняття менше або більше металу;задири, подряпини: недбале користування, не підібраний напилок. Дефекти при опилюванні:
При обпилюванні заготовок із гострими краями при зворотному ході пальці лівої руки не можна підгинати під напилок;Категорично заборонено скидати стружку, що утворюється в процесі обпилювання, голими руками, здувати її або видаляти стиснутим повітрям — змітати її з верстата треба волосяною щіткою; Забороняється працювати напилками без рукояток або напилками з надтріснутими, розколотими рукоятками; Під час роботи обов'язково користуватися лише напилками з міцно насадженими рукоятками. ПРАВИЛА БЕЗПЕКИ:

про публікацію авторської розробки
Додати розробку