УРОК ВИРОБНИЧОГО НАВЧАННЯ
ПЛАН УРОКУ
ЕГЗ 2.2: Професійні профільні компетентності. Забезпечення безпечної і безаварійної роботи устаткування.
ЕГЗ 2.2.3,4: Зварювання стикового з’єднання без скосу кромок у нижньому положенні. Односторонній шов.
Мета уроку: навчити здобувачів освіти правильно виконувати зварювання стикового з’єднання без скосу кромок в нижньому положенні, при цьому дотримуючись вимог підготовки металу до зварювання, підбирання зварювальних електродів, виставлення зазорів між пластинами та підбирання зварювального струму.
а) учбово-виробнича: ознайомити здобувачів освіти з зварювальними металами, зварювальними електродами, підбиранням зварювального струму, принципами обслуговування зварювального обладнання.
б) виховна: виховати повагу до обраної професії.
в) розвиваюча: розвивати в здобувачів освіти вміння та навички, логічне мислення та просторову увагу, самовдосконалення в обраній професії.
Тип уроку: урок удосконалення умінь та навичок.
Вид уроку: пізнавальний.
Матеріально – технічне забезпечення уроку: інструкційні карти, зварювальне обладнання, металеві пластини розміром 300 ×150 × 4мм, електроди, молотки для відбивання шлаку, щітки по металу.
Міжпредметні зв’язки: читання креслень, обладнання та технологія зварювальних робіт, охорона праці.
Місце проведення уроку: Зварювальна майстерня.
Навчально – виробнича робота: Навчити здобувачів освіти правильно виконувати зварювання пластин в стик без розробки кромок.
Література: І.В.Гуменюк, О.Ф.Іваськів, О.В.Гуменюк Технологія електродугового зварювання К: - Грамота, 2007 – 512 С.:- Бібліограф.: 499с.: іл.
СОУ НАЕК 158 2020
Хід уроку
Організаційна частина
- Перевірити наявність учнів на уроці і зовнішній вигляд – 5 хв.
- Перевірити зовнішній вигляд здобувачів освіти.
І. Вступний інструктаж - 40 хв.
План вступного інструктажу:
- Повідомити учням тему і мету уроку.
- Перевірка знань учнів:
- які джерела живлення знаходяться в зварювальній майстерні?
(випрямляч ВДУ-1200, баластний реостат, трансформатор)
- які ви знаєте сучасні джерела живлення?
(зварювальні інвертори марок ЗЕНІТ, ПАТОН, ДНІПРО, ТЕСЛА.
Апарати зварювальні KEMPPI MINARC 150)
- на що потрібно звертати увагу перед вмиканням джерела живлення?
(на бірку перевірки опору ізоляції, цілісність обладнання та струмопіводячих
частин);
- яка може виникнути небезпека під час обслуговування джерел живлення?
(небезпека ураження електричним струмом)
- Інструктаж по темі уроку:
- розповісти як правильно підготовити метал до зварювання;
Зачистити навколошовну зону на 20мм, закріпити в струпцини, виставивши зазор між пластинами 1-2мм та виконати прихвачування деталей.
- розповісти про марки сталей;
Сталь 20 – поставляється як сортовий прокат, призначається для виготовлення патрубків, штуцерів, фланців, корпусів апаратів. Працює при температурі від -200С до +4250С, зварюється без обмежень.
- розповісти як правильно підібрати марку електродів;
Для зварювання стикового з’єднання без розробки кромок застосовуємо електроди марки УОНИ 13/45 Ø 4мм
- розповісти як правильно підібрати струм за формулою;
ІА=(30÷40)de
- розповісти як правильно виставити зазори між пластинами;
зазор між пластина 1-1,5мм
- розповісти як правильно запалювати дугу, кут нахилу електроду та дії при закінченні шва;
запалити дугу в середині стика та виконати зварювання кореневого шва ниточним валиком без коливальних рухів при цьому дотримуючись повного проплавлення металу, кут нахилу електрода 15-200 до вертикалі, закінчувати зварювання повертиючись на шов на 5мм
- розповісти як правильно відбивати шлак;
шлак відбивати від себе користуючись захисними окулярами
- розповісти про дефекти які можуть виникнути під час зварювання;
тріщини, напливи, посилений шов, кратери, підрізи
- розповісти яким повинен бути вигляд шва, лускатість:
шов повинен бути рівномірним з дрібною лускатістю.
- Закріплення матеріалів вступного інструктажу:
- які марки сталей ви знаєте
- як правильно підготовити метал до зварювання?
- як правильно підібрати марку електродів?
- як правильно підібрати струм за формулою?
- як правильно виставити зазори між пластинами?
- як правильно запалювати дугу, кут нахилу електроду та дії при закінченні шва?
- як правильно відбивати шлак?
- яким повинен бути вигляд шва, лускатість?
- які видимі дефекти ви можете бачити після зварювання?
Видати здобувачам освіти інструкції.
ІІ. Вправи учнів і поточний інструктаж майстра – 4 год. 25 хв.
Цільові обходи робочих місць учнів майстром в/н:
Перший обхід: Зачищення пластин під зварювання та складання.
Другий обхід: Виконання прихваток та проварювання кореневого шару. Огляд кореневого шва.
Третій обхід: Виконання заповнюючого шва. Огляд заповнюючого шва.
За 10 – 20 хв. до кінця уроку дати вказівку закінчити вправи.
ІІІ. Заключний інструктаж – 20 хв.
План заключного інструктажу:
1. Підведення підсумків роботи.
2. Вказати на типові помилки.
3. Виставити оцінки.
4. Показати кращі роботи.
Сповісти учням тему наступного уроку: Зварювання пластин в стик без розробки кромок в нижньому положенні. Двосторонній шов.
Видати завдання додому: Повторити вимоги до зварювальних електродів, зварювальних машин.
Дати вказівку учням зібрати, почисти і здати інструмент, прибрати робочі місця, вимити
руки і лице. Привести в порядок свій одяг і закінчити урок.
КОНСПЕКТ УРОКУ:
Односторонні стикові шви без скосу кромок виконуються покритими електродами діаметром рівним товщині зварюваних листів, якщо їх товщина не перевищує 4мм.
Сила струму підбирається в залежності від діаметра електрода, виду і товщини покриття. Товщина металу 3-4мм, односторонній шов, зазор 1-1,5мм, діаметр електрода 3-4мм струм в нижньому положенні пластини 120-160А.
Кут нахилу електрода до вертикалі складає 15-200 . Змінюючи нахил електрода, зварювальник може регулювати глибину проплавлення металу, сприяти кращому формуванню валика шва і впливати на швидкість охолодження ванни.
Вузький валик шириною 1,5dе виконують при проварюванні кореня шва, зварюванні тонких листів.
Чим повільніше зварювальник переміщує електрод по довжині шва, тим ширшим буде валик. В вузькому але високому валику об’єм наплавленого металу невеликий, такий валик застигає скоріше і розчинні в металі невидалені гази можуть викликати пористість шва. Тому частіше застосовують ширші валики, які менш схильні до утворення кристалізаційних тріщин.
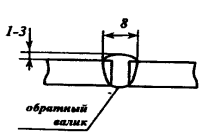
Стикові шви без скосу кромок виконують наплавленням уздовж шва валика з невеликим розширенням. Необхідне добре проплавлення зварюваних кромок. Шов роблять із посиленням (опуклість шва до 2 мм). Після проварювання шва з одного боку виріб перевертають і, ретельно очистивши від потьоків і шлаку, заварюють шов з іншого боку.
Зварювання односторонніх швів можна виконувати по попередньо ручному або автоматичному підварюванню. Одностороннє зварювання, що залишається на сталевій підкладці, застосовується, якщо воно допускається за експлуатаційних умов. Для одношарових швів товщина підкладки становить 30–40 % товщини металу, для багатошарових швів – дорівнює товщині першого шару. При використанні для зварювання знімних мідних підкладок якість шва залежить від надійності підтиснення кромок. При зазорах понад 0,5 мм розплавлений метал може витікати в нього, що призводить до утворення дефектів у шві. Разом з тим важко укласти кромки довгого стику уздовж нерухомої мідної підкладки, що формує канавки.
В односторонніх швах не завжди забезпечується хороше формування кореня шва. Тому у відповідальних конструкціях застосовують зварювання з двох боків. При цьому перші валики в корені швів повинні перекривати один одного на 2–5 мм. Для попередження протікання розплавленого металу в зазор між кромками найкращі результати виходять за попереднього ручного підварювання, яке часто служить як прихваточний шов під час складання. Після кантування виробів при першому основному проході підварювальний шов потрібно повністю перетравлювати.
ІНСТРУКЦІЙНА КАРТА
ТЕМА: Зварювання стикового з’єднання без скосу кромок у нижньому положенні. Односторонній шов.
|
№п/п |
Назва робіт |
Інструкційні вказівки |
Ескізи |
|
1 |
Підготовити метал до зварювання |
Очистити навколошовну зону від іржі та бруду на 20мм |
|
|
2 |
Вибір електро-дів, сили зварю-вального струму |
Візьміть електроди марки УОНИ 13/45 ø 4мм. Вставте електрод в електродотримач. Одягніть засоби індивідуального захисту. Встановіть силу зварювального струму ІА.=120-160А. Виставте струм за допомогою баластного реостата
|
|
|
3 |
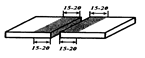
Збирання стикового з’єднання |
Зберіть пластини розміром 300х150х6мм , виставте зазори між пластинами 1-2мм, прихватіть стикове з’єднання, довжина кожної прихватки 10-20мм. Очистіть прихватки від шлаку та огляньте зовнішнім оглядом на наявність дефектів, якщо є дефекти їх потрібно вирубати і виконати прихватку знову. |
|
|
4 |
Виконання кореневого шару |
Запаліть дугу у нижніх кромок з’єднання в розробці: електрод тримайте горизонтально; в момент утворення рідкої ванни нахиліть електрод під кутом 15-20о до горизонталі, встановіть його по центру розробки. Не допускайте запалювання дуги за межами кромок: при торканні електродом метала в ньому утворюються „припали”. На кромках вони переплавляються при зварюванні, а на поверхні металу дефекти залишаються. |
|
|
5 |
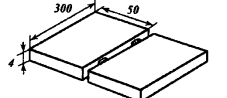
Огляд шва |
Збийте шлак. Зачистіть шов металевою щіткою. Огляньте шов. Поверхня повинна бути рівною, без перепадів по висоті і ширині, з плавним переходом до основного металу. Виміряйте шаблоном УШС висоту посилення і ширину шва. Висота повинна знаходитися в межах 1-3мм, ширина – 8мм. Зворотній валик повинен бути рівномірним по довжині шва. |
|







про публікацію авторської розробки
Додати розробку