Урок виробничого навчання з професії Електрогазозварник
План конспект уроку виробничого навчання з професії Електрогазозварник
На тему Зварювання різного роду ферм ґратчастих конструкцій.
|
|
|
|
План уроку
виробничого навчання
|
Дата__________ |
|
Група_________ |
Професія: «Електрогазозварник»
Тема програми: Зварювання деталей конструкцій
Тема уроку. Зварювання різного роду ферм ґратчастих конструкцій.
Мета уроку:
- навчальна: навчити виконувати зварювання таврової або двотаврової балки.
- розвиваюча: розвинути у слухачів практичний і пізнавальний інтерес до застосування таврової і двотаврової балки, точність виконання завдання;
- виховна: виховувати бережливе ставлення до обладнання, раціональне використання матеріалів, охайне поводження з інструментами, інтерес до обраної професії.
Тип уроку: набуття первинних умінь та навичок.
Виконати зварювання таврової, або двотаврової балки з пластин, або стільця фахверкової балки/ферми. Виготовити секцію ґратчастого забору.
Методи навчання: словесний, наочний, практичний.
Міжпредметні зв'язки:
1. Матеріалознавство «Хімічний склад і властивості металу».
2. Технологія електродугового зварювання «Зварювальні напруги та деформації»
3. Охорона праці «Заходи щодо забезпечення електробезпеки», «Захист від світлової радіації», «Захист від шкідливих газових виділень, пилу та аерозолей».
Матеріально-технічне оснащення уроку: Плакати з охорони праці, Джерело живлення дуги, дріт, захисні гази активні інертні, молоток, клещі, стіл слюсарний, лещата, індивідуальні засоби захисту.
Дидактичне оснащення уроку: інструкція з охорони праці, опорний конспект, мультимедійна презентація.
Хід уроку
І. Організаційний момент – 3 хв.
- « - Доброго дня». « - Зараз перевіримо вашу присутність.»
- Огляд зовнішнього вигляду слухачів згідно вимог охорони праці (спец одяг, взуття, індивідуальні засоби захисту).
ІІ. Вступний інструктаж – 20 хв.
- Темою нашого уроку є: «Виконати зварювання таврової, або двотаврової балки з пластин, або стільця фахверкової балки/ферми. Виготовити секцію ґратчастого забору». (Слайд №3)
- Мотивація навчальної діяльності слухачів (перегляд навчальної презентації).
Ви зустрінете в свої професійній діяльності таврову і двотаврову бали на великіх і малих виробництвах, а також при монтажі металоконструкції. (Слайд №5-10)
- Актуалізація опорних знань слухачів (підготовка слухачів до практичних занять на базі знань теоретичної підготовки): (Слайд №11)
- Назвіть кут нахилу пальника при зварюванні стикових з’єднань?
(При виконані стикового з’єднання кут нахилу пальника від площі поверхні металу становить 500-600 . Пальник повинен знаходитися рівно уздовж осі шва.)2хв. (Слайд №12)
- Назвіть кут нахилу пальника при зварюванні напускових з'єднань? (Слайд №13)
(При виконані напускових з'єднань кут нахилу пальника становить якщо товщина металу до1,5мм то кут нахилу становить 500-600 . А якщо товщина металу більше 1,5мм то кут нахилу становить 450 зварювання виконують за декілька проходів.) 2хв.
- Техніка виконання горизонтальних швів? (Слайд №14)
(Горизонтальні шви ведуться кутом вперед «без поперечних коливань». Кут нахилу пальника становить 900 від площі поверхні металу .Метал завтовшки більше 6 мм рекомендується зварювати за кілька проходів кут нахилу становить 700.) 2хв.
- Пояснення нового матеріалу.
Фермою називається решітчаста конструкція, що працює на згин.(Слайд №15)
Ферма складається з окремих елементів, з’єднаних у вузли, і утворюють геометрично незмінну систему.(Слайд №16)
Ферма скрадається з трьох основних конструктивних елементів: верхнього та нижнього поясів і решіток. (Слайд №17)
Балки — конструктивні елементи, що працюють на поперечний згин, з'єднані між собою жорстко та утворюють рамні конструкції; (Слайд №18)
Балки використовують у різних перекриттях, робочих площадках, естакадах, мостах, підкранових балках та інших конструкціях. (Слайд №19-20)
Колони — елементи конструкції, які працюють на стиск або стиск з поздовжнім згином; (Слайд №21)
Колони підрозділяють на маломіцні(Слайд №22)
Колони середньо міцні (Слайд №23)
Колони високоміцні колони(Слайд №24)
Обладнання для зварювання таврової балки
- Джерело постійного струму (випрямляч);
- Механізм подачі електродного дроту з касетою для дроту;
- Комплект спеціальних гнучких шлангів з пальником;
- Вбудований в джерело блок управління або окремий шафа управління;
- Система подачі захисного газу (балон, підігрівач газу (для СО2), газовий редуктор, змішувач газів, газові шланги, електроклапан);
- Кабелі ланцюгів управління;
- Зварювальні кабелі з зажимами; (Слайд №25)
Вибір параметрів режиму зварювання:
• Рід і полярність струму.
• Діаметр електродного дроту.
• Зварювальний струм.
• Напруга на дузі.
•Швидкість подачі електродного дроту.
• Швидкість зварювання.
• Витрата захисного газу.
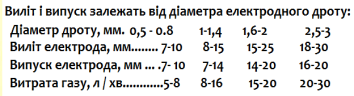
• Виліт електрода.
• Випуск електрода. (Слайд №26)
Рід і полярність струму.
Зварювання зазвичай виконують на постійному струмі зворотної полярності.
Іноді можливе зварювання на змінному струмі. При прямій полярності швидкість розплавлення в 1.4-1,6 раз вище, ніж при зворотній, проте дуга горить меньш стабільно, з інтенсивним розбризкуванням. (Слайд №27)
Діаметр електродного дроту.
Вибирають в межах 0.5-3.0 мм в залежності від товщини зварюваного матеріалу і положення шва в просторі.
Чим менше діаметр дроту, тим стійкіше горіння дуги, більша глибина проплавлення і коефіцієнт наплавлення, менше розбризкування.
Більший діаметр дроту вимагає збільшення зварювального струму.(Слайд №28)
Зварювальний струм.
Встановлюють залежно від діаметра електрода і товщини зварюваного металу.
Сила струму визначає глибину проплавлення і продуктивність процесу в цілому. Струм регулюють швидкістю подачі зварювального дроту. (Слайд №29)
Напруга на дузі.
З ростом напруги на дузі глибина проплавлення зменшується, а ширина шва і розбризкування збільшуються.
Погіршується газовий захист, утворюються пори.
Напруга на дузі встановлюють в залежності від обраного зварювального струму і регулюють положенням вольтамперной характеристики. змінюючи напругу холостого ходу джерела живлення.(Слайд №30)
Швидкість подачі електродного дроту.
Пов'язана зі зварювальним струмом. Встановлюють таким розрахунком, щоб процес зварювання станься стабільно, без коротких замикань і обривів дуги
Швидкість зварювання.
Встановлюють залежно від товщини зварюваного металу з урахуванням якісного формування шва.
Повільне зварювання сприяє розростанню зварювальної ванни і підвищує ймовірність утворення пор в металі шва.(Слайд №31)
Витрати захисного газу
Визначають залежно від діаметра дроту сили зварювального струму.
Для поліпшення газового захисту збільшують витрату газу, знижують швидкість зварювання, наближають сопло до поверхі металу або використовують захисні екрани.
При надмірній швидкості зварювання можуть окислюватися кінець дроту і метал шва.(Слайд №32)
Виліт електрода
Відстань від точки струмопровідного наконечника до торця зварювального дроту.
Зі збільшенням вильоту погіршуються стійкість горіння дуги і формування шва, інтенсивніше розбризкується метал.
Малий виліт ускладнює процес зварювання, викликає підгоряння газового сопла і струмопровідного наконечника.(Слайд №33)
Випуск електрода
Відстань від сопла пальника до торця зварювального дроту.
Зі збільшенням випуску погіршується газова зашита зони зварювання.
При малому випуску ускладняється техніка зварювання, особливо кутових і таврових з'єднань. (Слайд №34)
 (Слайд №35)
(Слайд №35)
Складання таврової балки
Після підготовки металу до зварювання (правка, рубка, зачищення) кладемо сталеву пластину площиною в низ, а другу пластину ставимо торцем на площину першої пластини. Прихвачуємо по середині, перекручуємо нашу таврову балку і виконуємо прихватки на відстані 15-20 мм від краю пластин. (Слайд №36)
Складання двотаврової балки
Після підготовки металу до зварювання (правка, рубка, зачищення) кладемо сталеву пластину площиною в низ, а другу пластину ставимо торцем на площину першої пластини. Прихвачуємо по середині, повертаємо таврову балку і виконуємо дві прихатки 15-20 мм від краю пластин. Беремо і ще одну пластину і кладемо на торець таврової балки і прихвачуємо однією прихваткою і кантуємо, виконуємо дві прихватки на відстані 15-20 мм від краю (Слайд №37)
Техніка зварювання
Кутові та таврові з'єднання можна виконувати в «човник»
Випуск збільшений на 10-15% в порівнянні зі зварюванням у нижньому положенні. (Слайд №38)
Техніка зварювання (відео фрагмент) (Слайд№ 39)
З метою зменшення небезпеки ураження електричним струмом
зварювальнику слід дотримуватися наступних заходів:
1). Надійна ізоляція всіх, проводів, пов'язаних з живленням джерела струму і зварювальної дуги.(Слайд №40)
2). Заземлення корпусів зварювальних апаратів (заземленню підлягають: корпуса джерел живлення, апаратного ящика, допоміжне електричне обладнання; перетин заземлюючих проводів повинен бути не менше 25 мм2);(Слайд№41)
Для захисту зварника від розплавленого металу, ураження променями електричної дуги застосовують. (Слайд №42)
При роботі в тісних відсіках і замкнутих просторах
обов'язкове використання: лабораторія для відбору проби повітря не менше 16% кисню та дозвілу на виконання зварювальних робіт, пояс страхувальний, монтажний,ПШ-1,ПШ-2, діелектричні чоботи, килимок.(Слайд №43)
Вибухи через неправильне поводження з балонами стисненого газу.(Слайд №44)
Вибухи через неправильне поводження з балонами стисненого газу.
Забороняється: Перекочувати балони по землі.
Скидати балони і ударяти один об інший.
Подавати або утримувати балон вентилем вниз.
Вантажити і вивантажувати балони без ковпаків і заглушок. (Слайд №45)
Вибухи через неправильне поводження з балонами стисненого газу.
Відстань до опалювальних приладів не менше 1 м.
Відстань до джерел тепла з відкритим вогнем не менше 5 м.
Балони повинні бути захищені від сонця і опадів (максимальна температура корпусу балона +45 градусів С).
Забороняється зберігати кисень в одному приміщенні з ацетиленом або іншими горючими газами.
Забороняється зберігати балони в підвалах і на горищах.(Слайд №46)
Вибухи через неправильне поводження з балонами стисненого газу(Відео фрагмент)(Слайд №47)
Вибухи через неправильне поводження з балонами стисненого газу(Відео фрагмент)(Слайд №48)
Пожежі від розплавленого металу і шлаку в процесі зварювання.( Відео фрагмент) (Слайд №49)
Травми різного роду механічного характеру при підготовці важких виробів до зварювання і в процесі зварювання.(Відео фрагмент)(Слайд № 50)
Практичний показ прийомів при виконанні зварювання таврової балки.20хв.
Видати завдання слухачям «Слухачам видаються металеві пластини товщиною 5 мм, на яких необхідно виконати зарювання».
ІІІ. ПОТОЧНИЙ ІНСТРУКТАЖ.
- Самостійне виконання роботи слухачами.
Слухачі виконують зварювання , таврової, або двотаврової балки з пластин, або стільця фахверкової балки/ферми. Виготовити секцію ґратчастого забору.
Майстер здійснює цільові обходи:
а). правильність виконання робіт
б). дотримання безпеки праці на робочому місці
в). проведення індивідуальних інструктажів, при необхідності із повторенням демонстрації трудових прийомів.
г). перевірки виконаних робіт.
ІV. Заключний інструктаж. Розбір типових помилок. Демонстрація кращої роботи. Виставлення оцінок.
1

про публікацію авторської розробки
Додати розробку